
一种轮胎成型胶囊的囊体及其制备方法.pdf

努力****梓颖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轮胎成型胶囊的囊体及其制备方法.pdf
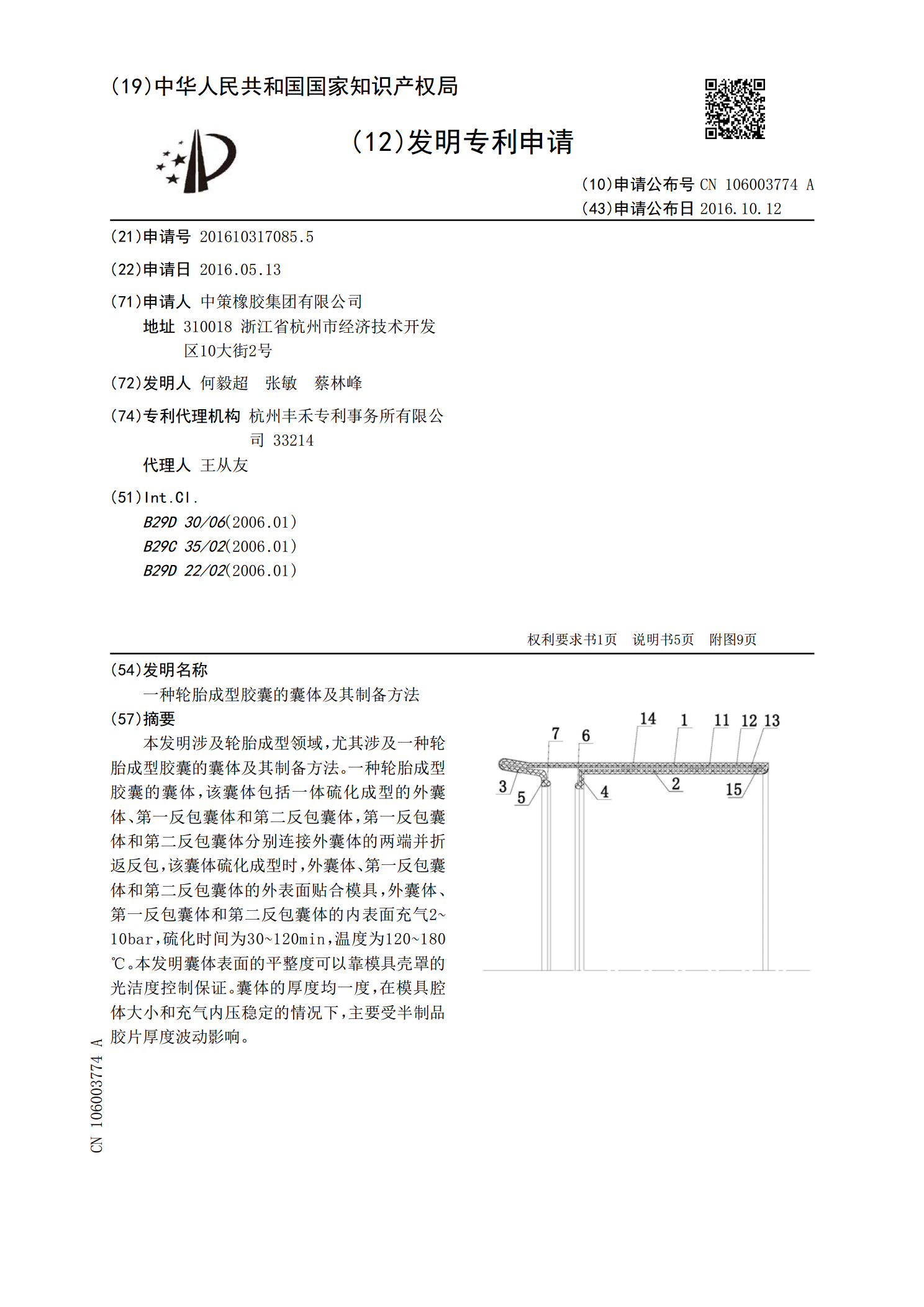
本发明涉及轮胎成型领域,尤其涉及一种轮胎成型胶囊的囊体及其制备方法。一种轮胎成型胶囊的囊体,该囊体包括一体硫化成型的外囊体、第一反包囊体和第二反包囊体,第一反包囊体和第二反包囊体分别连接外囊体的两端并折返反包,该囊体硫化成型时,外囊体、第一反包囊体和第二反包囊体的外表面贴合模具,外囊体、第一反包囊体和第二反包囊体的内表面充气2~10bar,硫化时间为30~120min,温度为120~180℃。本发明囊体表面的平整度可以靠模具壳罩的光洁度控制保证。囊体的厚度均一度,在模具腔体大小和充气内压稳定的情况下,主要

一种轮胎成型反包胶囊囊体胶片的制备方法.pdf
本发明提供了一种轮胎成型反包胶囊囊体胶片的制备方法,涉及轮胎成型反包胶囊生产技术领域。本发明,以天然胶和顺丁胶为主要胶料,采用分段炼胶及小料预混合的炼胶方式;同时,增多石蜡添加份数,以使进一步制备的轮胎成型反包胶囊上可以形成一层隔离膜。与现有技术相比,本发明对囊体胶片配方和制备工艺进行改进,制备一种耐屈挠性能优良的囊体胶片,利用该囊体胶片制成的轮胎成型反包胶囊,能够自形成一层隔离层,从而避免了轮胎成型反包胶囊与所成型的轮胎胎坯间的粘连破坏情形的出现。
一种轮胎成型胶囊囊体的成型模具.pdf
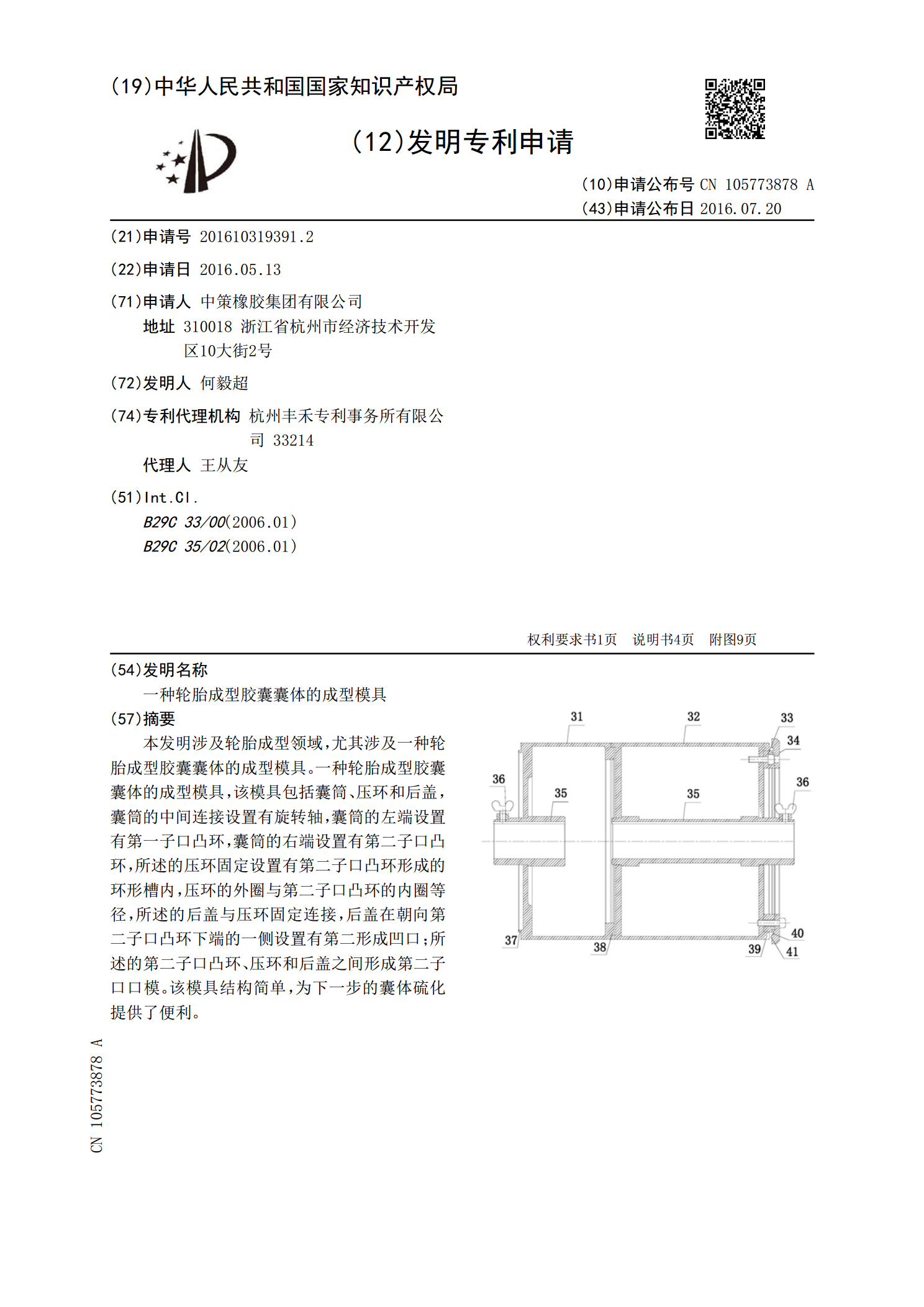
本发明涉及轮胎成型领域,尤其涉及一种轮胎成型胶囊囊体的成型模具。一种轮胎成型胶囊囊体的成型模具,该模具包括囊筒、压环和后盖,囊筒的中间连接设置有旋转轴,囊筒的左端设置有第一子口凸环,囊筒的右端设置有第二子口凸环,所述的压环固定设置有第二子口凸环形成的环形槽内,压环的外圈与第二子口凸环的内圈等径,所述的后盖与压环固定连接,后盖在朝向第二子口凸环下端的一侧设置有第二形成凹口;所述的第二子口凸环、压环和后盖之间形成第二子口口模。该模具结构简单,为下一步的囊体硫化提供了便利。

一种轮胎成型胶囊的囊体制备装置和制备方法.pdf
本发明涉及轮胎成型领域,尤其涉及一种轮胎成型胶囊的囊体制备装置和制备方法。一种轮胎成型胶囊囊体的制备装置,该装置包括成型模具和硫化模具;所述的成型模具包括囊筒、压环和后盖;所述的硫化模具包括第一囊筒,第三囊筒、外置囊筒、底盖和上盖。本发明制备的囊体表面的平整度可以靠模具壳罩的光洁度控制保证。囊体的厚度均一度,在模具腔体大小和充气内压稳定的情况下,主要受半制品胶片厚度波动影响。
一种轮胎成型胶囊的囊体硫化模具及硫化方法.pdf
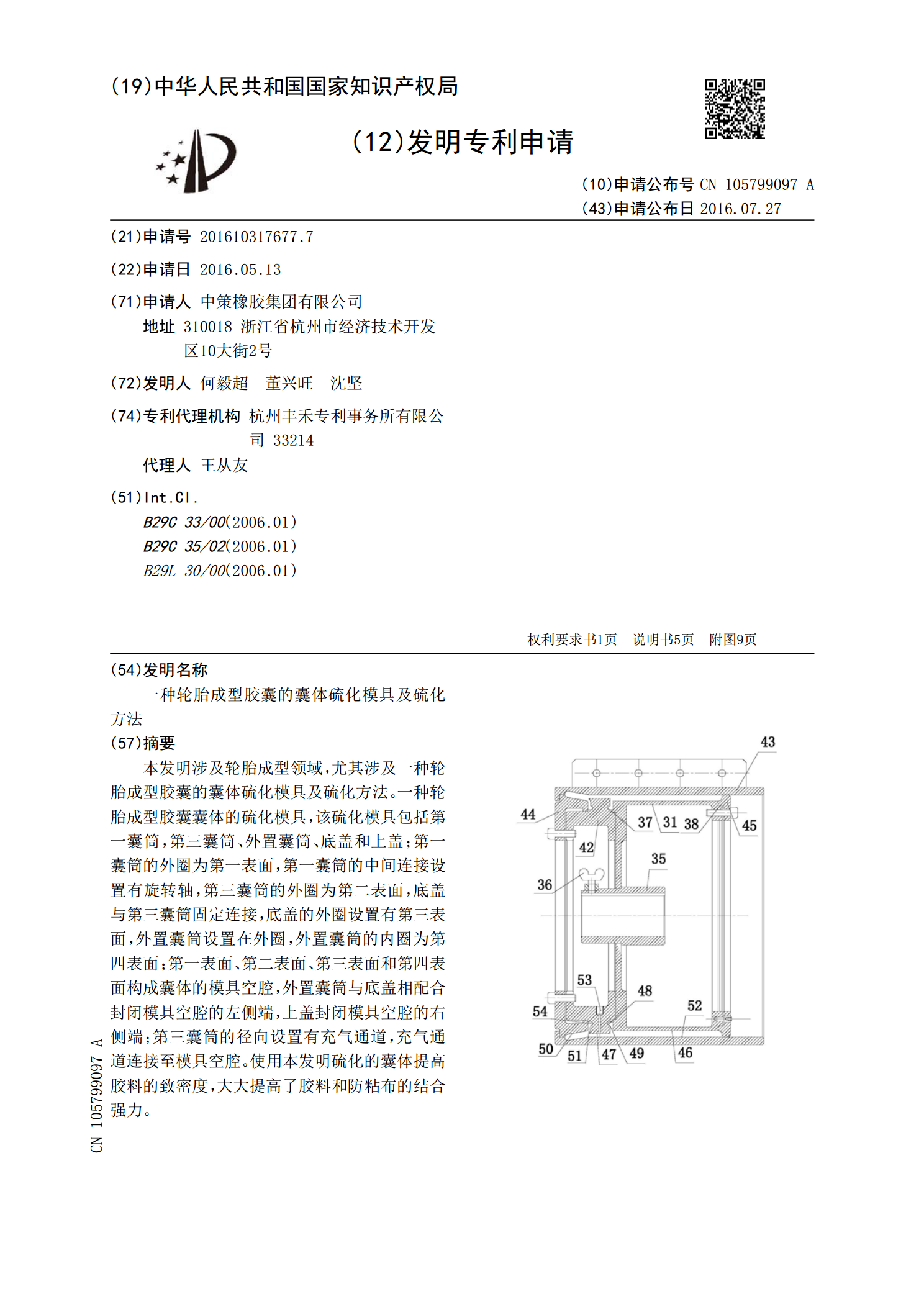
本发明涉及轮胎成型领域,尤其涉及一种轮胎成型胶囊的囊体硫化模具及硫化方法。一种轮胎成型胶囊囊体的硫化模具,该硫化模具包括第一囊筒,第三囊筒、外置囊筒、底盖和上盖;第一囊筒的外圈为第一表面,第一囊筒的中间连接设置有旋转轴,第三囊筒的外圈为第二表面,底盖与第三囊筒固定连接,底盖的外圈设置有第三表面,外置囊筒设置在外圈,外置囊筒的内圈为第四表面;第一表面、第二表面、第三表面和第四表面构成囊体的模具空腔,外置囊筒与底盖相配合封闭模具空腔的左侧端,上盖封闭模具空腔的右侧端;第三囊筒的径向设置有充气通道,充气通道连接