
一种双联齿轮的精加工方法.pdf

猫巷****熙柔


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双联齿轮的精加工方法.pdf
本发明提出了一种新的双联齿轮的精加工方法:首先精磨小齿轮坯,再将精磨后的小齿轮装配在预先精磨过内孔的大齿轮坯内,并通过定位销和紧定螺钉将大、小齿轮固定连接,然后通过结构胶将定位销和紧定螺钉进一步粘接固定,最后精磨大齿轮的轮齿,即得到双联齿轮。本发明方法使双联齿轮的加工工艺基准与设计基准相重合,能较好的保证双联齿轮的精度,采用本发明方法得到的双联齿轮的精度等级可达4-5级,同时传动噪音小,大、小齿轮的连接强度满足要求。本发明方法也可推广应用到三联齿轮及其他机械零件的加工。

一种双联齿轮铆接方法.pdf
本发明提供一种双联齿轮铆接方法,包括提供齿轮A、齿轮B和翻铆头,齿轮A固定连接于中心轴之上并且中心轴左右两端延伸出齿轮A的左右两侧以外,中心轴内部设置有中通孔,翻铆头包括圆柱体形状的导向柱;先将中心轴的一端装夹于车床主轴之上,然后将齿轮B固定套装于中心轴的另一端;启动车床,使车床主轴转动,在车床主轴转动的过程中,将导向柱套合于中通孔以内,通过导向柱对中通孔挤压使齿轮B与中心轴连接为一体,获得双联齿轮。采用本发明的技术方案,减小了在铆接过程中机床的振动影响,使中心轴边沿受挤压变形产生的翻铆筋四周均匀一致,不

一种双联齿轮的加工方法.pdf
一种双联齿轮的加工方法,它涉及机械加工技术领域。本发明为解决现有双联齿轮在加工时不便于定位,导致加工精度低,同时齿型硬度低,易磨损的问题。制造方法包括锻造毛坯;粗车加工;调质处理;精车加工;磨削加工;钳工加工;线切割加工;齿型处理;标注。本发明用于双联齿轮的加工。
一种双联齿轮.pdf
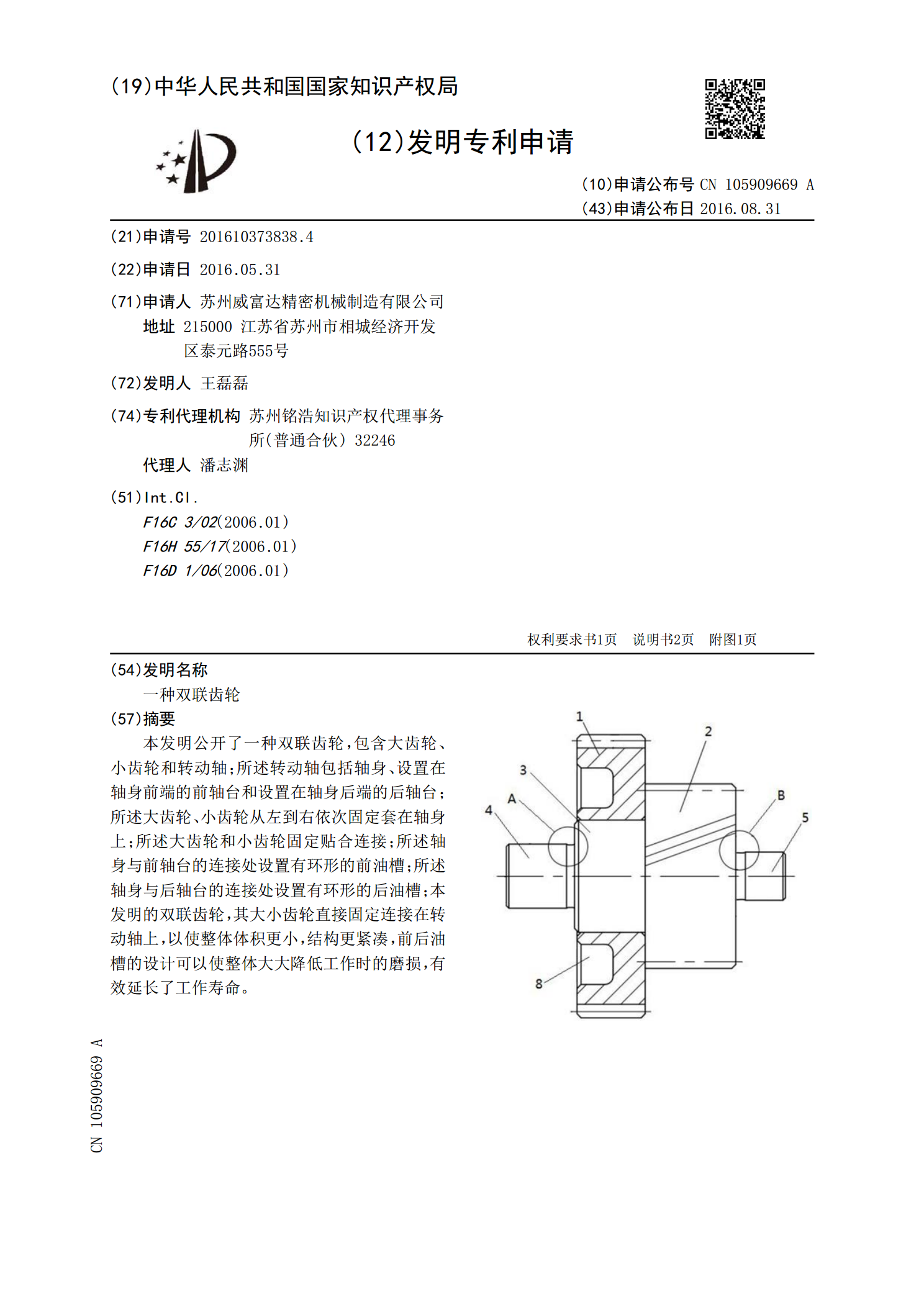
本发明公开了一种双联齿轮,包含大齿轮、小齿轮和转动轴;所述转动轴包括轴身、设置在轴身前端的前轴台和设置在轴身后端的后轴台;所述大齿轮、小齿轮从左到右依次固定套在轴身上;所述大齿轮和小齿轮固定贴合连接;所述轴身与前轴台的连接处设置有环形的前油槽;所述轴身与后轴台的连接处设置有环形的后油槽;本发明的双联齿轮,其大小齿轮直接固定连接在转动轴上,以使整体体积更小,结构更紧凑,前后油槽的设计可以使整体大大降低工作时的磨损,有效延长了工作寿命。

双联齿轮的加工方法.pdf
本发明公开了一种双联齿轮的加工方法,涉及机械加工技术领域,使用一种双联齿轮的滚齿夹具,该双联齿轮的滚齿夹具包括有夹具体,所述夹具体上装有穿装两个双联齿轮的芯轴,所述芯轴的上端装有螺母和压板,所述芯轴的下端设有与所述夹具体配合的锥体部;在所述夹具体上端位于所述芯轴的外侧设有垫圈,所述垫圈的外侧依次装有内定位套和外定位套,所述内定位套上方设有与所述外定位套内侧相抵的开口套;操作步骤包括:A、安装夹具;B、安装工件;C、滚齿;D、卸下工件。与现有技术相比,本发明一次可以装夹两个双联齿轮进行加工,生产效率高。