
一种循环风机叶轮在线焊接方法.pdf

增梅****主啊

1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种循环风机叶轮在线焊接方法.pdf
本发明公开了一种循环风机叶轮在线焊接方法,属于设备检修领域。目的是提供一种以提高叶轮裂纹处理质量的循环风机叶轮在线焊接方法。包括顺序进行的以下步骤:a、清除裂纹:开U型槽坡口清除裂纹;b、焊接:采用至少为两层焊道进行焊接,相邻两层焊道间的迭压面不小于外层焊道宽度的1/3;每层焊道分三段或者两段进行退焊,每层焊道中相邻两段焊道间的接头处应错开至少30mm。该一种循环风机叶轮在线焊接方法通过焊喉深度的加大,更充分的渗透,提高了焊缝承受应力的能力,延缓了焊缝出现裂纹的时间,从而延长了裂纹修复后的使用时间,有效延

一种循环风机叶轮在线修复方法.pdf
本发明公开了一种循环风机叶轮在线修复方法,属于设备检修领域。目的是用于延长叶轮修复后的使用时间。包括以下步骤:A、制作耐磨板;B、堆焊耐磨焊包覆层,使叶轮所有叶片的厚度相等;C、使第一耐磨板贴合叶片的迎风面,焊接定位;使两块第二耐磨板分别位于第一耐磨板的两侧,贴合轮毂端板,焊接定位;第三耐磨板贴合叶片的根部;D、沿第一耐磨板四周施焊,将第一耐磨板与叶片、第二耐磨板和第三耐磨板焊接牢固。该一种循环风机叶轮在线修复方法即提高了叶片迎风面的耐磨性能,又增强了叶片与轮毂端板的连接强度,从而整体上延长了叶轮的使用时
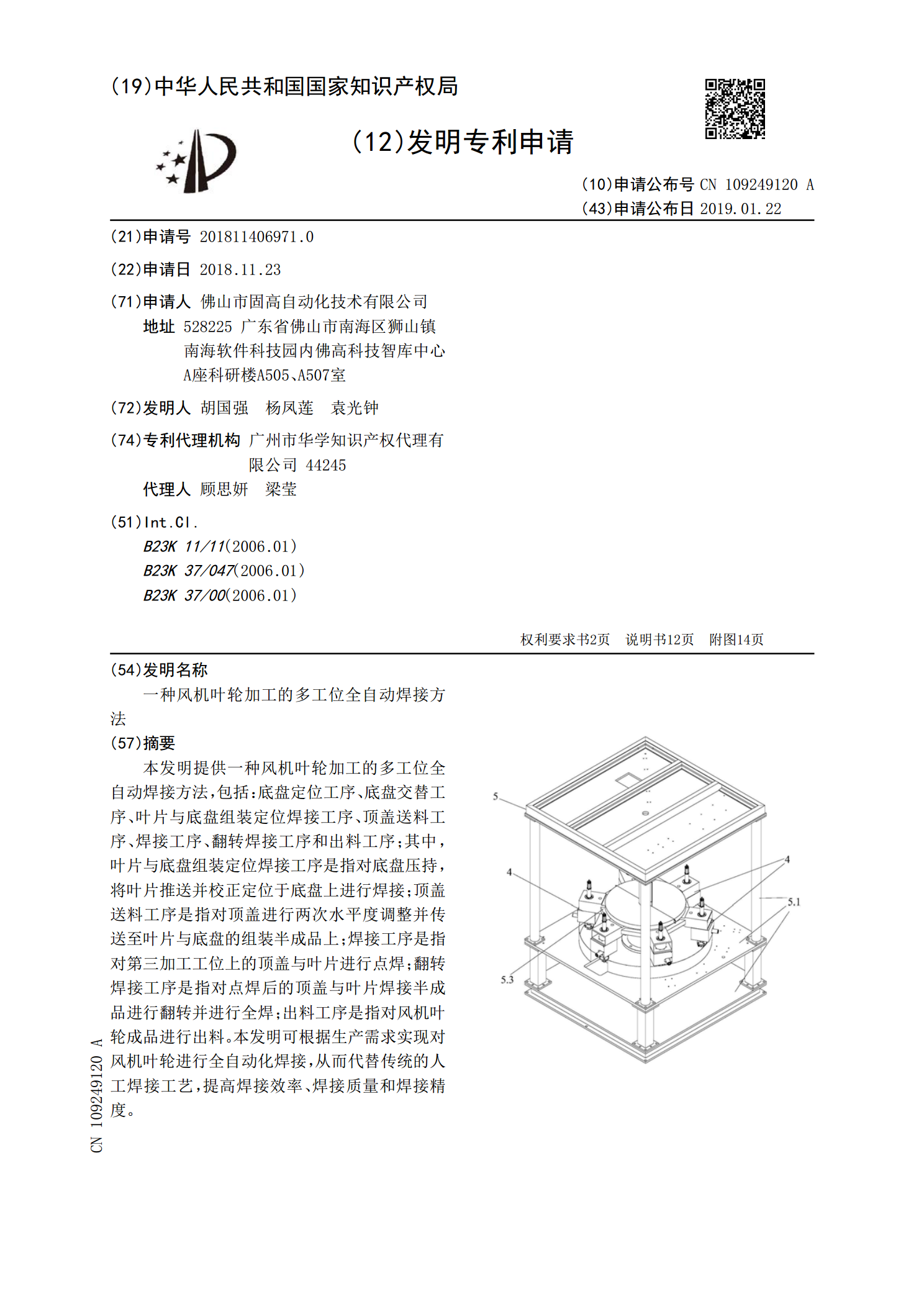
一种风机叶轮加工的多工位全自动焊接方法.pdf
本发明提供一种风机叶轮加工的多工位全自动焊接方法,包括:底盘定位工序、底盘交替工序、叶片与底盘组装定位焊接工序、顶盖送料工序、焊接工序、翻转焊接工序和出料工序;其中,叶片与底盘组装定位焊接工序是指对底盘压持,将叶片推送并校正定位于底盘上进行焊接;顶盖送料工序是指对顶盖进行两次水平度调整并传送至叶片与底盘的组装半成品上;焊接工序是指对第三加工工位上的顶盖与叶片进行点焊;翻转焊接工序是指对点焊后的顶盖与叶片焊接半成品进行翻转并进行全焊;出料工序是指对风机叶轮成品进行出料。本发明可根据生产需求实现对风机叶轮进行

一种大型风机叶轮在线动平衡校正方法.pdf
本发明公开了一种大型风机叶轮在线动平衡校正方法,属于设备检修领域。目的是用于节约叶轮拆装工序,缩短了检修工期。包括以下步骤:A、在线将振动检测平衡仪一端与风机叶轮的主动端相连,另一端与风机叶轮的被动端相连;并在叶轮的轮盘上标记振动起始相位点;B、启动振动检测平衡仪,测出风机叶轮主动端处轴瓦的原始振动幅值和原始相位;C、计算出需加平衡配重;所加平衡配重的相位;D、将平衡配重加到叶轮背面。该一种循环风机叶轮在线动平衡校正方法,在大风机安装现场利用测振动平衡仪测出所需要的平衡配重和平衡配重的安装位置后,再将平衡
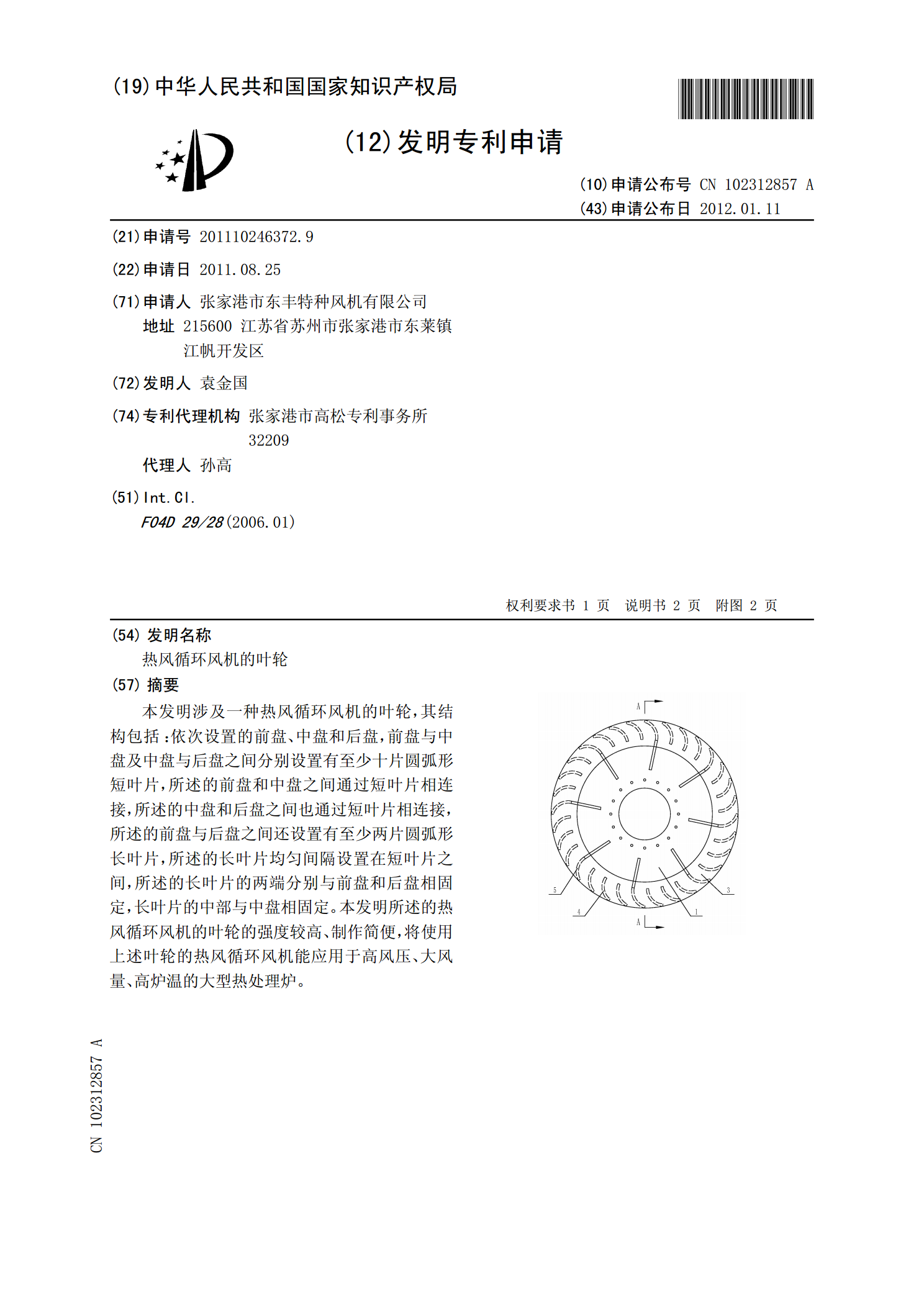
热风循环风机的叶轮.pdf
本发明涉及一种热风循环风机的叶轮,其结构包括:依次设置的前盘、中盘和后盘,前盘与中盘及中盘与后盘之间分别设置有至少十片圆弧形短叶片,所述的前盘和中盘之间通过短叶片相连接,所述的中盘和后盘之间也通过短叶片相连接,所述的前盘与后盘之间还设置有至少两片圆弧形长叶片,所述的长叶片均匀间隔设置在短叶片之间,所述的长叶片的两端分别与前盘和后盘相固定,长叶片的中部与中盘相固定。本发明所述的热风循环风机的叶轮的强度较高、制作简便,将使用上述叶轮的热风循环风机能应用于高风压、大风量、高炉温的大型热处理炉。