
一种切削和磨削树脂砂轮的制造方法.pdf

玉环****找我

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种切削和磨削树脂砂轮的制造方法.pdf
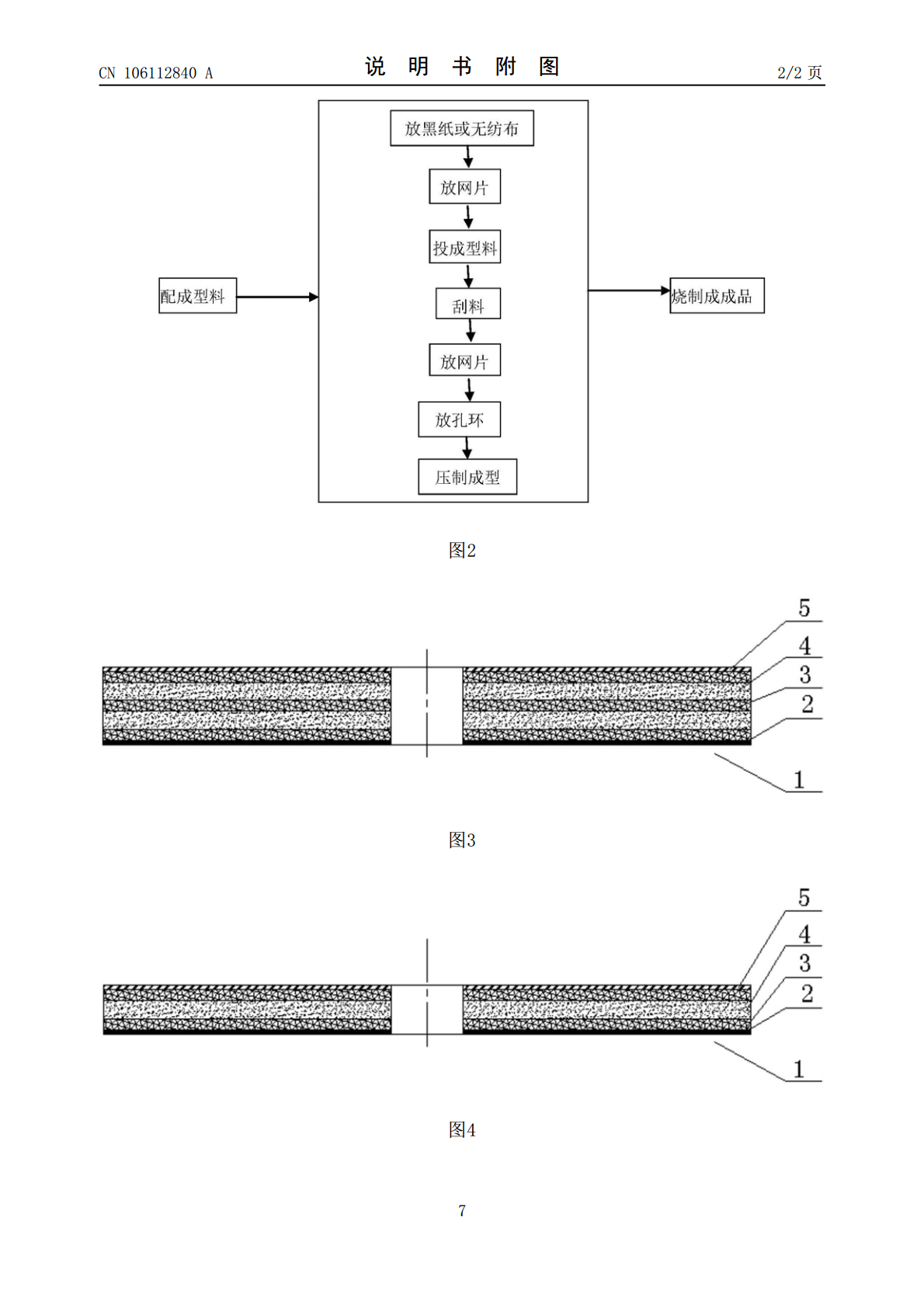
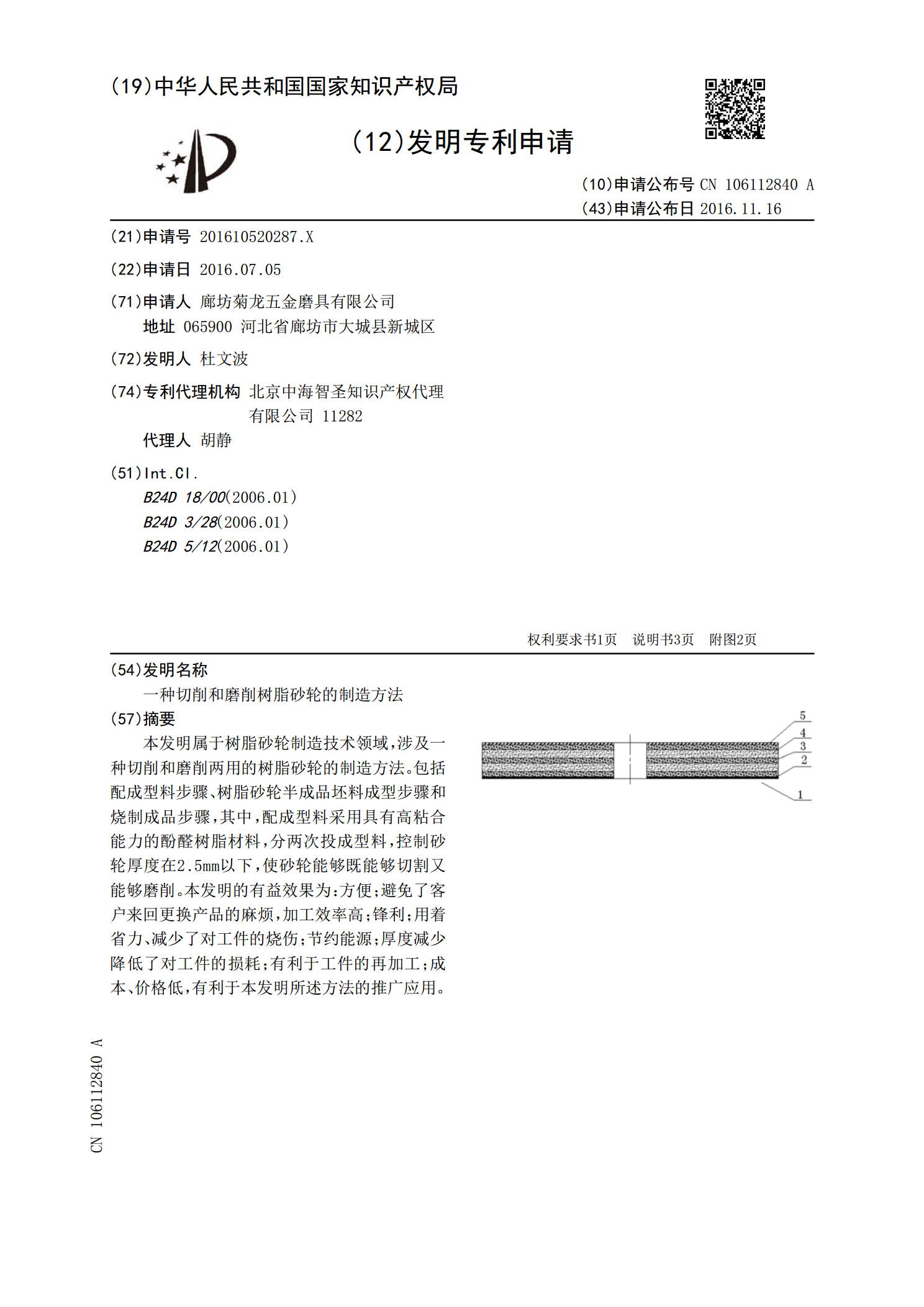
本发明属于树脂砂轮制造技术领域,涉及一种切削和磨削两用的树脂砂轮的制造方法。包括配成型料步骤、树脂砂轮半成品坯料成型步骤和烧制成品步骤,其中,配成型料采用具有高粘合能力的酚醛树脂材料,分两次投成型料,控制砂轮厚度在2.5mm以下,使砂轮能够既能够切割又能够磨削。本发明的有益效果为:方便;避免了客户来回更换产品的麻烦,加工效率高;锋利;用着省力、减少了对工件的烧伤;节约能源;厚度减少降低了对工件的损耗;有利于工件的再加工;成本、价格低,有利于本发明所述方法的推广应用。

重负荷磨削树脂砂轮的制造方法.pdf
本发明提供一种重负荷磨削树脂砂轮的制造方法,它包括以下步骤:将以下质量百分比的物料:磨料70%~90%,粘接剂5%~20%,填料5%~10%,进行混合并搅拌均匀,形成混合物料;将混合物料分批次加入到预热至120℃~185℃的砂轮模具中,在每两批次混合物料之间放置铁丝网,形成砂轮初坯;将砂轮初坯进行热压成型;将热压成型后的砂轮放入磨床进行端面磨削至砂轮表面可见磨料;将磨削处理的砂轮烧制处理,然后自然冷却至室温,得到重负荷磨削树脂砂轮。该方法制造的重负荷磨削树脂砂轮不易爆片、不易掉边、不易开裂。
一种用于钢坯磨削的重负荷树脂砂轮及其制造方法.pdf
本发明涉及一种用于钢坯磨削的重负荷树脂砂轮及其制造方法,制造方法为:用包膜材料在磨粒表面形成包膜,得到包膜磨粒;将包膜磨粒与结合剂混料,得到成型料;将成型料进行热压,制得砂轮毛坯;将砂轮毛坯进行热处理,制得用于钢坯磨削的重负荷树脂砂轮;所述包膜材料的弹性模量至少比结合剂的弹性模量低12%,其中,包膜材料包括聚乙烯醇缩丁醛粉末,聚乙烯醇缩丁醛粉末占包膜材料的质量分数大于65%,结合剂为热固性树脂粉、黄铁矿粉、冰晶石粉、石灰粉、粘结剂的混合物。本发明的方法使砂轮磨削过程中产生的冲击负荷弱化,能够有效减小磨削时
一种树脂磨削砂轮.pdf
本发明公开了一种树脂磨削砂轮,包括砂轮主体,所述砂轮主体上端面设有安装台体,所述砂轮主体和安装台体上共同插设有连接座,所述连接座上插设有转动轴,所述连接座上对称开设有两个弧形通孔,所述转动轴由一个传动部和两个限位部组成,且两个限位部对称设置在传动部的下端,两个所述限位部插设在位置相对应的弧形通孔内,所述传动部的下端安装有螺纹杆,且螺纹杆位于两个限位部之间,所述螺纹杆与连接座螺纹连接,所述螺纹杆的下端开设有正六边形槽。优点在于:本发明结构巧妙,使用便捷,在不需要打磨机械设置进给装置的情况下实现打磨件与砂轮主

磨削砂轮及其制造方法.pdf
一种磨削砂轮及其制造方法,该磨削砂轮在切屑的排出性上优异,能实现磨削效率的提高。该磨削砂轮具有基体金属(2)和固定磨粒钢丝(10),该磨削砂轮(2)具有与工件(W)相向的工件相向面,该固定磨粒钢丝(10)是将多个磨粒(11)固定在芯线(12)上而构成,通过将上述固定磨粒钢丝(10)固定在上述基体金属(2)的工件相向面上,在该工件相向面上形成了工件磨削用的磨削部(3),并且形成了由相邻的固定磨粒钢丝(10、10)之间的凹部(5)构成的切屑排出用的排出槽。