
一种轮毂低压铸造模具.pdf

Jo****63

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮毂低压铸造模具.pdf
本发明公开了一种轮毂低压铸造模具,包括组合后形成轮毂铸造型腔的下模、侧模和上模,所述侧模由两段开口相对的弧形部对接组成,所述侧模外壁为一端大、另一端小的截顶圆锥形,所述侧模外壁连接有圆环形的锁模套,所述锁模套内径介于侧模外壁的大端外径和小端外径之间,其内壁设有与侧模外壁相同的锥度。发明省去了立柱、上模板,减少模具的组件,简化了模具结构;简化了合模、脱模步骤,实现了一种傻瓜式操作;克服了油缸规格的限制,有效提高型腔耐压值,从而提高产品的结晶和密度,等重铝水制造出的产品强度优于现有产品,相同强度的产品所需铝水
一种轮毂低压铸造模具.pdf
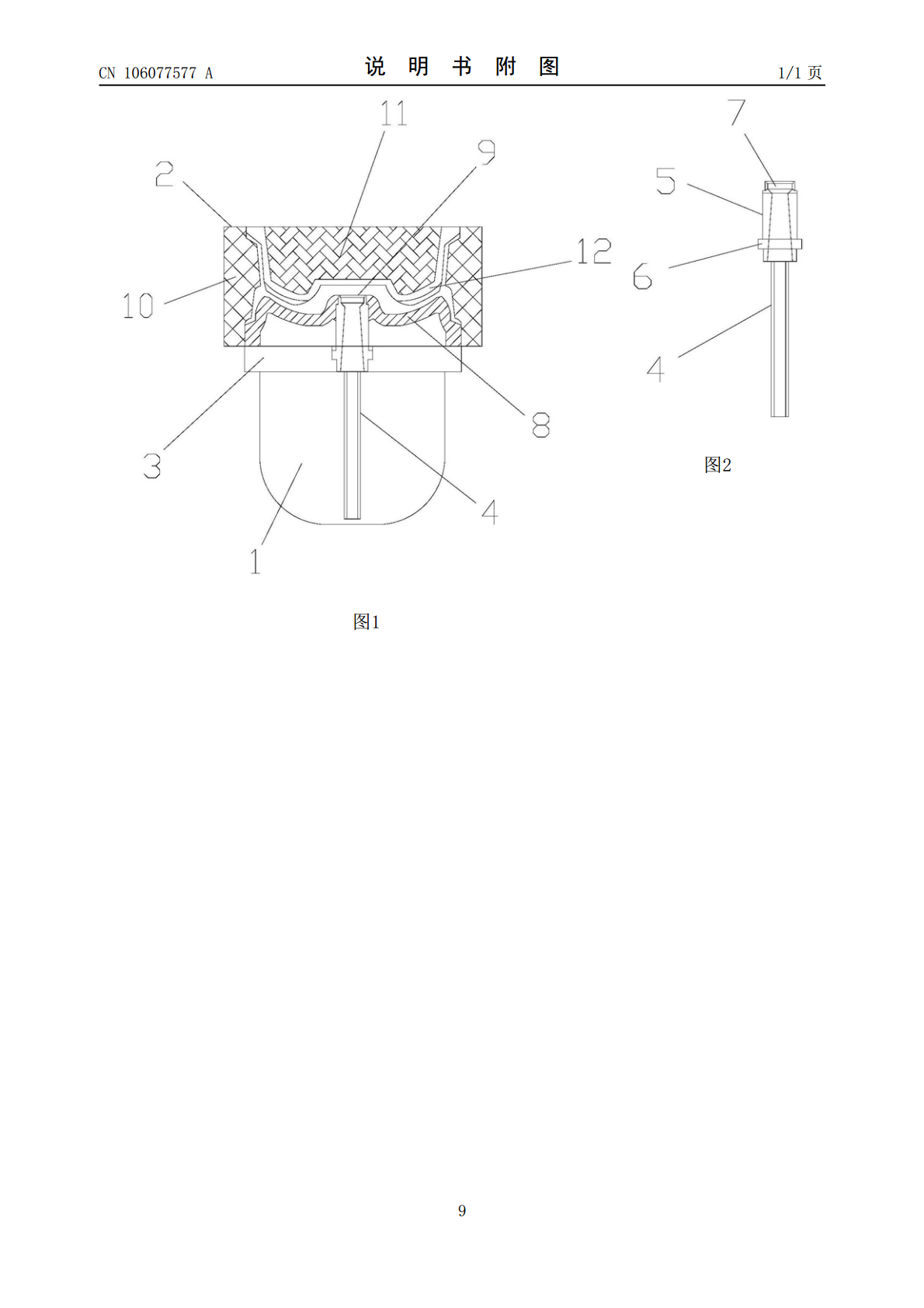
本发明公开一种轮毂低压铸造模具,包括铝液坩埚和铸造模具,所述铝液坩埚位于铸造模具的下方,所述铝液坩埚的上方设置有垫板,所述垫板与铸造模具相固定,所述铝液坩埚内设置有陶瓷升液管,所述陶瓷升液管固定在垫板的中部,所述陶瓷升液管的上端设置有浇口套,所述浇口套的下方设置有圆环,所述圆环与浇口套相固定,所述浇口套上端的内部设置有过滤片,所述过滤片与浇口套相固定,所述铸造模具的下端设置有下模,所述铸造模具的两侧设置有侧模,所述铸造模具的上方设置有上模,所述下模与上模之间设置有模腔;该轮毂低压铸造模具具有铸造效率高、操

一种轮毂低压铸造模具.pdf
本发明公开了一种轮毂低压铸造模具,包括组合后形成轮毂铸造型腔的下模、侧模和上模,所述侧模为一端大、另一端小的截顶圆锥形,所述侧模设有锁模套。本发明省去了立柱、上模板,减少模具的组件,简化了模具结构;简化了合模、脱模步骤,实现了一种傻瓜式操作;克服了油缸规格的限制,有效提高型腔耐压值,从而提高产品的结晶和密度,等重铝水制造出的产品强度优于现有产品,相同强度的产品所需铝水重量降低10%左右,有效提高产品的市场竞争力。
一种轮毂低压铸造冷却模具.pdf
本发明提供一种轮毂低压铸造冷却模具,包括上模、底模,所述上模设置在所述底模上,所述底模的上端面与所述上模的下端面配合构成轮毂型腔,所述轮毂型腔用于注入浇铸轮毂的铝液,所述轮毂型腔内设有分流组件,所述分流组件垂直设置在所述轮毂型腔内,且位于所述轮毂型腔的中心位置处。本发明的优点是采用水冷和风冷相结合,使轮毂冷却快,强度高,整个轮毂的性能得到改善,有效的减少生产时间,提高产能,其中模具中设有两处风冷,降低了水源的使用量,节省水源。

低压铸造模具及铸造轮毂的方法.pdf
本发明提供一种低压铸造模具及铸造轮毂的方法,低压铸造模具包括:下模、多个边模、上模和控制装置;多个边模与下模配合形成与待铸轮毂的轮辋相对应的轮辋腔和流道腔,上模与下模和边摸配合形成与待铸轮毂的轮辐相对应的轮辐腔和安装盘相对应的安装腔,与待铸轮毂的上轮唇相对应的上轮缘腔,底板上设有两个浇口腔,流道腔、上轮缘腔、轮辐腔、轮辋腔和安装腔相互连通组成待铸轮毂腔,待铸轮毂腔分别与两个浇口腔相连通。本发明提供的低压铸造模具,从两个浇口腔进料进行往上浇铸,缩短充型时间,稳定性好,采用低压铸造代替锻压得到旋压毛坯,相对锻