
一种微钻用精磨超硬砂轮及其制备方法.pdf

韶敏****ab


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种微钻用精磨超硬砂轮及其制备方法.pdf
本发明涉及一种微钻用精磨超硬砂轮及其制备方法,属于超硬材料及制品技术领域。本发明的微钻用精磨超硬砂轮包括基体和磨料层,所述磨料层包括如下重量份数的组分:磨料44‑88份、结合剂60.3‑87.9份、填料100.8‑142份,所述结合剂由重量比为1:1‑3的聚酰胺树脂和聚酰亚胺树脂组成,所述填料为碳化硅、聚四氟乙烯、氧化铈。本发明的微钻用精磨超硬砂轮提高了砂轮的韧性和耐磨性能,改善了砂轮在加工工件过程中的抗震减震性能,提高了工件的质量。
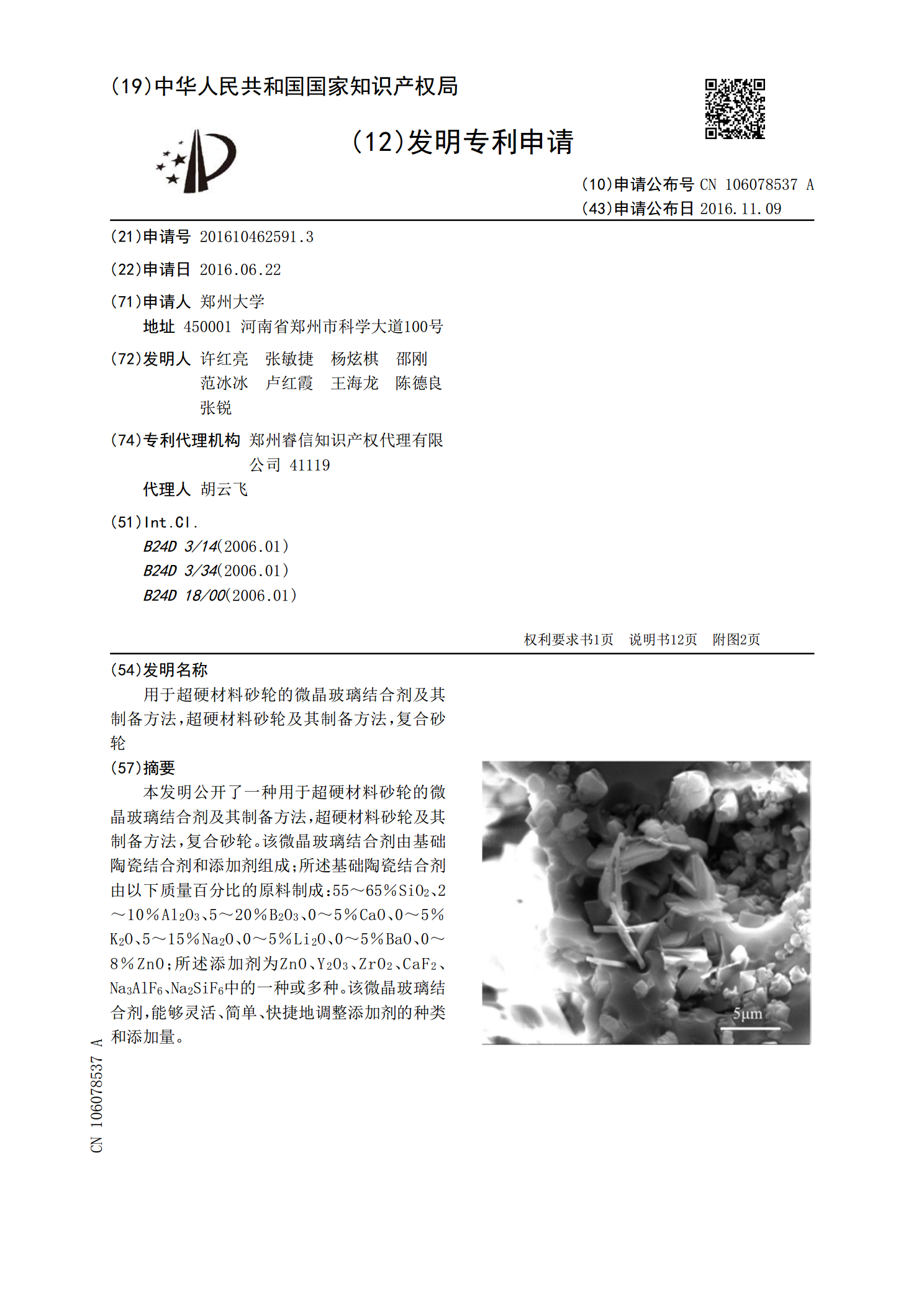
用于超硬材料砂轮的微晶玻璃结合剂及其制备方法,超硬材料砂轮及其制备方法,复合砂轮.pdf
本发明公开了一种用于超硬材料砂轮的微晶玻璃结合剂及其制备方法,超硬材料砂轮及其制备方法,复合砂轮。该微晶玻璃结合剂由基础陶瓷结合剂和添加剂组成;所述基础陶瓷结合剂由以下质量百分比的原料制成:55~65%SiO
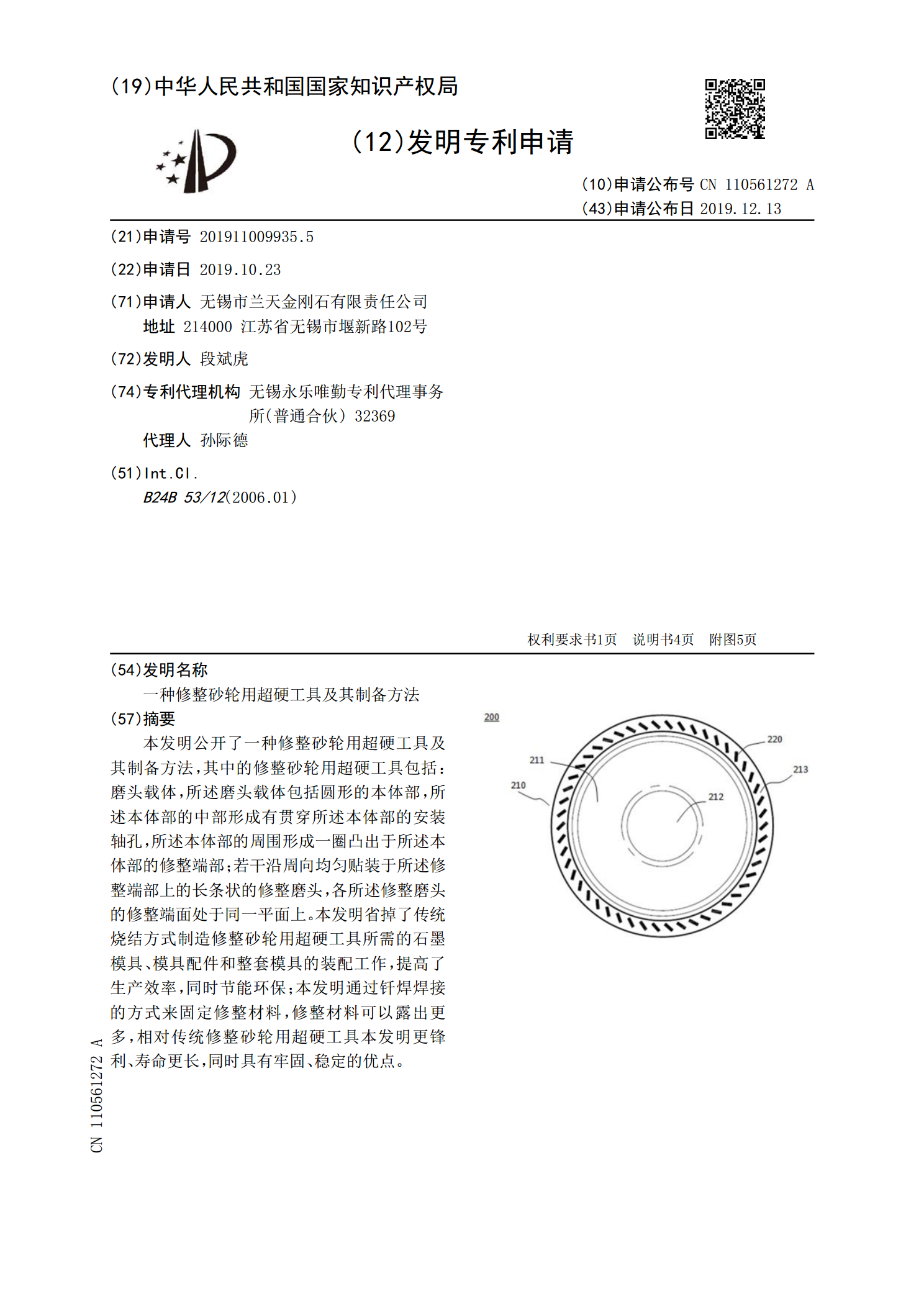
一种修整砂轮用超硬工具及其制备方法.pdf
本发明公开了一种修整砂轮用超硬工具及其制备方法,其中的修整砂轮用超硬工具包括:磨头载体,所述磨头载体包括圆形的本体部,所述本体部的中部形成有贯穿所述本体部的安装轴孔,所述本体部的周围形成一圈凸出于所述本体部的修整端部;若干沿周向均匀贴装于所述修整端部上的长条状的修整磨头,各所述修整磨头的修整端面处于同一平面上。本发明省掉了传统烧结方式制造修整砂轮用超硬工具所需的石墨模具、模具配件和整套模具的装配工作,提高了生产效率,同时节能环保;本发明通过钎焊焊接的方式来固定修整材料,修整材料可以露出更多,相对传统修整砂
一种超硬CBN砂轮及其制备方法.pdf
一种超硬CBN砂轮及其制备方法,所属超硬磨料领域,砂轮包括钢芯、磨料圈,钢芯和磨料圈通过树脂结合剂树脂胶粘结剂结合;磨料圈由CBN磨料、金属结合剂和辅助粘结剂制备而成;金属结合剂含有Cu60Sn40粉和TiH
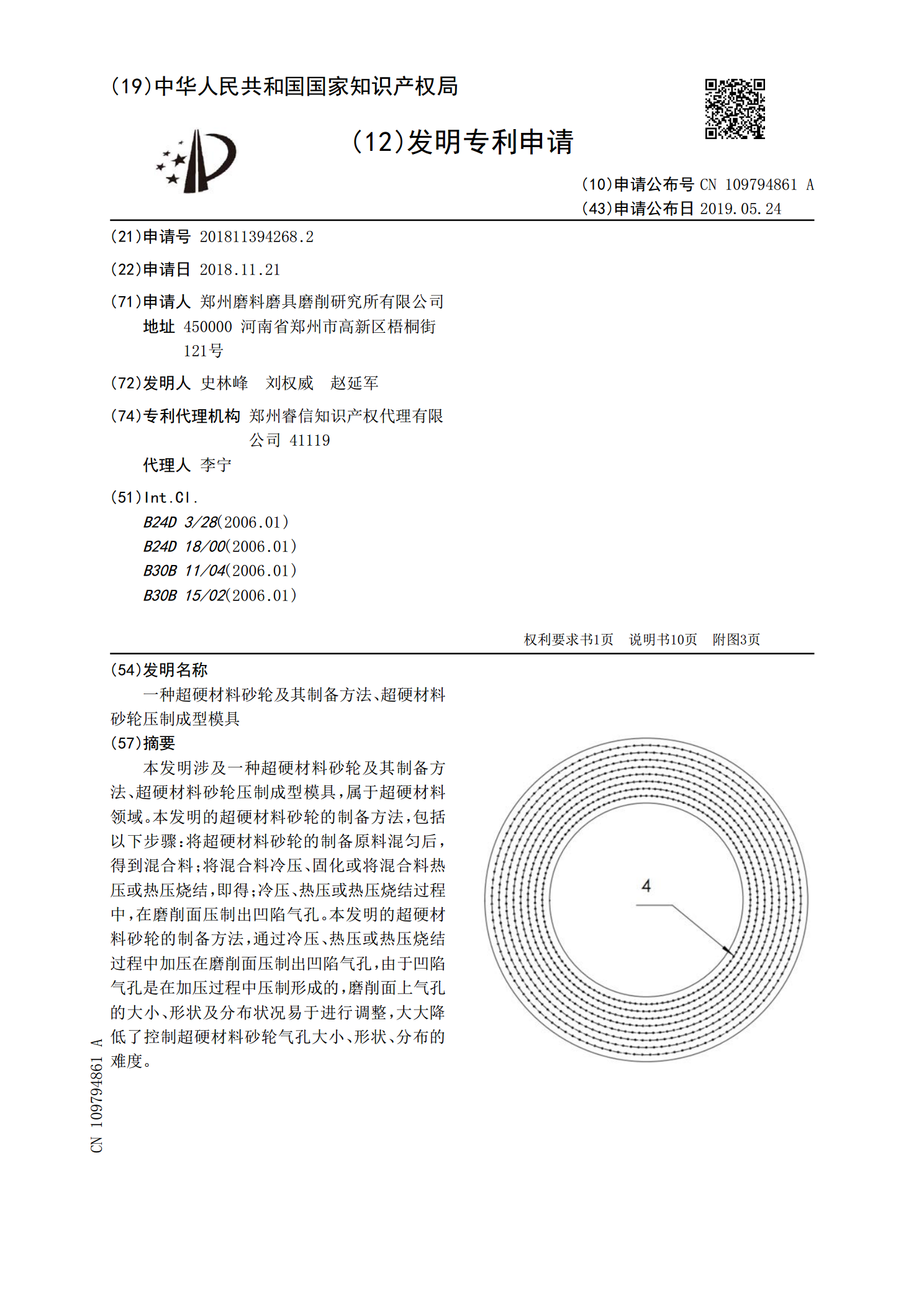
一种超硬材料砂轮及其制备方法、超硬材料砂轮压制成型模具.pdf
本发明涉及一种超硬材料砂轮及其制备方法、超硬材料砂轮压制成型模具,属于超硬材料领域。本发明的超硬材料砂轮的制备方法,包括以下步骤:将超硬材料砂轮的制备原料混匀后,得到混合料;将混合料冷压、固化或将混合料热压或热压烧结,即得;冷压、热压或热压烧结过程中,在磨削面压制出凹陷气孔。本发明的超硬材料砂轮的制备方法,通过冷压、热压或热压烧结过程中加压在磨削面压制出凹陷气孔,由于凹陷气孔是在加压过程中压制形成的,磨削面上气孔的大小、形状及分布状况易于进行调整,大大降低了控制超硬材料砂轮气孔大小、形状、分布的难度。