
一种适用于双联齿热处理后内孔精加工的装置.pdf

猫巷****觅蓉

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种适用于双联齿热处理后内孔精加工的装置.pdf
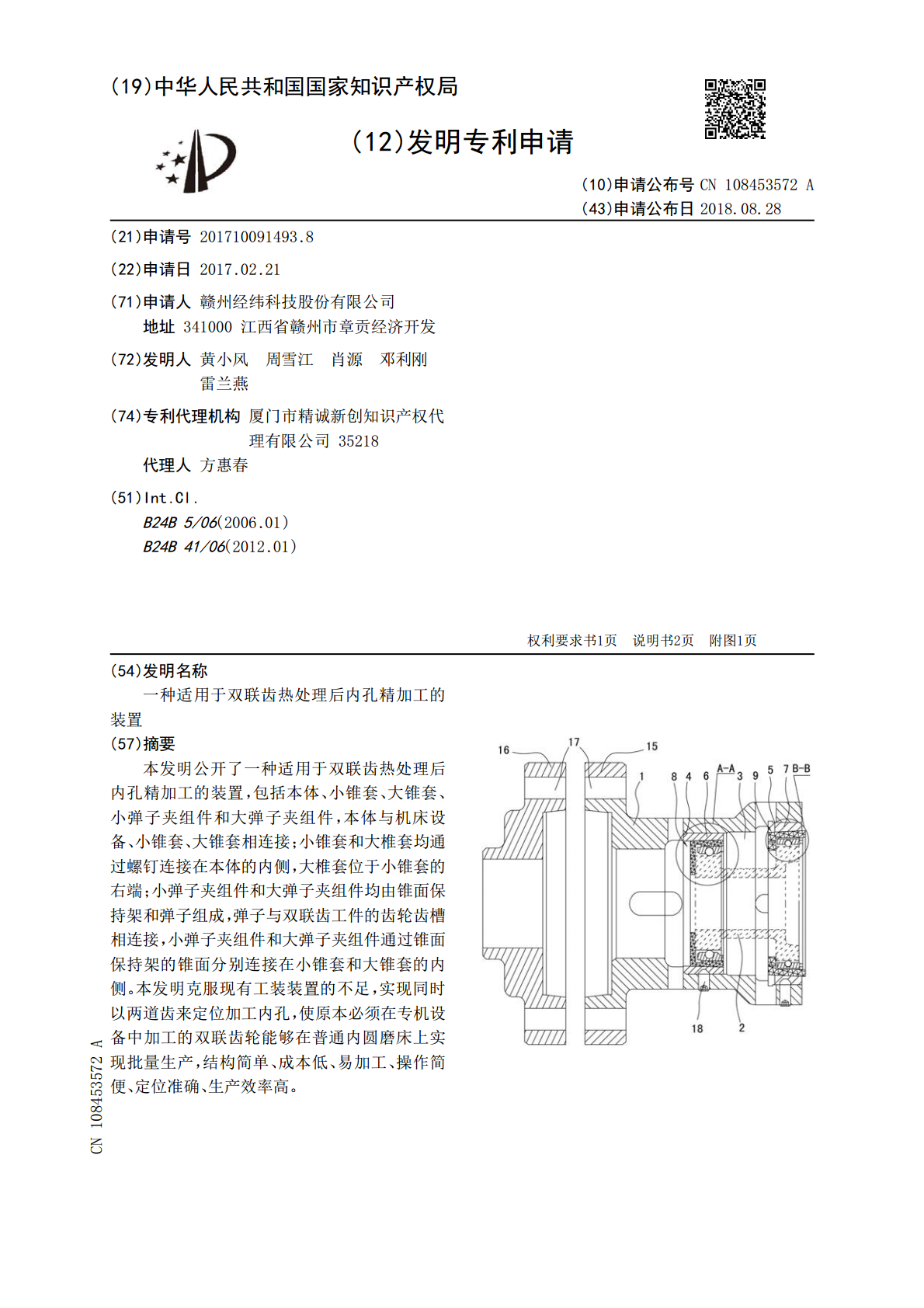
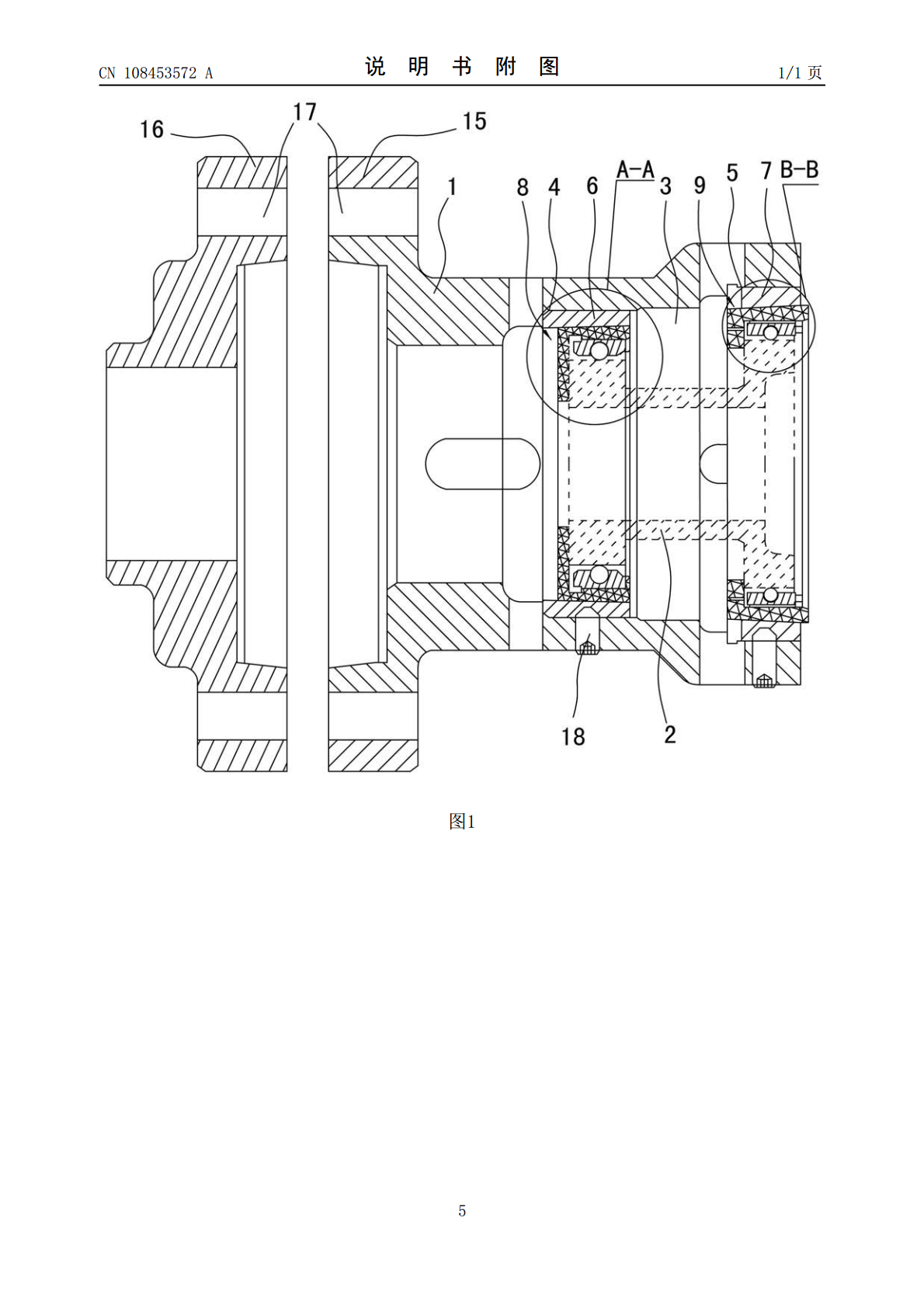
本发明公开了一种适用于双联齿热处理后内孔精加工的装置,包括本体、小锥套、大锥套、小弹子夹组件和大弹子夹组件,本体与机床设备、小锥套、大锥套相连接;小锥套和大椎套均通过螺钉连接在本体的内侧,大椎套位于小锥套的右端;小弹子夹组件和大弹子夹组件均由锥面保持架和弹子组成,弹子与双联齿工件的齿轮齿槽相连接,小弹子夹组件和大弹子夹组件通过锥面保持架的锥面分别连接在小锥套和大锥套的内侧。本发明克服现有工装装置的不足,实现同时以两道齿来定位加工内孔,使原本必须在专机设备中加工的双联齿轮能够在普通内圆磨床上实现批量生产,结

一种用于双联齿磨孔夹具.pdf
本发明公开了一种用于双联齿磨孔夹具,包括底板,底板的中间位置设置有小齿夹具体,小齿夹具体上设置有若干螺丝四,小齿夹具体的内侧环绕小齿夹具体的中心设置有若干小齿滚柱,若干小齿滚柱之间设置有双联齿轮,小齿滚柱的内设置有铜丝一,铜丝一的一端设置有小齿滚柱保持架,小齿滚柱保持架上设置有若干螺丝一,底板的一侧且位于小齿夹具体的外侧设置有夹具体,夹具体上设置有若干螺丝二,夹具体远离底板的一端设置有大齿夹具体,大齿夹具体的内设置有若干大齿滚柱,大齿滚柱内设置有铜丝二。有益效果:结构设计合理,采用了双节径定位,解决了两个
一种内孔超精加工装置及系统.pdf
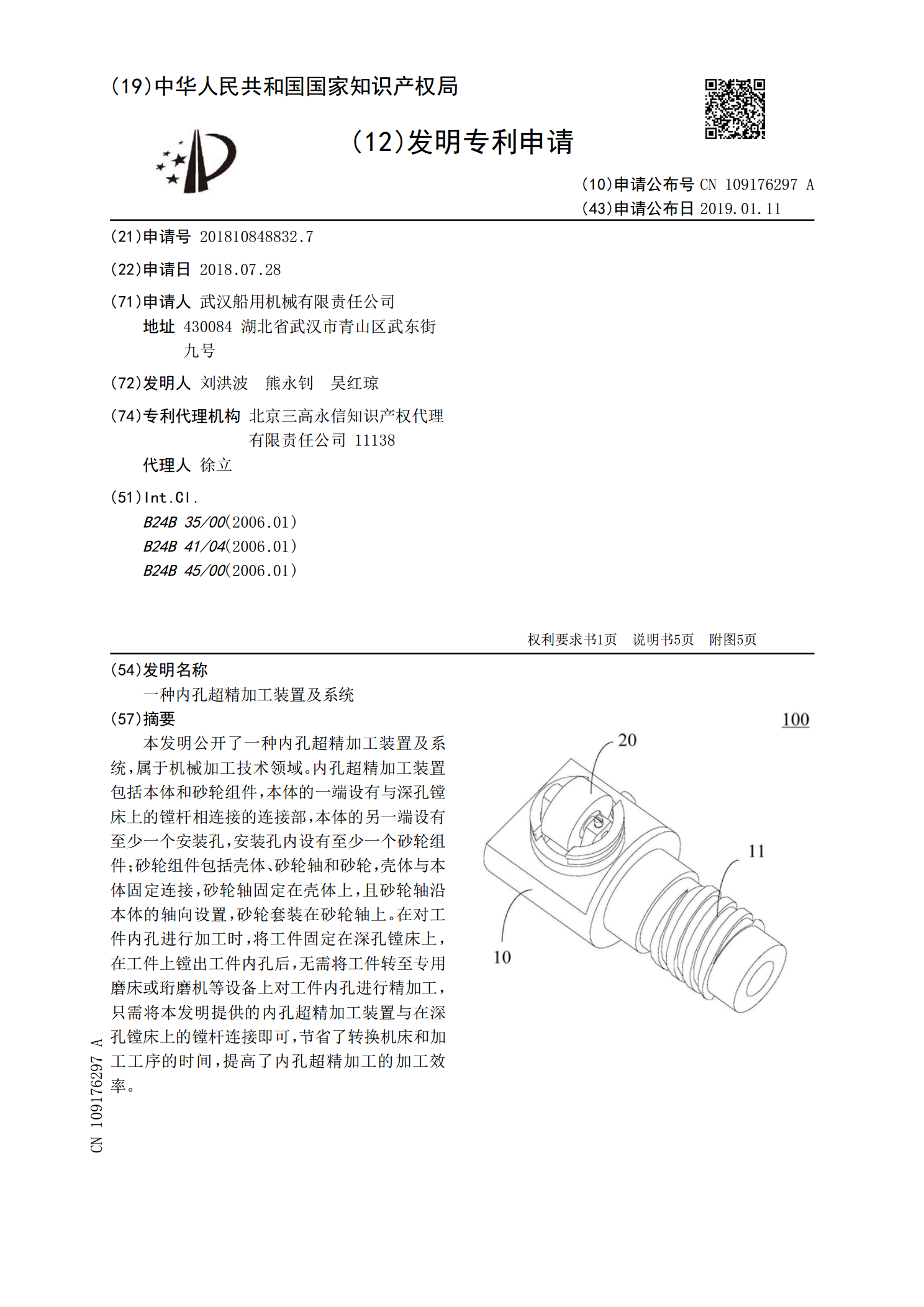
本发明公开了一种内孔超精加工装置及系统,属于机械加工技术领域。内孔超精加工装置包括本体和砂轮组件,本体的一端设有与深孔镗床上的镗杆相连接的连接部,本体的另一端设有至少一个安装孔,安装孔内设有至少一个砂轮组件;砂轮组件包括壳体、砂轮轴和砂轮,壳体与本体固定连接,砂轮轴固定在壳体上,且砂轮轴沿本体的轴向设置,砂轮套装在砂轮轴上。在对工件内孔进行加工时,将工件固定在深孔镗床上,在工件上镗出工件内孔后,无需将工件转至专用磨床或珩磨机等设备上对工件内孔进行精加工,只需将本发明提供的内孔超精加工装置与在深孔镗床上的镗

一种内孔超精加工装置及系统.pdf
本发明公开了一种内孔超精加工装置及系统,属于机械加工技术领域。内孔超精加工装置包括筒体和两个结构相同的砂轮组件,筒体的外侧壁上设有与深孔镗床上的镗杆一端的镗头相连接的连接部,筒体为环形,两个砂轮组件均设置在筒体内,且两个砂轮组件分别位于筒体的两端;砂轮组件包括壳体、砂轮轴和砂轮,壳体的直径与筒体的内径相匹配,壳体通过连接件与筒体连接,砂轮轴固定在壳体上,且砂轮轴沿垂直于筒体的轴线方向设置,砂轮套设在砂轮轴上。在对工件内孔进行加工时,只需将本发明提供的内孔超精加工装置与在深孔镗床上的镗杆一端的镗头连接即可,
一种内齿圈热处理装置及工艺.pdf
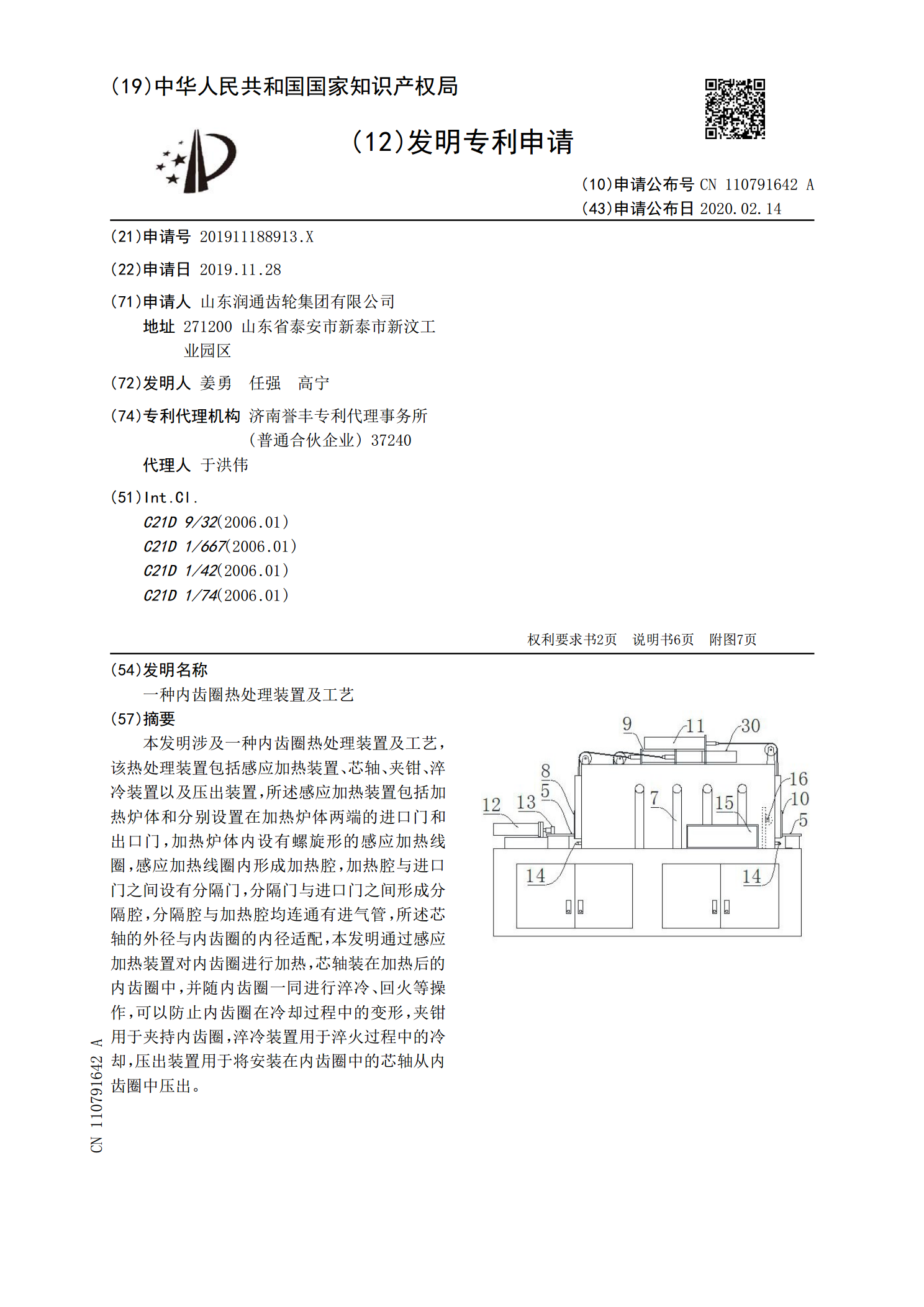
本发明涉及一种内齿圈热处理装置及工艺,该热处理装置包括感应加热装置、芯轴、夹钳、淬冷装置以及压出装置,所述感应加热装置包括加热炉体和分别设置在加热炉体两端的进口门和出口门,加热炉体内设有螺旋形的感应加热线圈,感应加热线圈内形成加热腔,加热腔与进口门之间设有分隔门,分隔门与进口门之间形成分隔腔,分隔腔与加热腔均连通有进气管,所述芯轴的外径与内齿圈的内径适配,本发明通过感应加热装置对内齿圈进行加热,芯轴装在加热后的内齿圈中,并随内齿圈一同进行淬冷、回火等操作,可以防止内齿圈在冷却过程中的变形,夹钳用于夹持内齿