
一种粉末冶金偏心斜齿轮及其制备方法.pdf

又珊****ck

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种粉末冶金偏心斜齿轮及其制备方法.pdf
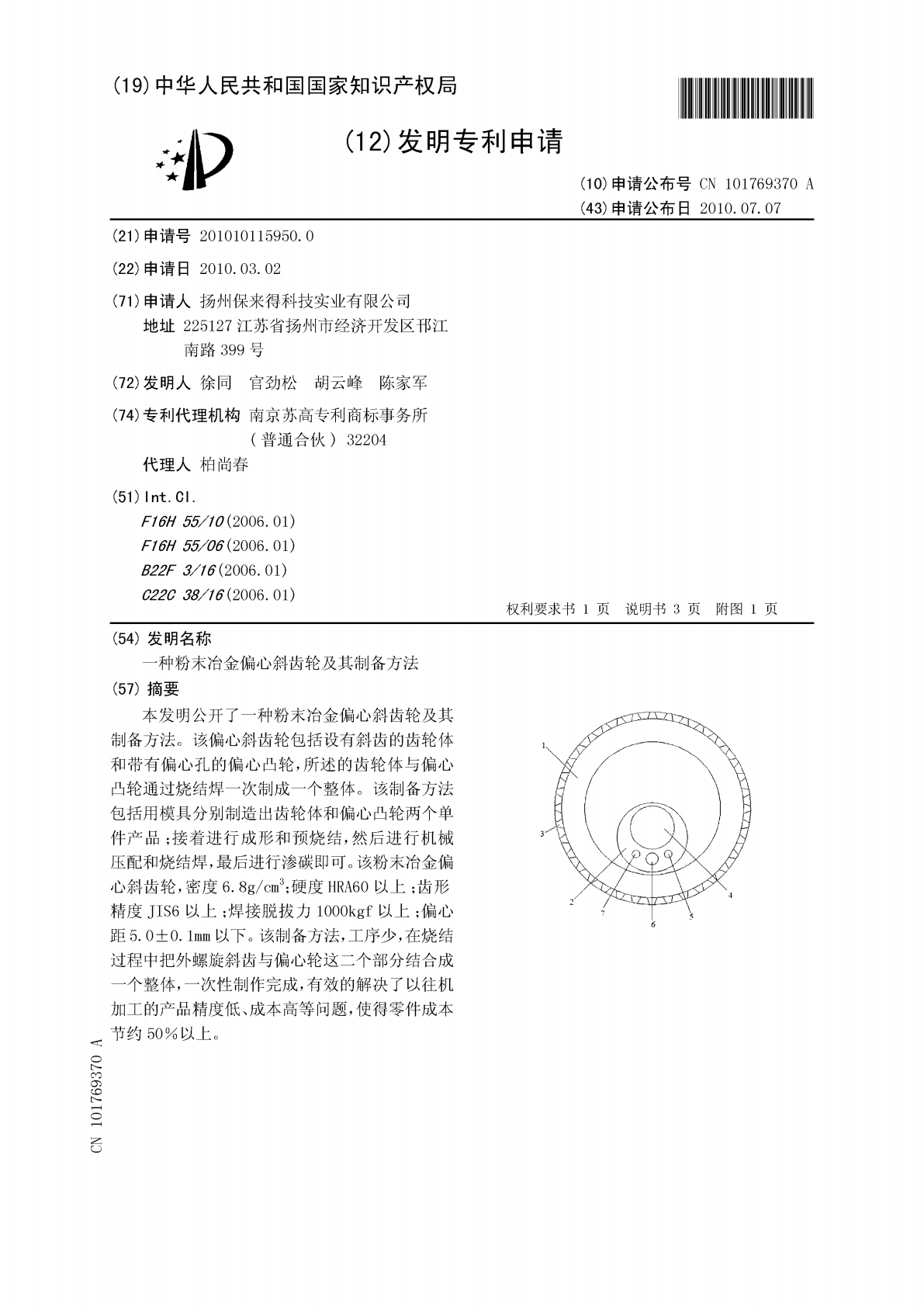
本发明公开了一种粉末冶金偏心斜齿轮及其制备方法。该偏心斜齿轮包括设有斜齿的齿轮体和带有偏心孔的偏心凸轮,所述的齿轮体与偏心凸轮通过烧结焊一次制成一个整体。该制备方法包括用模具分别制造出齿轮体和偏心凸轮两个单件产品;接着进行成形和预烧结,然后进行机械压配和烧结焊,最后进行渗碳即可。该粉末冶金偏心斜齿轮,密度6.8g/cm3;硬度HRA60以上;齿形精度JIS6以上;焊接脱拔力1000kgf以上;偏心距5.0±0.1mm以下。该制备方法,工序少,在烧结过程中把外螺旋斜齿与偏心轮这二个部分结合成一个整体,一次性

一种粉末冶金双联斜齿轮及其制备方法.pdf
本发明公开了一种粉末冶金双联斜齿轮及其制备方法。该粉末冶金双联斜齿轮,包括直齿轮体和斜齿轮体,直齿轮体与斜齿轮体为一次成形制作出的整体。该方法包括:将预混合好的材料加入模具中;在压力80t成型机中一次成形;控温1050℃~1200℃,控速100mm/min,烧结3小时;品检即可。该粉末冶金双联斜齿轮,其密度6.6g/cm3,硬度HRB40以上,齿形精度JIS7以上,量梢径45.411(+0/-0.10)mm。该制备方法,直齿轮体和斜齿轮体的一次性制作完成,有效解决了以往机加工产品精度低、成本高等问题,使得
粉末冶金高精度斜齿轮制备方法.pdf
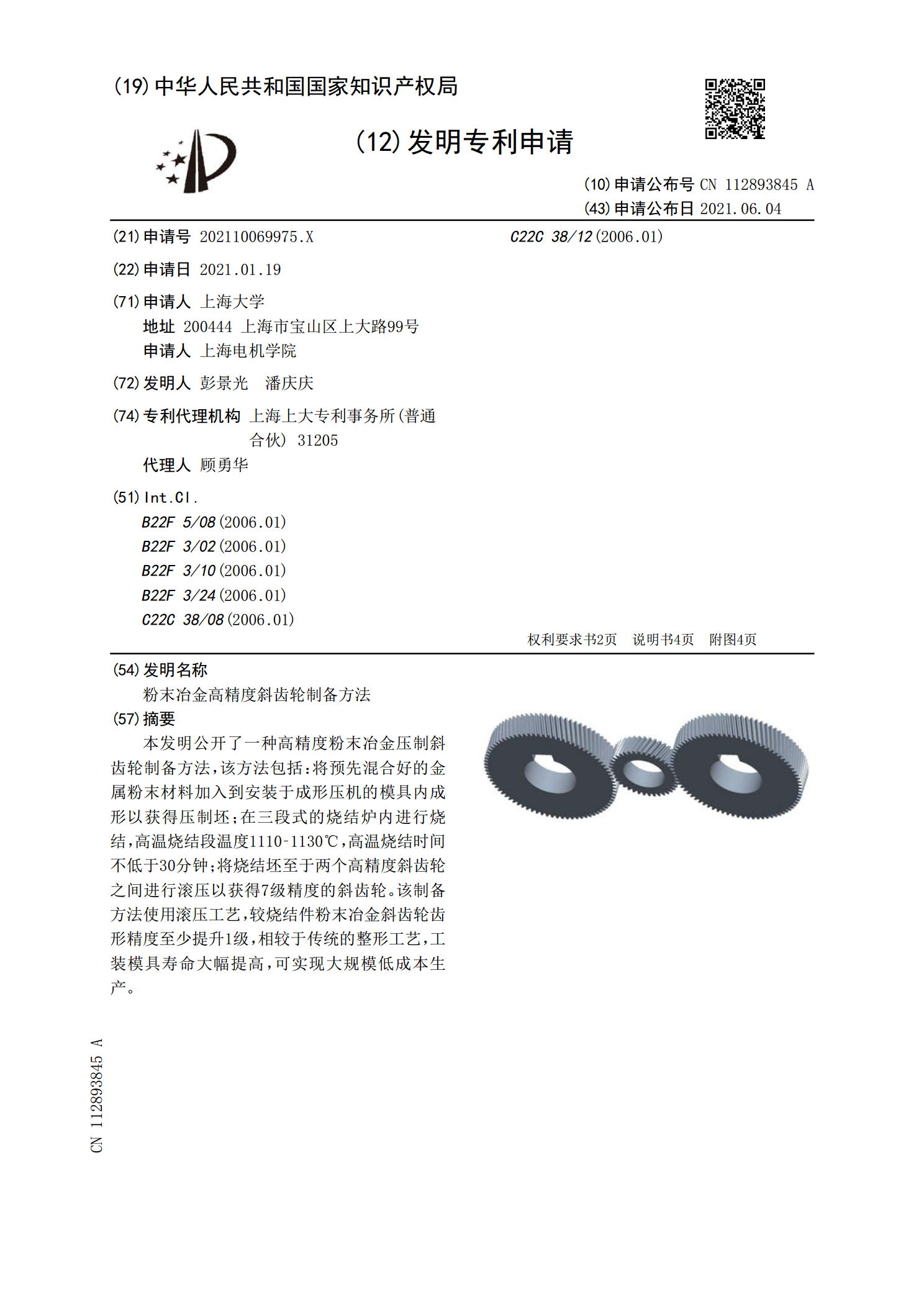
本发明公开了一种高精度粉末冶金压制斜齿轮制备方法,该方法包括:将预先混合好的金属粉末材料加入到安装于成形压机的模具内成形以获得压制坯;在三段式的烧结炉内进行烧结,高温烧结段温度1110‑1130℃,高温烧结时间不低于30分钟;将烧结坯至于两个高精度斜齿轮之间进行滚压以获得7级精度的斜齿轮。该制备方法使用滚压工艺,较烧结件粉末冶金斜齿轮齿形精度至少提升1级,相较于传统的整形工艺,工装模具寿命大幅提高,可实现大规模低成本生产。

一种粉末冶金齿轮及其制备方法.pdf
一种粉末冶金齿轮及其制备方法,其特征在于:由下列重量份的原料制成:铁粉96-99、钼粉1.2-1.4、铝粉2.1-2.4、碳化硅0.8-1.0、硬酯酸2.3-2.6、柠檬酸三丁酯1.2-1.5、Be0.2-0.3、Pb0.1-0.2、Mg0.9-1.2、La0.1-0.15、碳化硅1.2-1.4、碳化铌0.3-0.4、Nb2O50.2-0.3、SnO20.5-0.6、硼化二钼1.0-1.2、分散剂2-3。本发明提供的粉末冶金齿轮及其成形方法,改变了原料配比,能够增强粉末冶金齿轮的韧度和强度,增加使用寿命,

一种粉末冶金扇形齿轮及其制备方法.pdf
本发明提供了一种粉末冶金扇形齿轮,由下列重量份的粉末原料压制而成:铁粉100、铜粉1.8-2.0、锆粉0.5-0.8、钒粉0.1-0.3、铬粉0.8-1.2、石墨粉0.5-0.8、改性树木灰烬0.1-0.3、稀土硅铁合金0.2-0.6、石蜡0.1-0.3、乙撑双硬脂酸酰胺0.1-0.2、二硫化钼0.1-0.3、BaF2?0.2-0.4、氮化硼0.2-0.4、氧化锌0.4-0.5。制备时先对粉末原料进行分步混合,然后经压制、烧结、热处理、表面处理后得到最终产品扇形齿轮,生产出的粉末冶金扇形齿轮具有耐磨性好,