
一种齿轮轴锻造工艺.pdf

fa****楠吖

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮轴锻造工艺.pdf
本发明主要公开了一种齿轮轴锻造工艺,其技术方案:包括以下步骤:材料选择,前期处理,拔长成初始坯料,第一火锻造镦粗、拔长至标准规格,回炉加热,第二火锻造拔长,分料,拔出小头,滚圆修整完工,锻后冷却退火处理。本发明在制造过程中产品原材料损耗小,降低制造成本,测得产品性能稳定、强度高,无损伤,大大提高生产效率和生产效益。

一种齿轮轴锻造工艺.pdf
本发明提供一种齿轮轴锻造工艺,包括S1、原料通过电弧炉或转炉+精炼炉+真空脱气炉进行熔炼后形成钢锭模铸;S2、前期处理;S3、对前期处理后的钢锭模铸进行热处理:热处理方式为控冷+球化退火、退火、正火+高温回火;S4、对钢锭模铸进行锻造处理;S5、锻件冷却,冷却至400~450摄氏度,然后进行退火处理;S6、对锻件进行粗车、超声波探伤检验、力学性能测试,最后成品入库。能够解决了胚料成型后因热处理不当而导致其机械性能降低以及增加锻件锻造的损伤等问题,使成品的合格率高,使用寿命长,工艺流程简单,操作方便,加工均

一种齿轮轴的锻造工艺.pdf
本发明涉及一种齿轮轴的锻造工艺,包括如下步骤:1)、第一火坯料钢锭加热温度至1200℃,压钳口,倒棱,错水口;2)、第二火对1)步获得的坯材进行再次加热,加热至1150~1180℃,采用圆弧齿状上凸下凹型砧镦粗,拔长;3)、第三火对2)步获得的坯材进行再次加热,加热至1100~1120℃,闭式滚挤;4)、终锻:终锻温度800℃,采用火焰炉一段式加热,采用圆弧齿状上凸下凹型砧镦粗,拔长至规定尺寸。5)、热处理:加热至850±10°C保温1~1.5小时,空冷至500°C,加热至600±10°C,空冷。该工艺生
一种胎模锻造齿轮轴的组合模具及锻造工艺.pdf
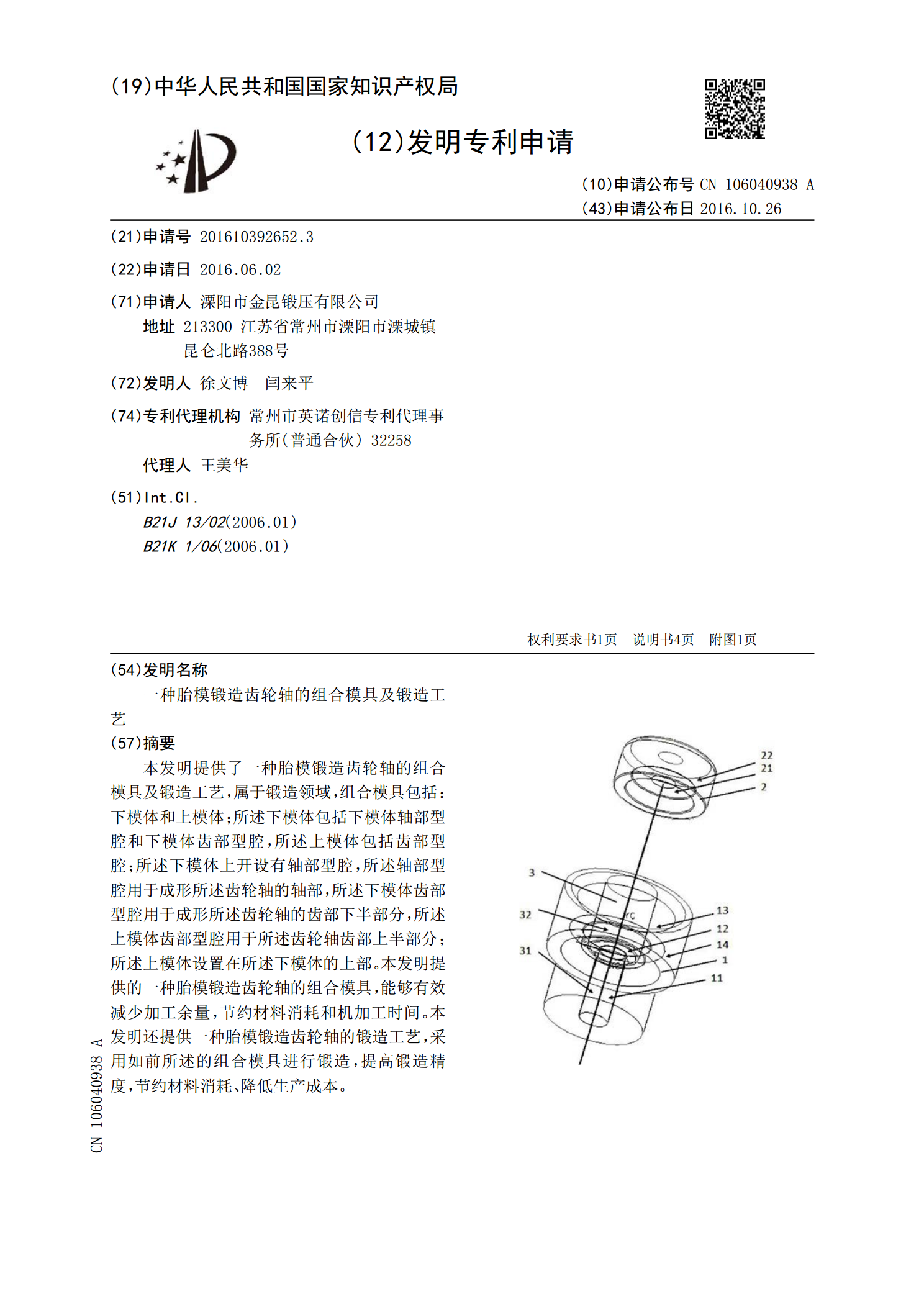
本发明提供了一种胎模锻造齿轮轴的组合模具及锻造工艺,属于锻造领域,组合模具包括:下模体和上模体;所述下模体包括下模体轴部型腔和下模体齿部型腔,所述上模体包括齿部型腔;所述下模体上开设有轴部型腔,所述轴部型腔用于成形所述齿轮轴的轴部,所述下模体齿部型腔用于成形所述齿轮轴的齿部下半部分,所述上模体齿部型腔用于所述齿轮轴齿部上半部分;所述上模体设置在所述下模体的上部。本发明提供的一种胎模锻造齿轮轴的组合模具,能够有效减少加工余量,节约材料消耗和机加工时间。本发明还提供一种胎模锻造齿轮轴的锻造工艺,采用如前所述的

伞齿轮轴锻造工艺.docx
伞齿轮轴锻造工艺伞齿轮轴锻造工艺摘要:伞齿轮轴是一种广泛应用于机械传动领域的重要零部件。本文通过对伞齿轮轴锻造工艺进行分析和研究,探讨了其制造过程、材料选择、工艺参数以及质量控制等方面的问题。结果表明,伞齿轮轴锻造工艺具有高效、高质量、低成本的特点,能够满足伞齿轮轴的制造要求。关键词:伞齿轮轴;锻造工艺;材料选择;工艺参数;质量控制引言伞齿轮轴是一种常见的机械传动零部件,广泛应用于汽车、船舶、机床等领域。其主要作用是将动力传递给伞齿轮,并实现传动功能。由于伞齿轮轴承受较大的弯曲应力和挤压应力,所以对其材料