
一种胎模锻造齿轮轴的组合模具及锻造工艺.pdf

是你****松呀


1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种胎模锻造齿轮轴的组合模具及锻造工艺.pdf
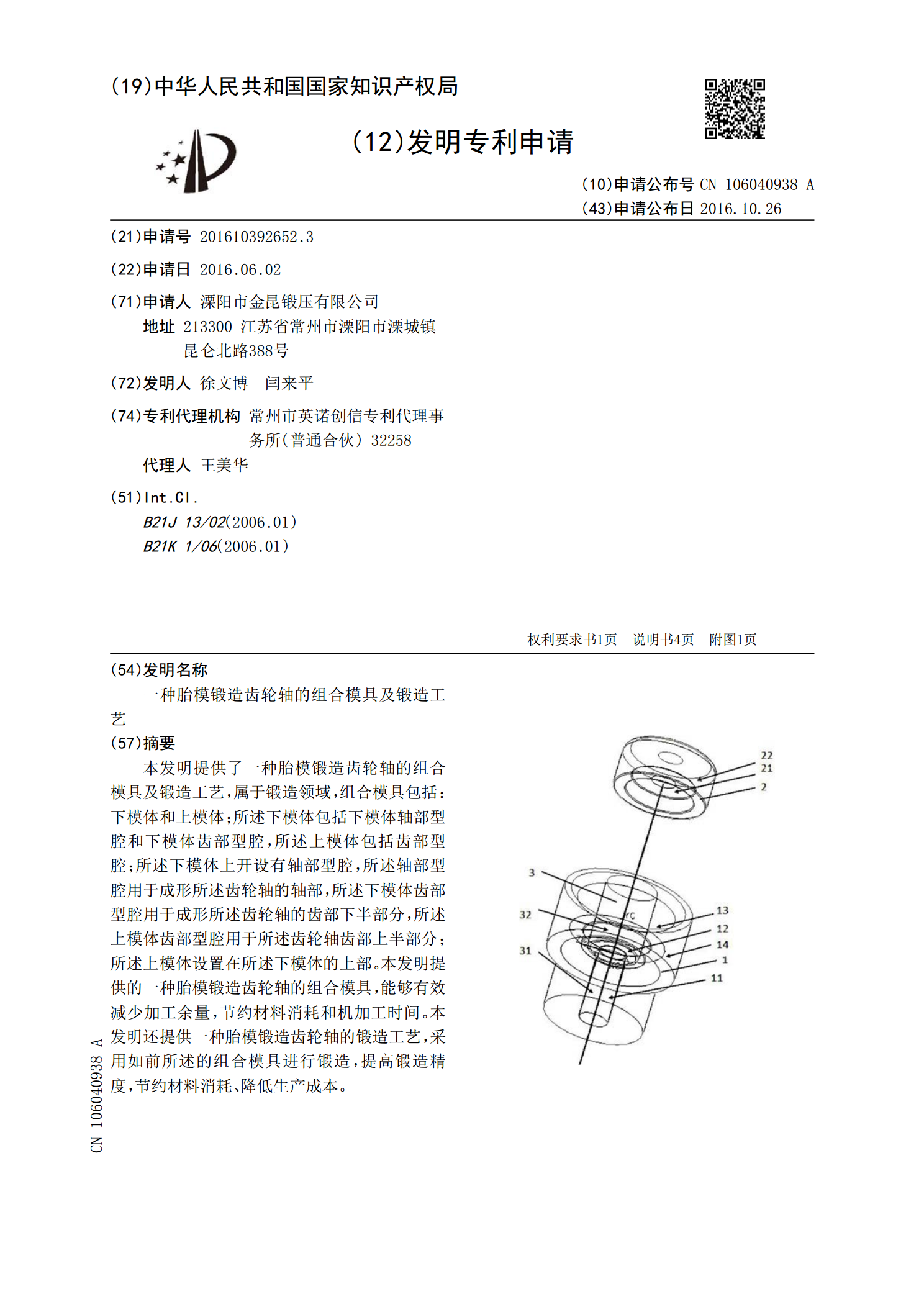
本发明提供了一种胎模锻造齿轮轴的组合模具及锻造工艺,属于锻造领域,组合模具包括:下模体和上模体;所述下模体包括下模体轴部型腔和下模体齿部型腔,所述上模体包括齿部型腔;所述下模体上开设有轴部型腔,所述轴部型腔用于成形所述齿轮轴的轴部,所述下模体齿部型腔用于成形所述齿轮轴的齿部下半部分,所述上模体齿部型腔用于所述齿轮轴齿部上半部分;所述上模体设置在所述下模体的上部。本发明提供的一种胎模锻造齿轮轴的组合模具,能够有效减少加工余量,节约材料消耗和机加工时间。本发明还提供一种胎模锻造齿轮轴的锻造工艺,采用如前所述的

一种用于齿轮轴锻造的模具及工艺.pdf
本发明提供一种用于齿轮轴锻造的模具及工艺;所述模具包括:下模体和上模体;所述下模体上开设有轴部型腔,所述轴部型腔用于成形所述齿轮轴的轴部;所述上模体包括上模外套、齿形模具和弹簧组;所述齿形模具设置于所述上模外套内;所述上模外套内还设置有用于容置所述弹簧组的弹簧圈,所述弹簧组的两端分别与所述齿形模具和上模外套相接触,以将所述齿形模具压紧在所述下模体上;所述上模体还包括用于锻造的上冲;所述上冲设置于所述上模体内,并可相对所述齿形模具上下滑动,且所述上冲的下端位于所述齿形模具的模腔内。采用本发明模具进行齿轮轴锻

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够

一种齿轮轴锻造工艺.pdf
本发明主要公开了一种齿轮轴锻造工艺,其技术方案:包括以下步骤:材料选择,前期处理,拔长成初始坯料,第一火锻造镦粗、拔长至标准规格,回炉加热,第二火锻造拔长,分料,拔出小头,滚圆修整完工,锻后冷却退火处理。本发明在制造过程中产品原材料损耗小,降低制造成本,测得产品性能稳定、强度高,无损伤,大大提高生产效率和生产效益。

一种齿轮轴锻造工艺.pdf
本发明提供一种齿轮轴锻造工艺,包括S1、原料通过电弧炉或转炉+精炼炉+真空脱气炉进行熔炼后形成钢锭模铸;S2、前期处理;S3、对前期处理后的钢锭模铸进行热处理:热处理方式为控冷+球化退火、退火、正火+高温回火;S4、对钢锭模铸进行锻造处理;S5、锻件冷却,冷却至400~450摄氏度,然后进行退火处理;S6、对锻件进行粗车、超声波探伤检验、力学性能测试,最后成品入库。能够解决了胚料成型后因热处理不当而导致其机械性能降低以及增加锻件锻造的损伤等问题,使成品的合格率高,使用寿命长,工艺流程简单,操作方便,加工均