
端面齿盘变模数的磨削加工方法.pdf

努力****绮亦

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
端面齿盘变模数的磨削加工方法.pdf
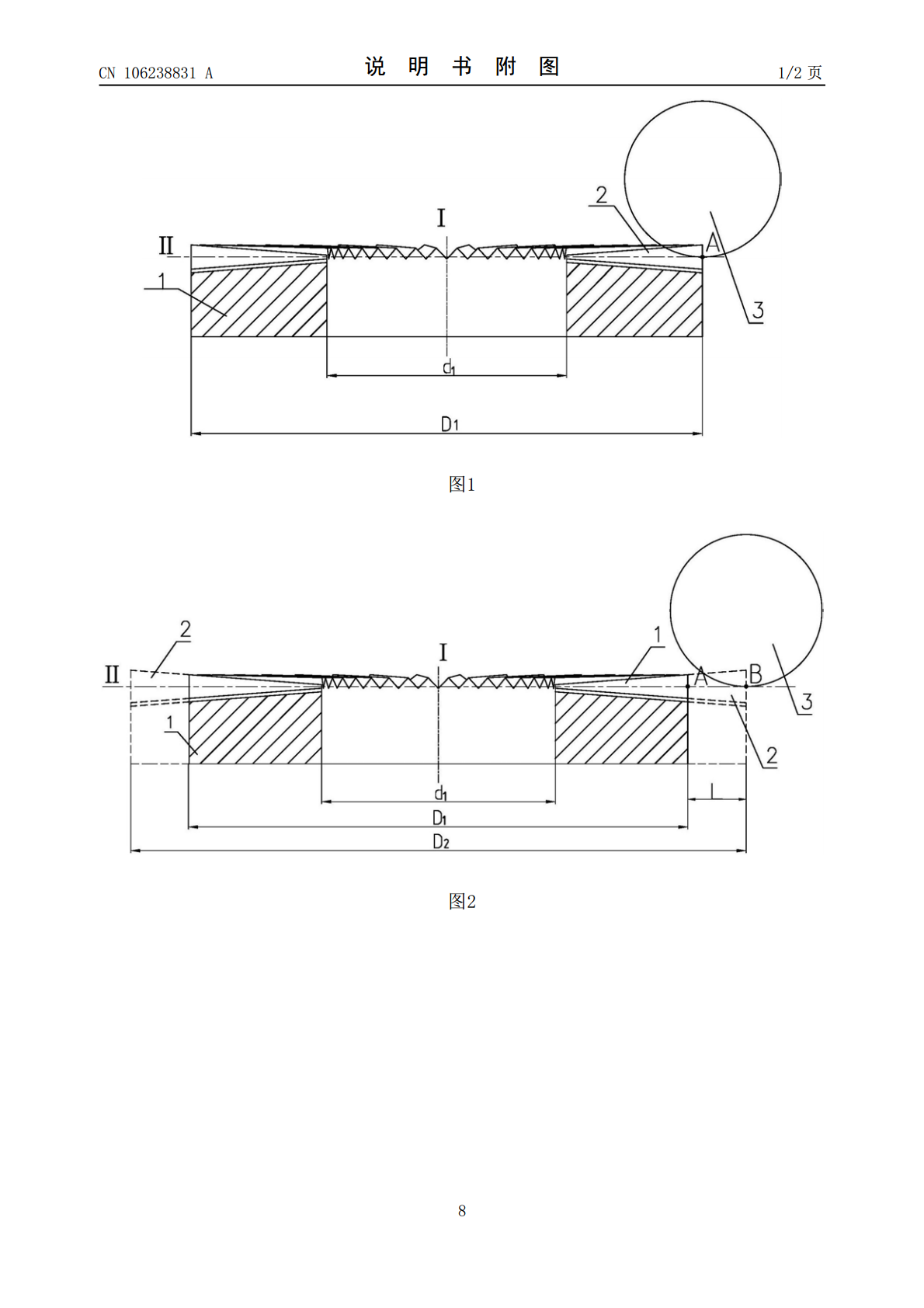
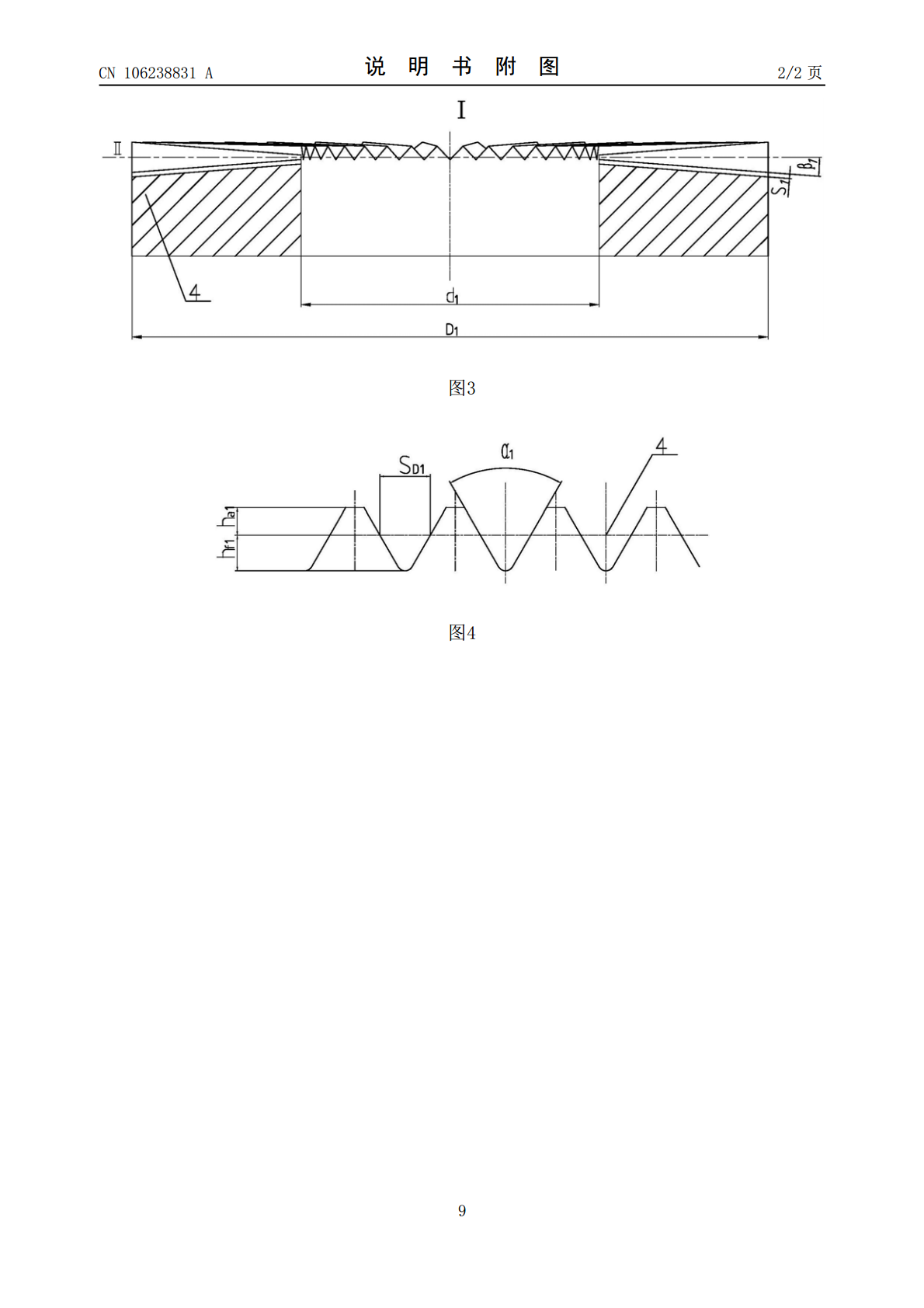
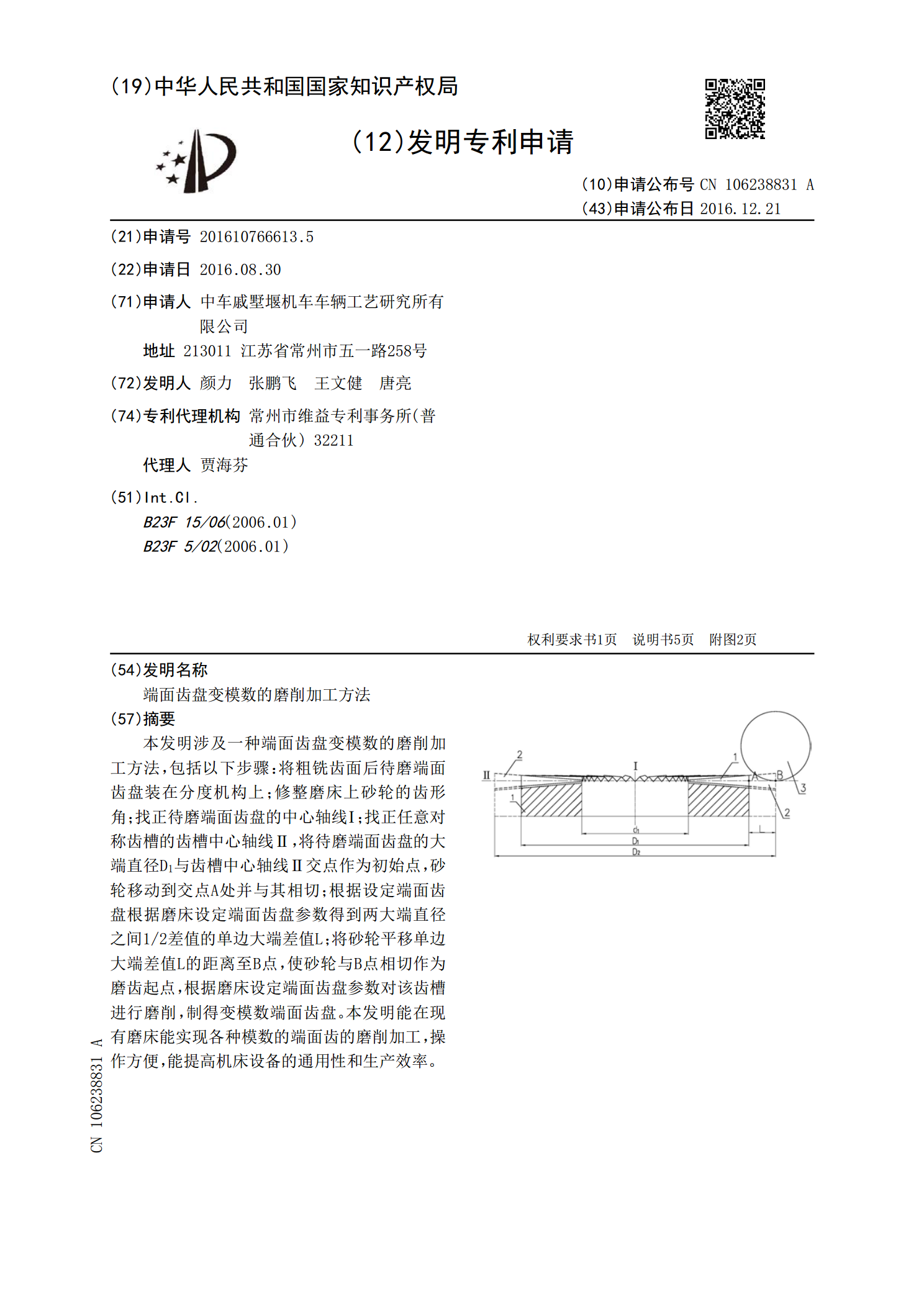
本发明涉及一种端面齿盘变模数的磨削加工方法,包括以下步骤:将粗铣齿面后待磨端面齿盘装在分度机构上;修整磨床上砂轮的齿形角;找正待磨端面齿盘的中心轴线Ⅰ;找正任意对称齿槽的齿槽中心轴线Ⅱ,将待磨端面齿盘的大端直径D
双端面磨削加工方法.pdf
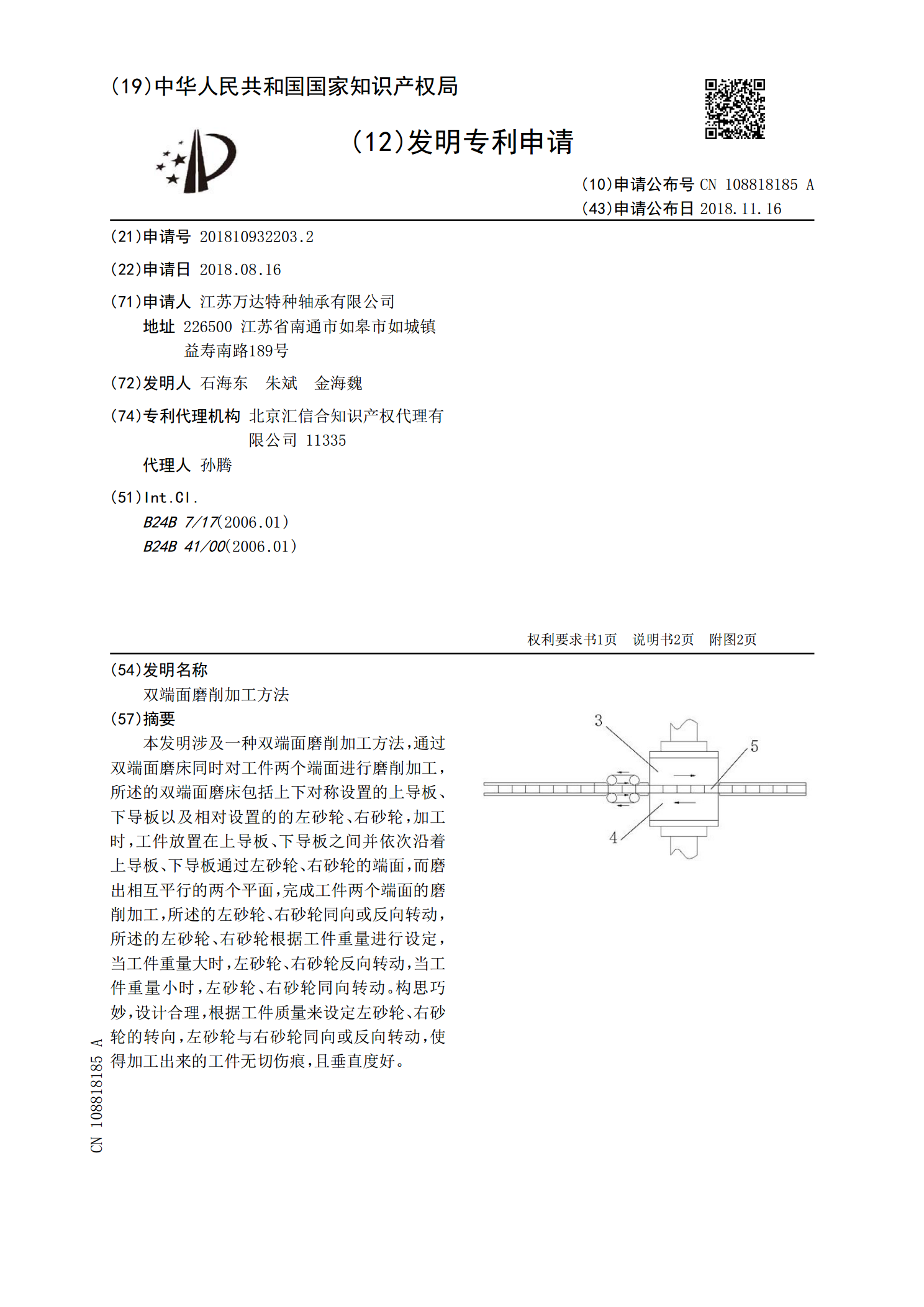
本发明涉及一种双端面磨削加工方法,通过双端面磨床同时对工件两个端面进行磨削加工,所述的双端面磨床包括上下对称设置的上导板、下导板以及相对设置的的左砂轮、右砂轮,加工时,工件放置在上导板、下导板之间并依次沿着上导板、下导板通过左砂轮、右砂轮的端面,而磨出相互平行的两个平面,完成工件两个端面的磨削加工,所述的左砂轮、右砂轮同向或反向转动,所述的左砂轮、右砂轮根据工件重量进行设定,当工件重量大时,左砂轮、右砂轮反向转动,当工件重量小时,左砂轮、右砂轮同向转动。构思巧妙,设计合理,根据工件质量来设定左砂轮、右砂轮

带端面齿的连接盘加工工艺设计.docx
带端面齿的连接盘加工工艺设计标题:带端面齿的连接盘加工工艺设计摘要:连接盘是一种常用的机械传动装置,其具有承载能力高、传动效率高等优点,在机械工程领域得到广泛应用。本文的研究目的是设计一种带有端面齿的连接盘加工工艺,通过系统化的工艺设计和实验验证,可为该工艺在实际生产中的应用提供参考。关键词:连接盘,端面齿,加工工艺,传动效率1.引言连接盘是一种常见且重要的机械传动装置,在使用过程中需要承受较大的力矩和转速。目前,市场上的连接盘通常采用直齿和斜齿等传统齿轮传动方式,但这些传动方式在一定程度上存在传动效率低

采用蠕动进给磨削加工直齿端齿盘.pdf
r’阳:l.阳.l网.Nl工⋯艺与装备l.......L...一。⋯。..⋯⋯j采用蠕动进给磨削加工直齿端齿盘南京机床厂罗志刚德国ELB公司是国际上生产蠕动进给磨宜径400宜祖400-床的著名企业之一,但使用蠕动进给磨床磨削直齿端齿盘(齿牙盘)仅仅是近几年才采用的工艺方法。目前,西德许多生产数控车床和加工·中心的厂家如特劳伯(TRAVB)公司,费瑞茨七z,ernor维尔纳(Fri)W工厂都采用这一工艺12.进给O01比及进给方法磨削直齿端齿盘,在与ELB公司专家的,住复磨附蟠动进给座谈会上将所了解的一些情
弹簧端面磨削的加工工装与方法.pdf
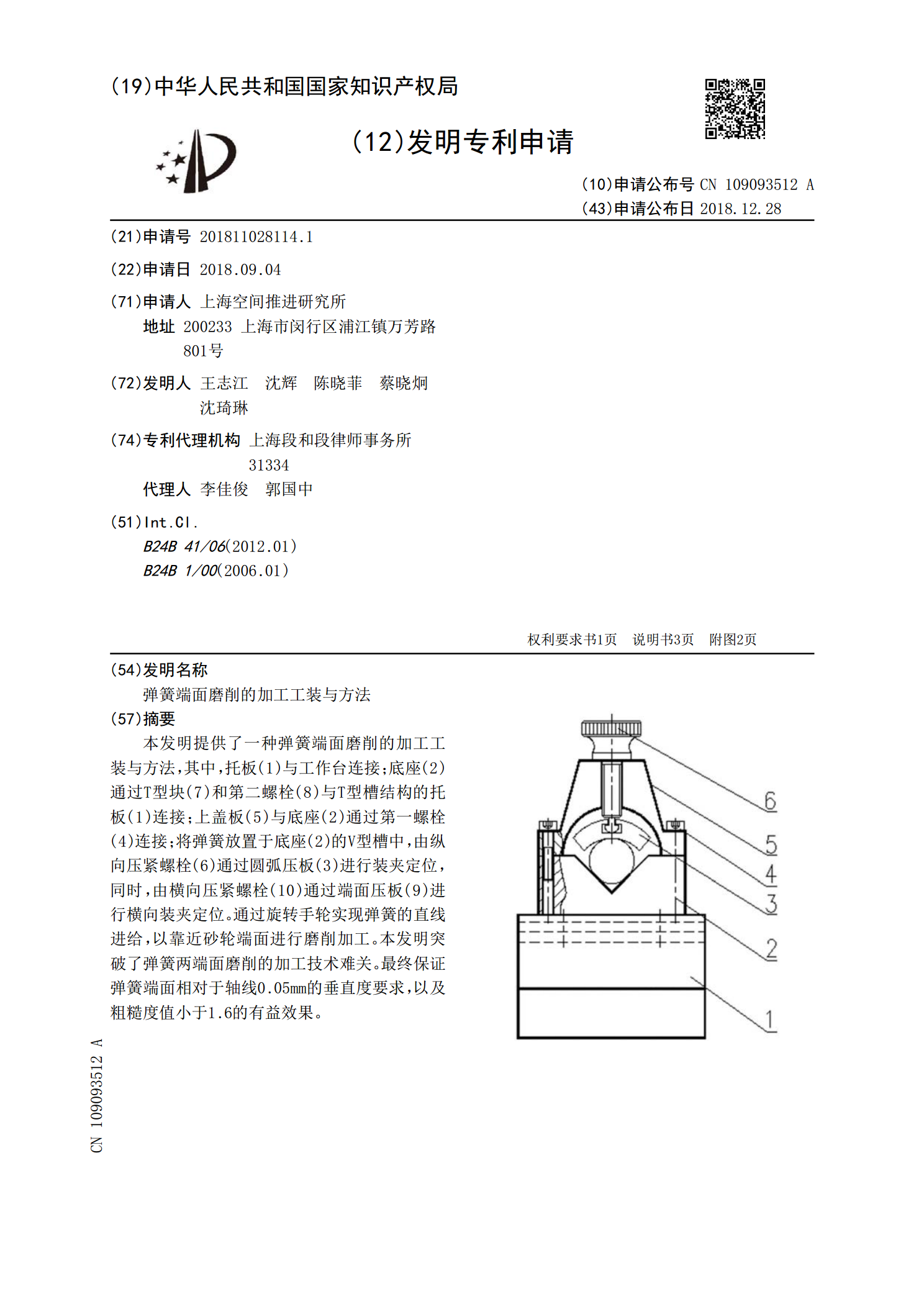
本发明提供了一种弹簧端面磨削的加工工装与方法,其中,托板(1)与工作台连接;底座(2)通过T型块(7)和第二螺栓(8)与T型槽结构的托板(1)连接;上盖板(5)与底座(2)通过第一螺栓(4)连接;将弹簧放置于底座(2)的V型槽中,由纵向压紧螺栓(6)通过圆弧压板(3)进行装夹定位,同时,由横向压紧螺栓(10)通过端面压板(9)进行横向装夹定位。通过旋转手轮实现弹簧的直线进给,以靠近砂轮端面进行磨削加工。本发明突破了弹簧两端面磨削的加工技术难关。最终保证弹簧端面相对于轴线0.05mm的垂直度要求,以及粗糙度