
一种风机叶轮加工的多工位全自动焊接方法.pdf

是来****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种风机叶轮加工的多工位全自动焊接方法.pdf
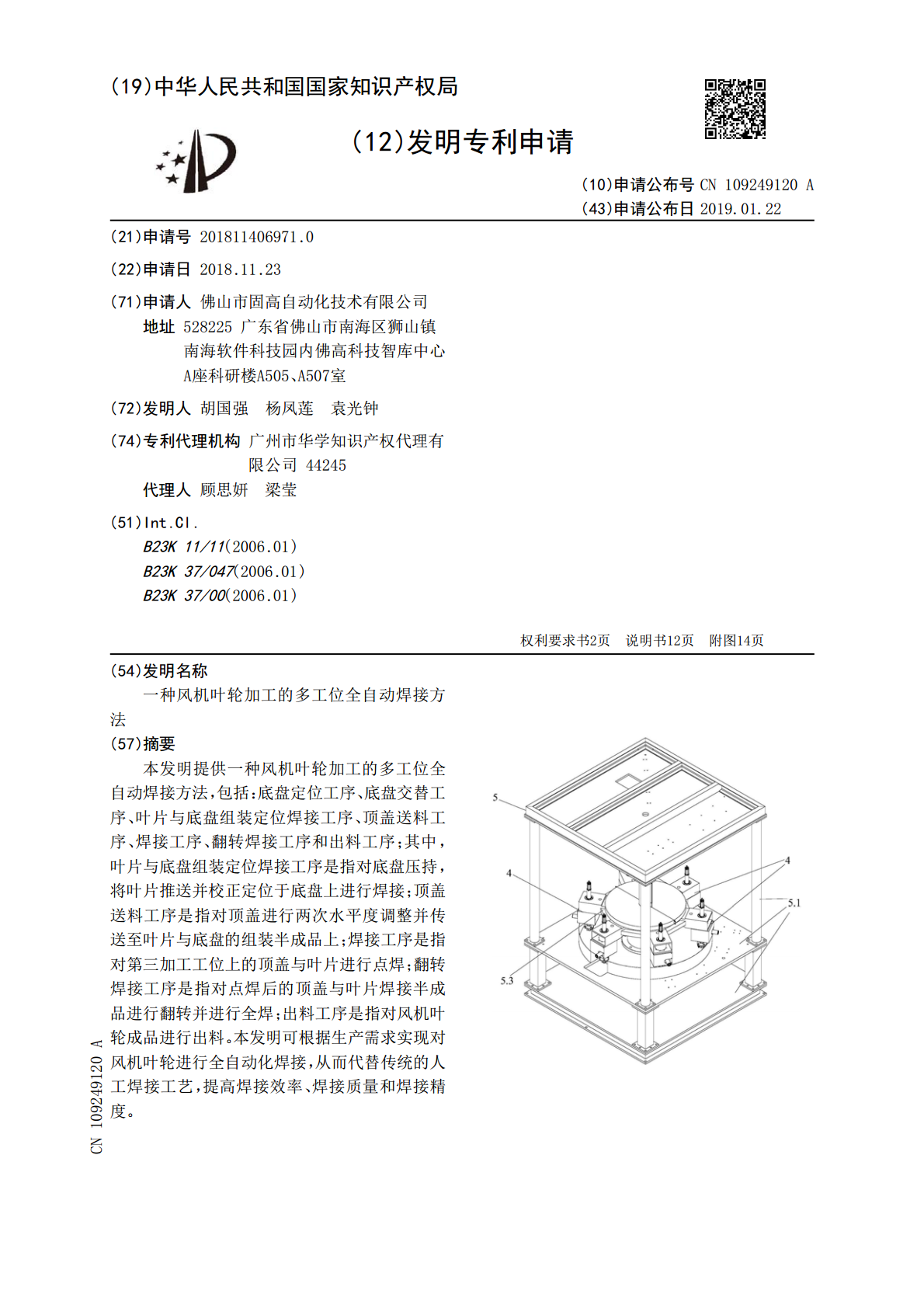
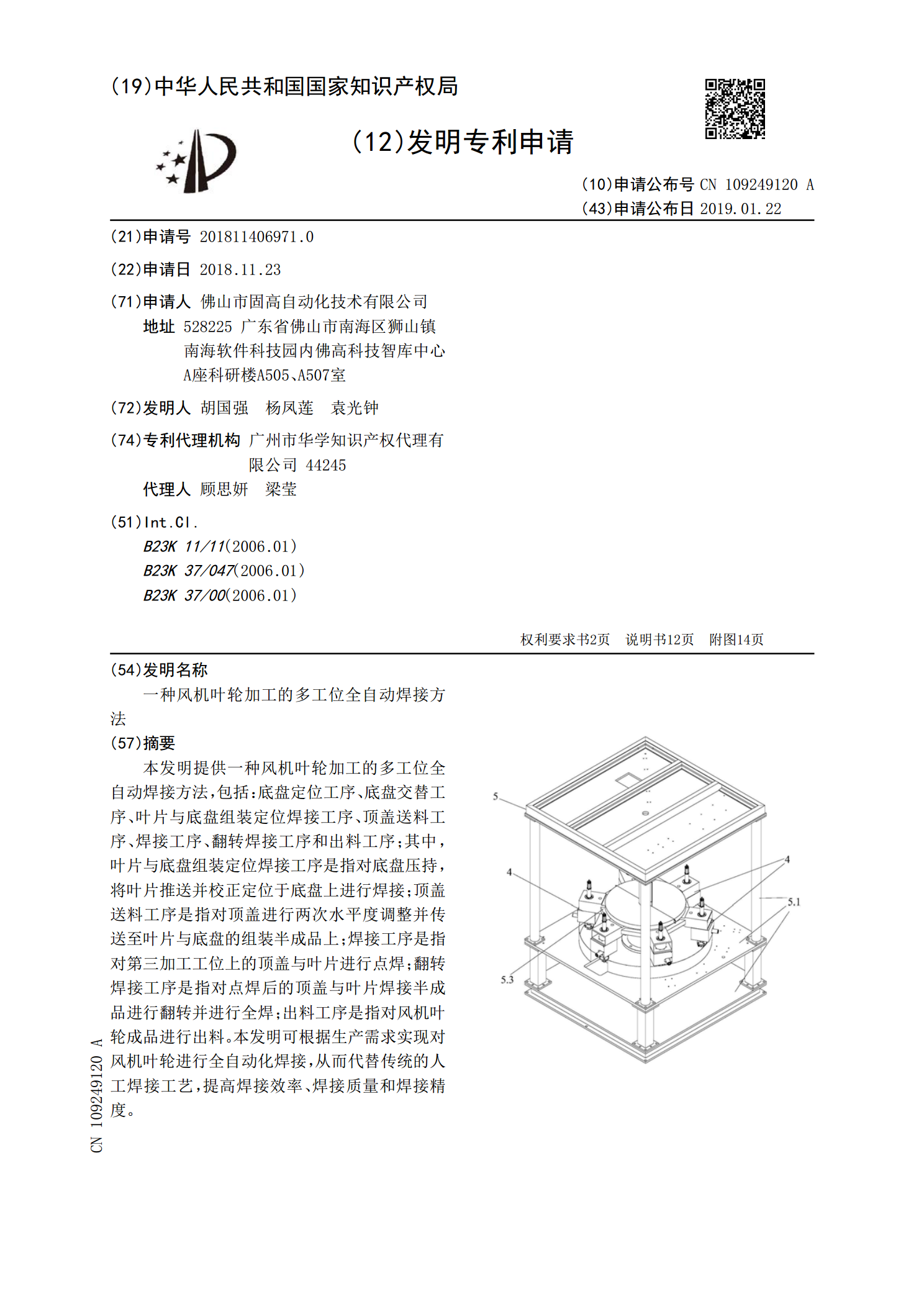
本发明提供一种风机叶轮加工的多工位全自动焊接方法,包括:底盘定位工序、底盘交替工序、叶片与底盘组装定位焊接工序、顶盖送料工序、焊接工序、翻转焊接工序和出料工序;其中,叶片与底盘组装定位焊接工序是指对底盘压持,将叶片推送并校正定位于底盘上进行焊接;顶盖送料工序是指对顶盖进行两次水平度调整并传送至叶片与底盘的组装半成品上;焊接工序是指对第三加工工位上的顶盖与叶片进行点焊;翻转焊接工序是指对点焊后的顶盖与叶片焊接半成品进行翻转并进行全焊;出料工序是指对风机叶轮成品进行出料。本发明可根据生产需求实现对风机叶轮进行
一种风机叶轮加工的多工位全自动焊接设备.pdf
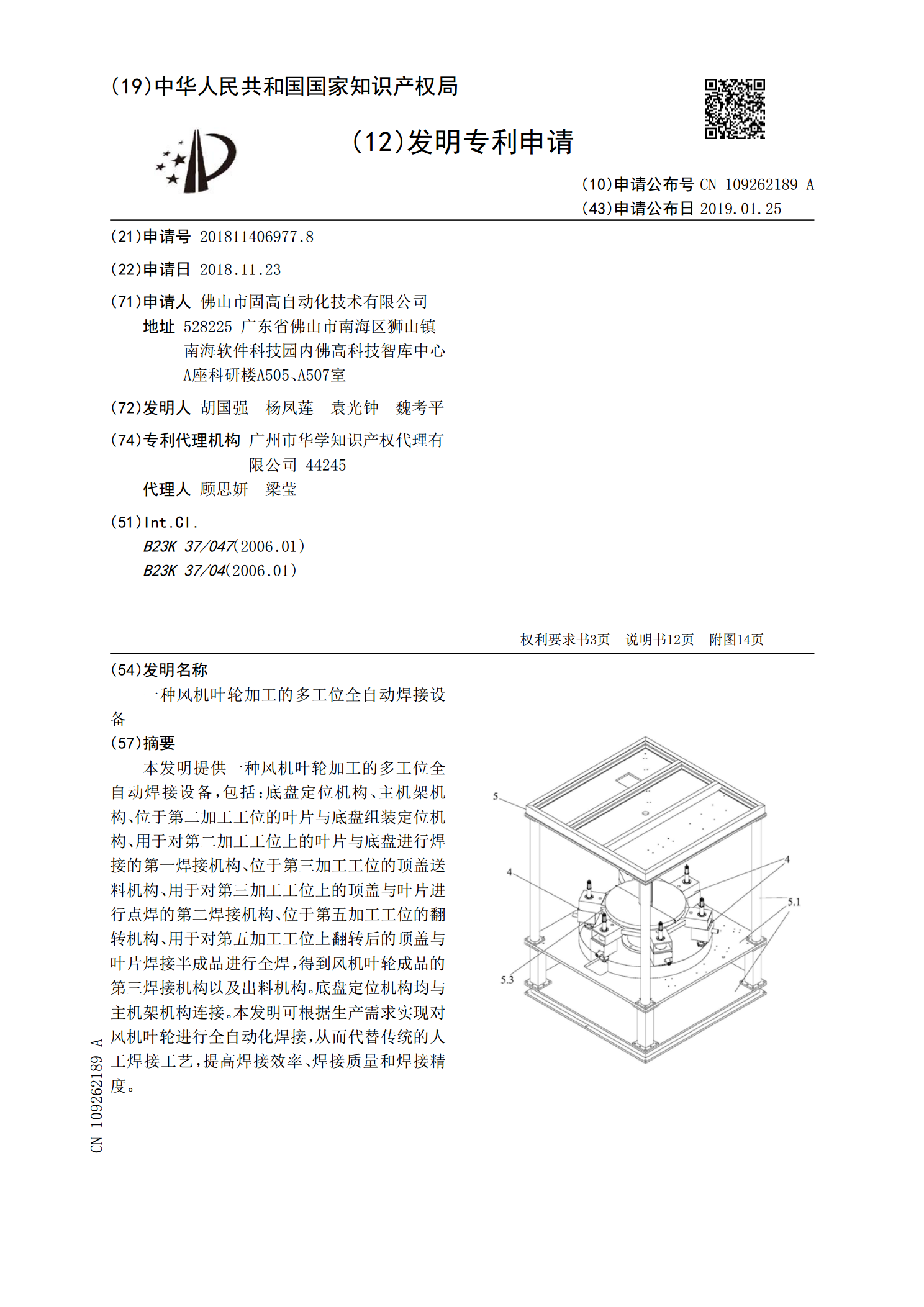
本发明提供一种风机叶轮加工的多工位全自动焊接设备,包括:底盘定位机构、主机架机构、位于第二加工工位的叶片与底盘组装定位机构、用于对第二加工工位上的叶片与底盘进行焊接的第一焊接机构、位于第三加工工位的顶盖送料机构、用于对第三加工工位上的顶盖与叶片进行点焊的第二焊接机构、位于第五加工工位的翻转机构、用于对第五加工工位上翻转后的顶盖与叶片焊接半成品进行全焊,得到风机叶轮成品的第三焊接机构以及出料机构。底盘定位机构均与主机架机构连接。本发明可根据生产需求实现对风机叶轮进行全自动化焊接,从而代替传统的人工焊接工艺,
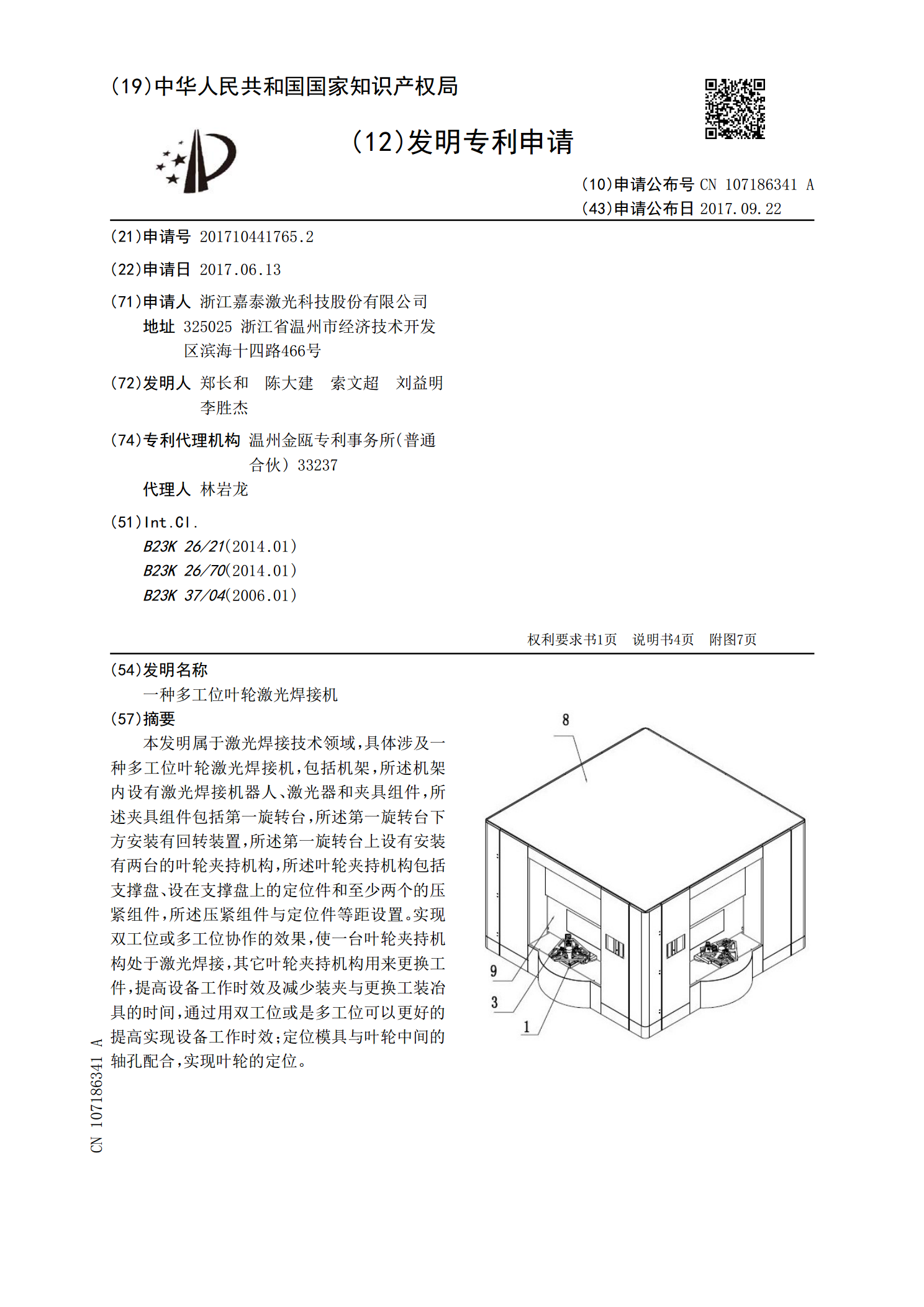
一种多工位叶轮激光焊接机.pdf
本发明属于激光焊接技术领域,具体涉及一种多工位叶轮激光焊接机,包括机架,所述机架内设有激光焊接机器人、激光器和夹具组件,所述夹具组件包括第一旋转台,所述第一旋转台下方安装有回转装置,所述第一旋转台上设有安装有两台的叶轮夹持机构,所述叶轮夹持机构包括支撑盘、设在支撑盘上的定位件和至少两个的压紧组件,所述压紧组件与定位件等距设置。实现双工位或多工位协作的效果,使一台叶轮夹持机构处于激光焊接,其它叶轮夹持机构用来更换工件,提高设备工作时效及减少装夹与更换工装冶具的时间,通过用双工位或是多工位可以更好的提高实现设
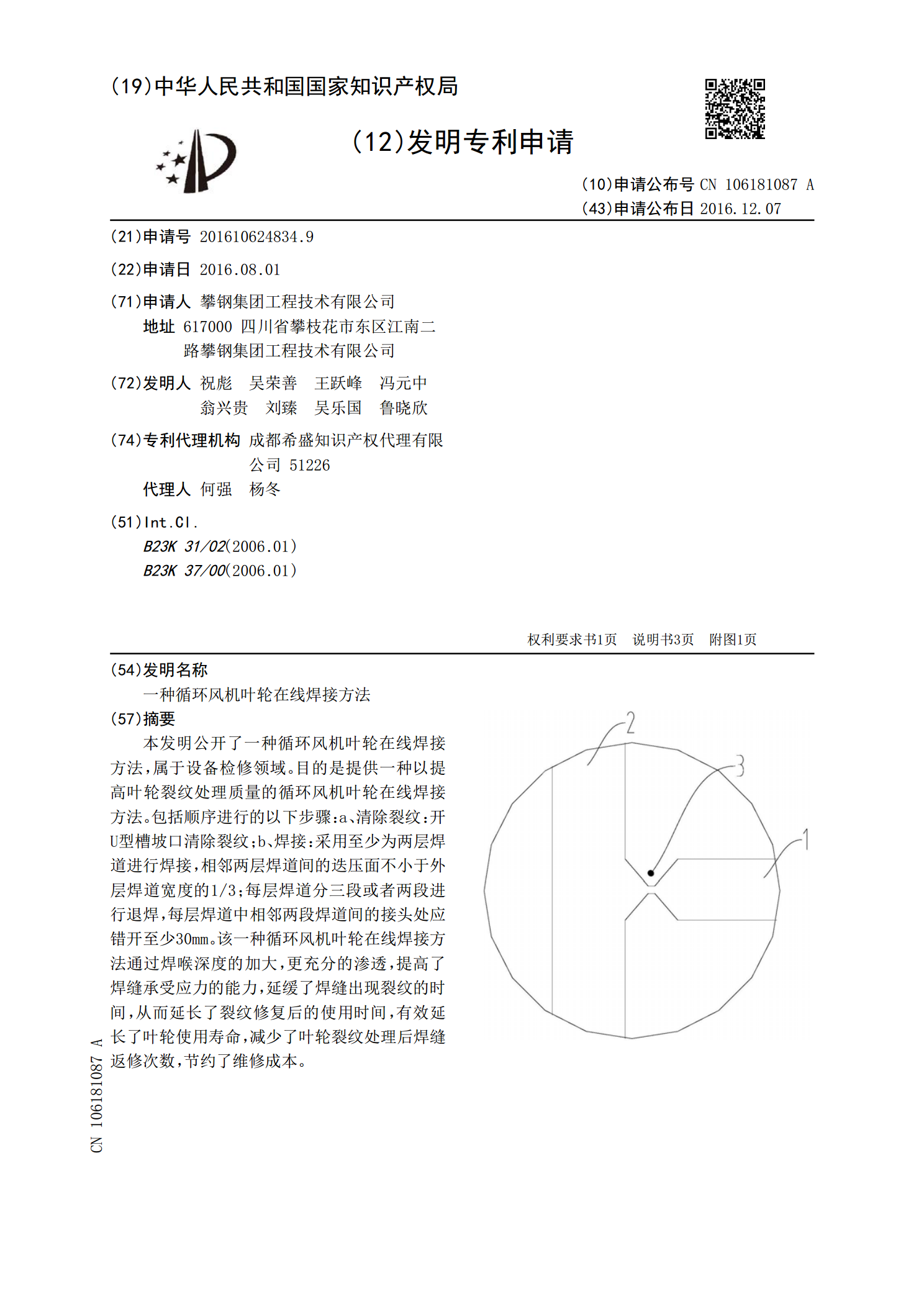
一种循环风机叶轮在线焊接方法.pdf
本发明公开了一种循环风机叶轮在线焊接方法,属于设备检修领域。目的是提供一种以提高叶轮裂纹处理质量的循环风机叶轮在线焊接方法。包括顺序进行的以下步骤:a、清除裂纹:开U型槽坡口清除裂纹;b、焊接:采用至少为两层焊道进行焊接,相邻两层焊道间的迭压面不小于外层焊道宽度的1/3;每层焊道分三段或者两段进行退焊,每层焊道中相邻两段焊道间的接头处应错开至少30mm。该一种循环风机叶轮在线焊接方法通过焊喉深度的加大,更充分的渗透,提高了焊缝承受应力的能力,延缓了焊缝出现裂纹的时间,从而延长了裂纹修复后的使用时间,有效延
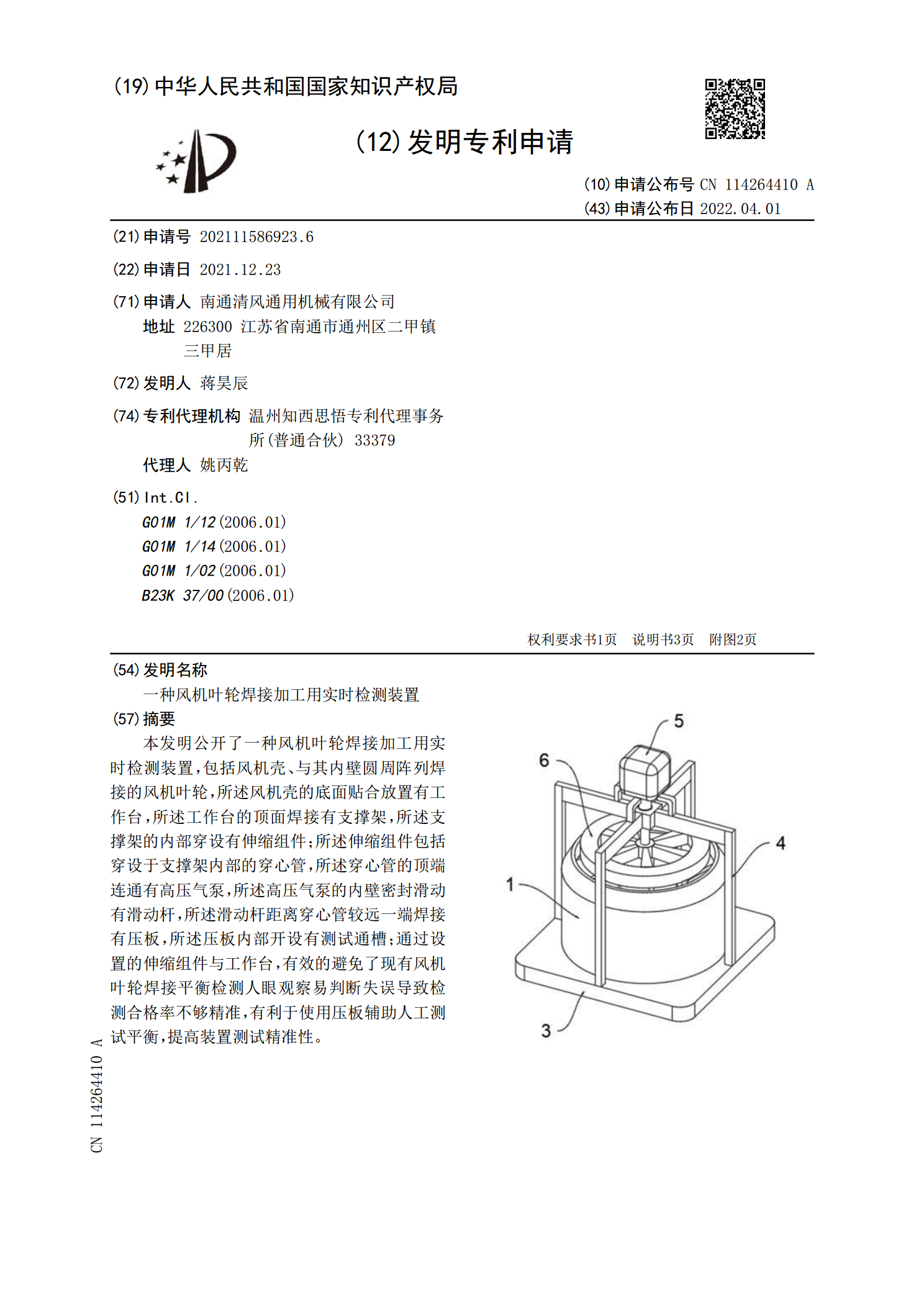
一种风机叶轮焊接加工用实时检测装置.pdf
本发明公开了一种风机叶轮焊接加工用实时检测装置,包括风机壳、与其内壁圆周阵列焊接的风机叶轮,所述风机壳的底面贴合放置有工作台,所述工作台的顶面焊接有支撑架,所述支撑架的内部穿设有伸缩组件;所述伸缩组件包括穿设于支撑架内部的穿心管,所述穿心管的顶端连通有高压气泵,所述高压气泵的内壁密封滑动有滑动杆,所述滑动杆距离穿心管较远一端焊接有压板,所述压板内部开设有测试通槽;通过设置的伸缩组件与工作台,有效的避免了现有风机叶轮焊接平衡检测人眼观察易判断失误导致检测合格率不够精准,有利于使用压板辅助人工测试平衡,提高装