
一种板制多加强筋钣金件橡皮囊成形方法和成形模具.pdf

雨巷****凝海

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种板制多加强筋钣金件橡皮囊成形方法和成形模具.pdf
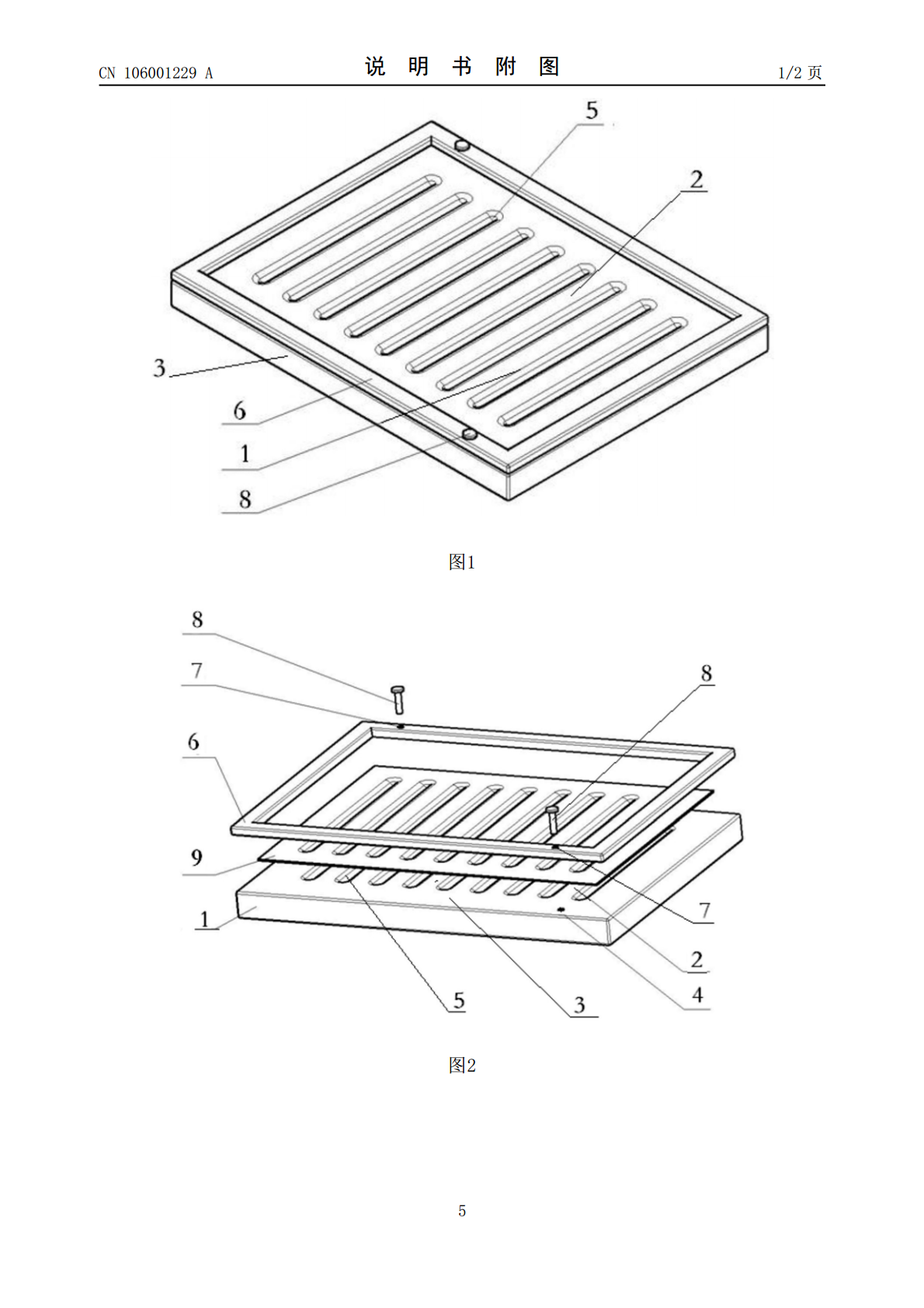
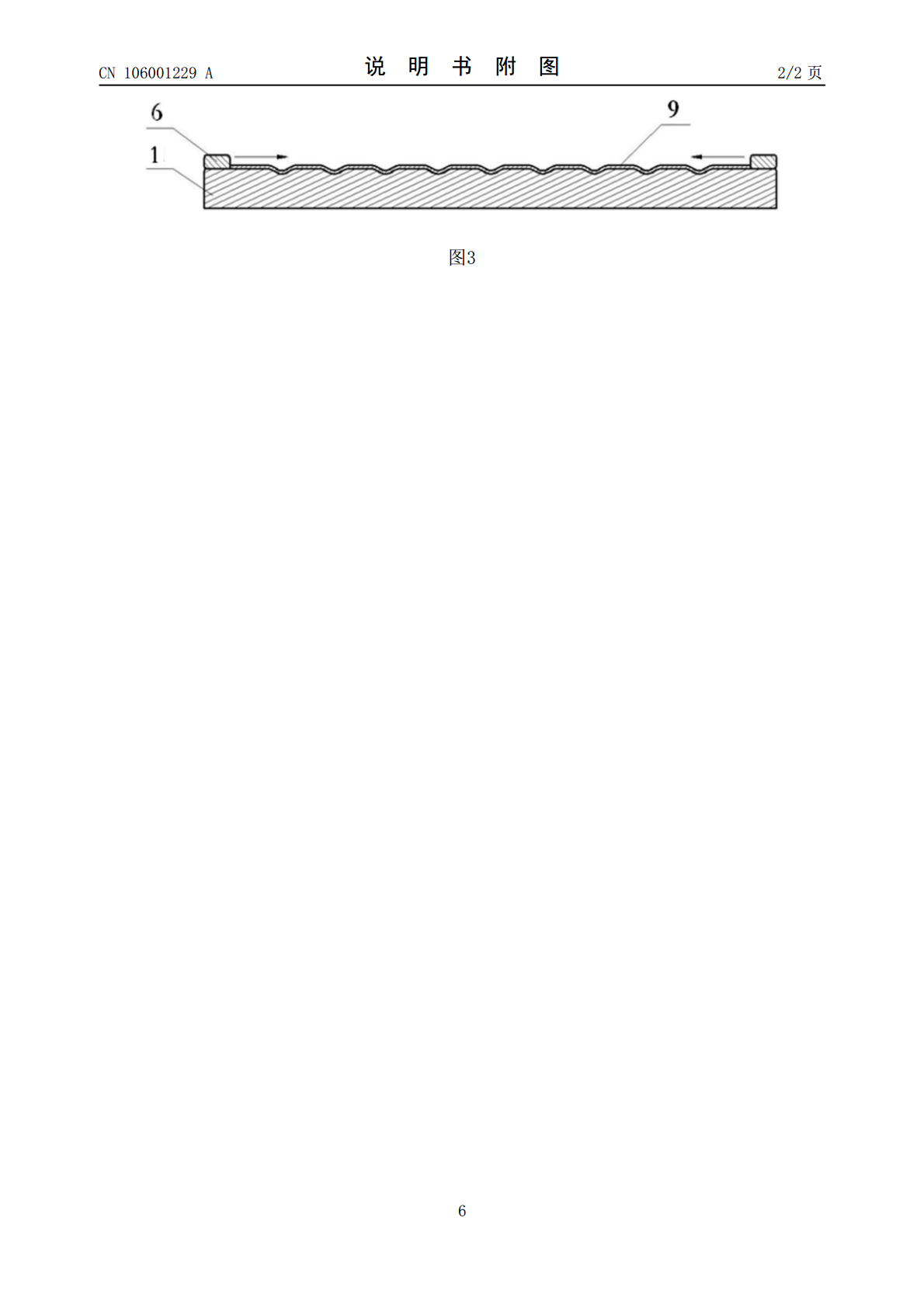
一种板制多加强筋钣金零件橡皮囊成形方法及成形模具,含有多加强筋钣金零件的展开毛料,成形模具包含模具基体与限位框,模具基体为与钣金件形状相似的块状形状,模具基体上表面是与多加强筋钣金件对应的成形面,成形面的周围是环形工艺边,限位框为与模具基体工艺边匹配的环形结构;将展开毛料放置到模具基体的成形面上,限位框限定展开毛料的外轮廓,通过橡皮囊压力成形。
一种橡皮囊成形环形异向弯边零件的成形模具及成形方法.pdf
本发明公开了一种橡皮囊成形环形异向弯边零件的成形模具及成形方法,包括有胎体、第一道成形模具和第二道成形模具,胎体具有中心孔和台阶面,第一道成形模具包括有内垫板、间隙垫片和外盖板,内垫板放置于胎体内侧的中心孔中,外盖板放置于胎体外侧上部,外盖板与胎体之间形成有间隙,间隙垫片设于间隙之间;第二道成形模具包括有内盖板和内形芯,内盖板放置于经第一道成形模具成形后的零件毛料上,用于将零件夹持于胎体上;内形芯用于更换内垫板,放置于内垫板位置处。采用本发明所述的成形模具及成形方法,通过橡皮囊分两道工序加压成形,达到环形

橡皮囊辅助成形模具.pdf
本发明涉及一种橡皮囊辅助成形模具,该模具包括底板和设置在底板上的模胎;所述底板上位于模胎的两侧安装有固定增压块,所述固定增压块与模胎之间设有与可沿固定增压块滑动的下陷增压块,所述下陷增压块靠近模胎一侧的形状与需成形的胚件外形对应;当所述胚件成形时,所述下陷增压块受压沿固定增压块的内侧下落,并挤压胚件移向模胎外轮廓面。该模具可以减少钣金胚件在橡皮囊成形后的材料回弹,可以大幅减少钣金件在橡皮囊成形后的手工校形工作量。
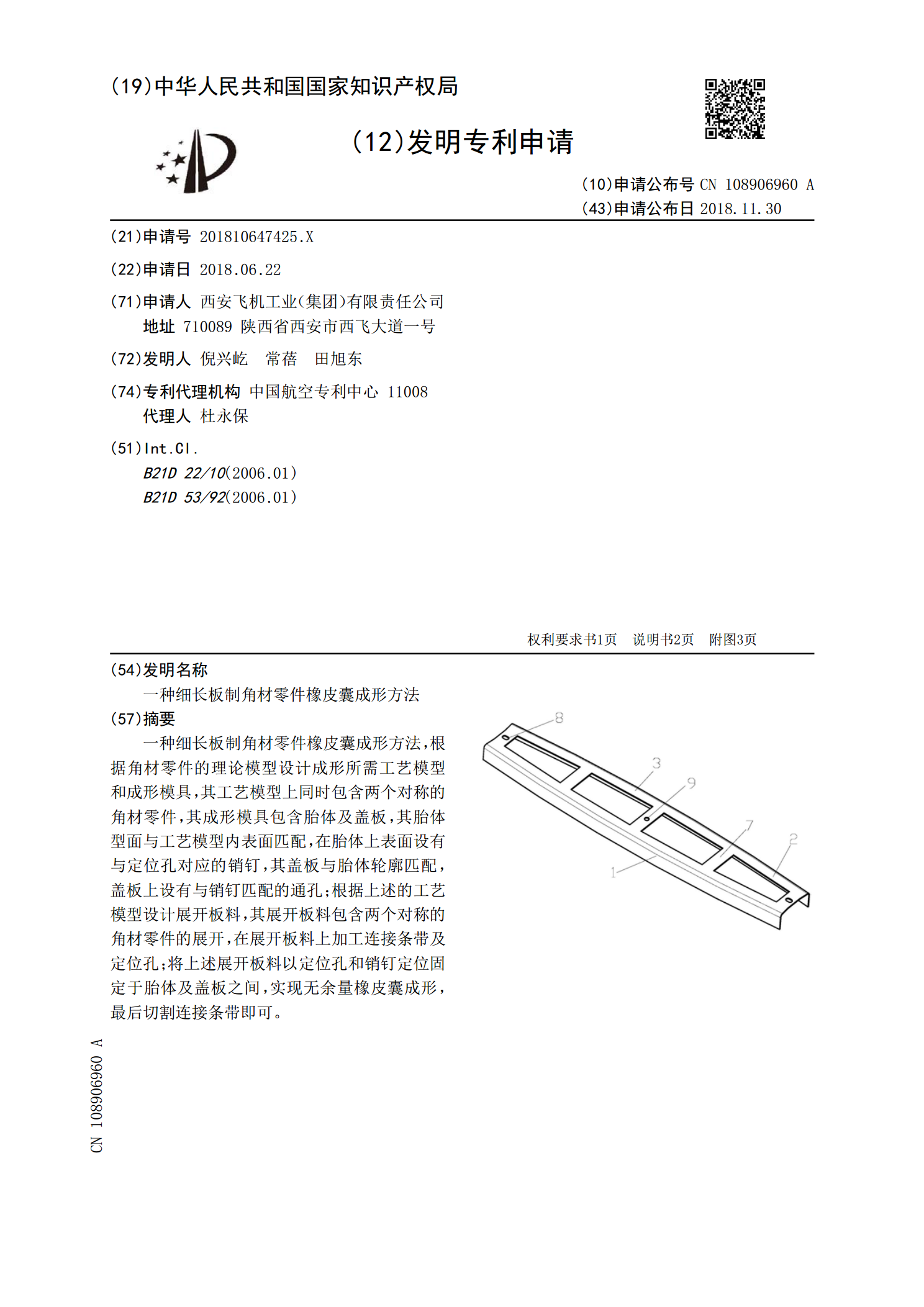
一种细长板制角材零件橡皮囊成形方法.pdf
一种细长板制角材零件橡皮囊成形方法,根据角材零件的理论模型设计成形所需工艺模型和成形模具,其工艺模型上同时包含两个对称的角材零件,其成形模具包含胎体及盖板,其胎体型面与工艺模型内表面匹配,在胎体上表面设有与定位孔对应的销钉,其盖板与胎体轮廓匹配,盖板上设有与销钉匹配的通孔;根据上述的工艺模型设计展开板料,其展开板料包含两个对称的角材零件的展开,在展开板料上加工连接条带及定位孔;将上述展开板料以定位孔和销钉定位固定于胎体及盖板之间,实现无余量橡皮囊成形,最后切割连接条带即可。
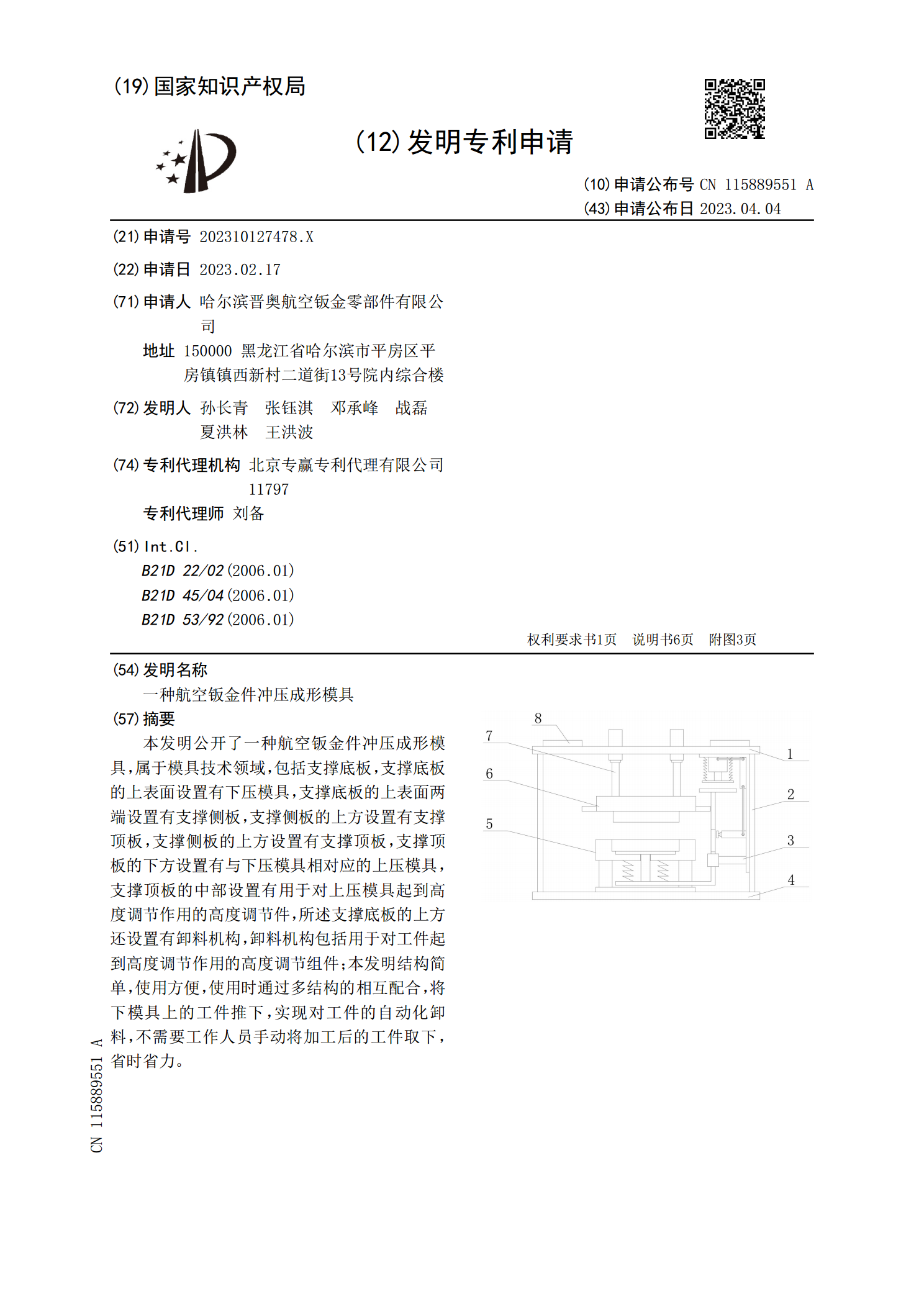
一种航空钣金件冲压成形模具.pdf
本发明公开了一种航空钣金件冲压成形模具,属于模具技术领域,包括支撑底板,支撑底板的上表面设置有下压模具,支撑底板的上表面两端设置有支撑侧板,支撑侧板的上方设置有支撑顶板,支撑侧板的上方设置有支撑顶板,支撑顶板的下方设置有与下压模具相对应的上压模具,支撑顶板的中部设置有用于对上压模具起到高度调节作用的高度调节件,所述支撑底板的上方还设置有卸料机构,卸料机构包括用于对工件起到高度调节作用的高度调节组件;本发明结构简单,使用方便,使用时通过多结构的相互配合,将下模具上的工件推下,实现对工件的自动化卸料,不需要工