
一种双联行星齿轮阶梯内孔及端面的数控车床精加工方法.pdf

是浩****32

1/8

2/8

3/8
4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双联行星齿轮阶梯内孔及端面的数控车床精加工方法.pdf
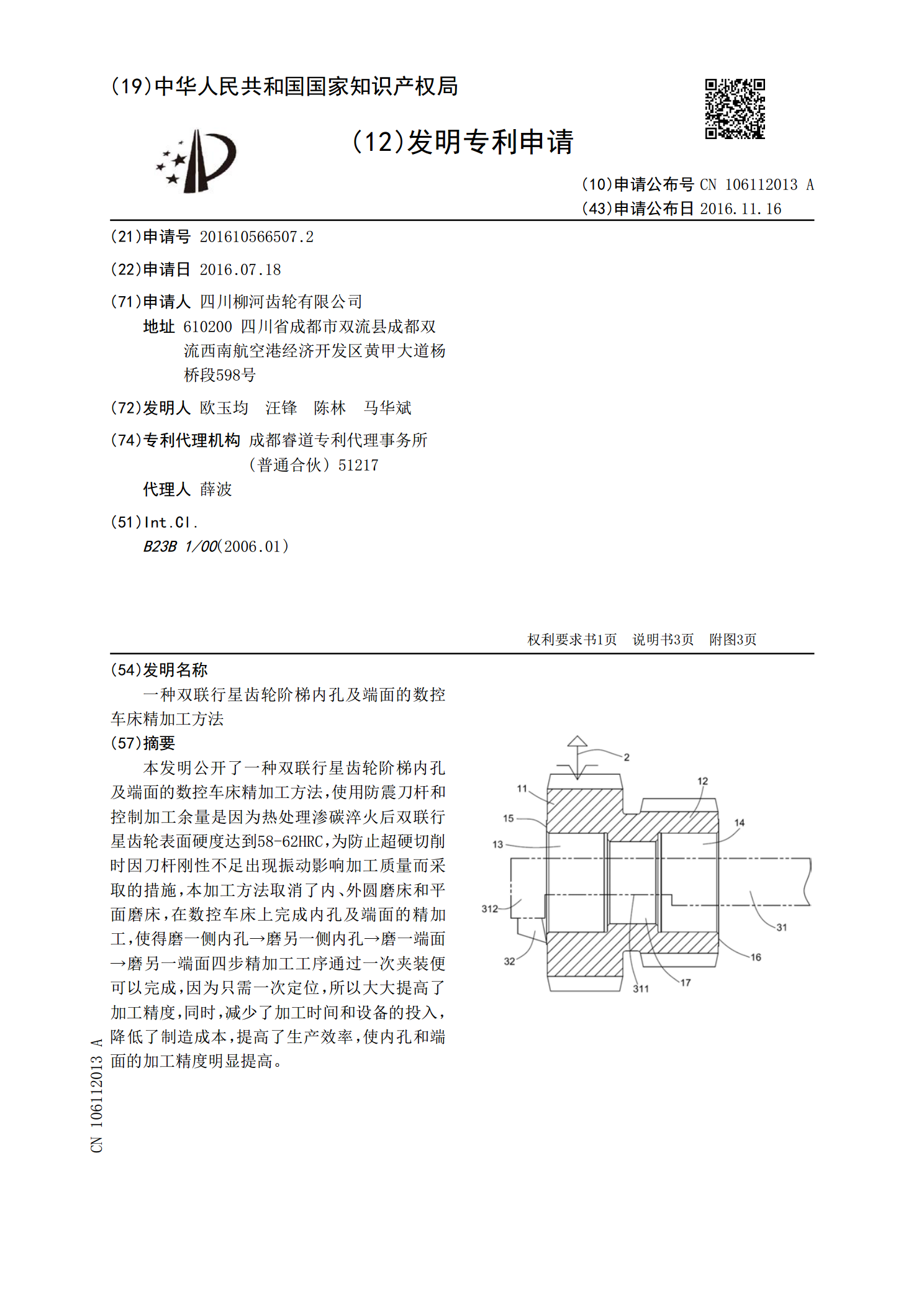
本发明公开了一种双联行星齿轮阶梯内孔及端面的数控车床精加工方法,使用防震刀杆和控制加工余量是因为热处理渗碳淬火后双联行星齿轮表面硬度达到58‑62HRC,为防止超硬切削时因刀杆刚性不足出现振动影响加工质量而采取的措施,本加工方法取消了内、外圆磨床和平面磨床,在数控车床上完成内孔及端面的精加工,使得磨一侧内孔→磨另一侧内孔→磨一端面→磨另一端面四步精加工工序通过一次夹装便可以完成,因为只需一次定位,所以大大提高了加工精度,同时,减少了加工时间和设备的投入,降低了制造成本,提高了生产效率,使内孔和端面的加工精

一种双联齿轮的精加工方法.pdf
本发明提出了一种新的双联齿轮的精加工方法:首先精磨小齿轮坯,再将精磨后的小齿轮装配在预先精磨过内孔的大齿轮坯内,并通过定位销和紧定螺钉将大、小齿轮固定连接,然后通过结构胶将定位销和紧定螺钉进一步粘接固定,最后精磨大齿轮的轮齿,即得到双联齿轮。本发明方法使双联齿轮的加工工艺基准与设计基准相重合,能较好的保证双联齿轮的精度,采用本发明方法得到的双联齿轮的精度等级可达4-5级,同时传动噪音小,大、小齿轮的连接强度满足要求。本发明方法也可推广应用到三联齿轮及其他机械零件的加工。

介绍一种阶梯孔精加工的方法及其刀具.docx
介绍一种阶梯孔精加工的方法及其刀具阶梯孔是一种逐层加深的孔洞结构,常用于模具、汽车零部件、航空航天领域等高精度机械制造中。由于孔深不一,加工难度较大,因此需要采用特殊的阶梯孔精加工方法和刀具。一、阶梯孔的加工方法阶梯孔的形状复杂,分层精度高,对加工工艺和加工精度要求较高。一般采用的阶梯孔精加工方法有数控铣削、线切割、电火花加工等。本文介绍一种新型的阶梯孔钻孔加工方法——刀柄搭配多刃麻花钻。1.多刃麻花钻多刃麻花钻是一种新型立式钻孔刀具,与普通的钻孔刀具不同,它有多个划分成多个切割齿,每个切割齿都有小的楔角

一种适用于双联齿热处理后内孔精加工的装置.pdf
本发明公开了一种适用于双联齿热处理后内孔精加工的装置,包括本体、小锥套、大锥套、小弹子夹组件和大弹子夹组件,本体与机床设备、小锥套、大锥套相连接;小锥套和大椎套均通过螺钉连接在本体的内侧,大椎套位于小锥套的右端;小弹子夹组件和大弹子夹组件均由锥面保持架和弹子组成,弹子与双联齿工件的齿轮齿槽相连接,小弹子夹组件和大弹子夹组件通过锥面保持架的锥面分别连接在小锥套和大锥套的内侧。本发明克服现有工装装置的不足,实现同时以两道齿来定位加工内孔,使原本必须在专机设备中加工的双联齿轮能够在普通内圆磨床上实现批量生产,结

行星齿轮内孔防粘结结构.pdf
本发明公开了一种行星齿轮内孔防粘结结构,该行星齿轮的内孔壁轴向截面呈内凸圆弧形,两侧圆弧外凸最高处之间的内径等于内孔公称尺寸及公差,顺圆弧逐渐加大的两端孔口内径大于公称尺寸0.01mm~0.06mm。本发明将内孔两端孔口内径设计成略大于中间内孔,其目的是预留一定的间隙储存润滑油,在润滑油充分存留的条件下旋转易形成油膜,摩擦副之间存在油膜可避免发生干摩擦,不会产生粘结事故,大大提高使用寿命。本发明结构简单,易制造,防粘结效果好,特别适合在重型汽车差速器行星齿轮内孔中应用。