
一种三代轮毂轴承内圈锻造方法.pdf

雨巷****碧易


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种三代轮毂轴承内圈锻造方法.pdf
本发明公开了一种三代轮毂轴承内圈锻造方法,包括如下步骤:根据轮毂内圈的大小选取成型凹模,将成型凹模固定,根据成型凹模选取需要进行加工的毛坯,对毛坯进行预处理,将处理后的毛坯放入成型凹模中,毛坯预处理步骤为将毛坯置于酸性溶液中浸泡3‑5分钟,取出毛坯,采用磨砂纸对毛坯表面进行打磨,去除毛坯表面的绣层,对除去绣层的毛坯进行清洗,清洗后对毛坯烘干处理,将成型冲头安装在锻造机上,且成型冲头上安装成型压环,启动锻造机,带动成型冲头运动,对毛坯进行正压锻造。本发明成型冲头在上下移动的过程中始终与毛坯相垂直,在成型压环

基于ANSYS轮毂轴承内圈锻造数值模拟分析.pptx
汇报人:CONTENTSANSYS软件介绍软件功能数值模拟技术在锻造行业的应用轮毂轴承内圈锻造工艺流程锻造前准备加热过程锻造过程冷却与后处理ANSYS模拟分析过程建立模型材料属性定义边界条件设置模拟求解与结果分析模拟结果与实际生产对比模拟结果准确性验证优化锻造工艺参数提高产品质量和效率锻造工艺优化建议加热温度优化锻造速度优化冷却方式优化其他工艺参数优化结论与展望基于ANSYS轮毂轴承内圈锻造数值模拟分析的结论在锻造行业的应用前景与展望汇报人:

三代轮毂轴承内圈应力腐蚀裂纹研究.docx
三代轮毂轴承内圈应力腐蚀裂纹研究标题:三代轮毂轴承内圈应力腐蚀裂纹研究摘要:随着技术的发展和工业需求的增加,轴承的应用越来越广泛。然而,由于内外载荷作用下的应力集中,轮毂轴承内圈常常容易出现应力腐蚀裂纹。本文通过文献综述和实验数据的分析,旨在研究轮毂轴承内圈应力腐蚀裂纹产生的原因,并提出相应的预防措施,为轮毂轴承的设计和使用提供参考。1.引言轮毂轴承作为汽车行驶过程中承受载荷的重要部件,其性能和寿命对整个车辆的安全性和可靠性具有重要影响。但是,由于内外载荷作用下的应力集中,轮毂轴承内圈往往容易出现应力腐蚀

轮毂轴承内圈的成型磨削方法.docx
轮毂轴承内圈的成型磨削方法轮毂轴承是汽车和其他机械设备中非常重要的零件之一,它起着支撑轮毂转动的作用。在轮毂轴承中,轴承内圈的成型磨削是一项重要的加工工艺,它直接影响轮毂轴承的性能和使用寿命。本文将详细介绍轮毂轴承内圈成型磨削的方法。成型磨削是一种通过先加工再磨削的工艺,它可以用于对轴承内圈进行精确的形状和尺寸控制。成型磨削由以下几个步骤组成:第一步,准备工作。在进行轮毂轴承内圈的成型磨削之前,需要进行准备工作,包括选择合适的磨削机床、刀具和磨粒,并对工件进行固定和夹紧。第二步,加工成型。在进行成型磨削之
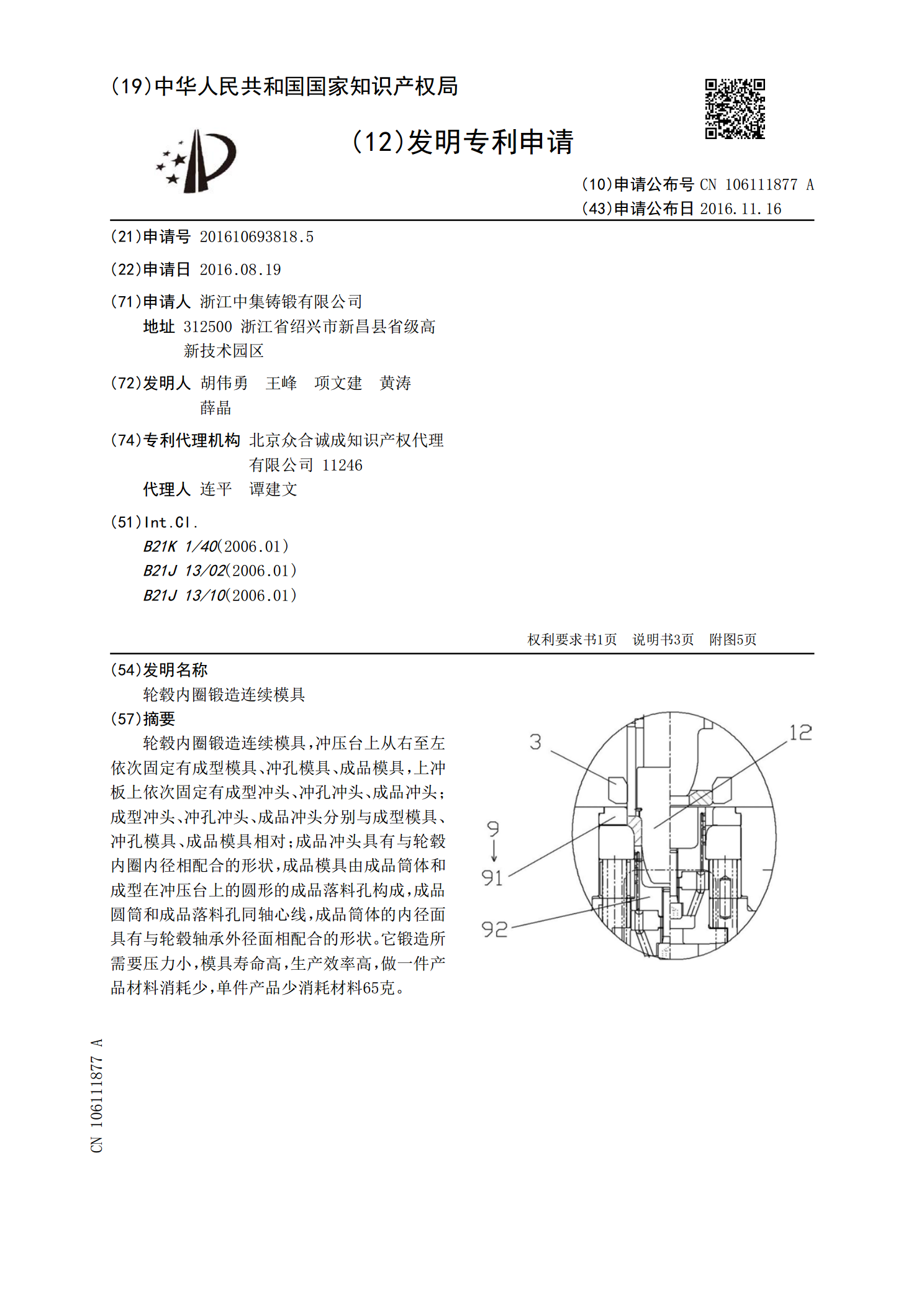
轮毂内圈锻造连续模具.pdf
轮毂内圈锻造连续模具,冲压台上从右至左依次固定有成型模具、冲孔模具、成品模具,上冲板上依次固定有成型冲头、冲孔冲头、成品冲头;成型冲头、冲孔冲头、成品冲头分别与成型模具、冲孔模具、成品模具相对;成品冲头具有与轮毂内圈内径相配合的形状,成品模具由成品筒体和成型在冲压台上的圆形的成品落料孔构成,成品圆筒和成品落料孔同轴心线,成品筒体的内径面具有与轮毂轴承外径面相配合的形状。它锻造所需要压力小,模具寿命高,生产效率高,做一件产品材料消耗少,单件产品少消耗材料65克。