
双端面磨削加工方法.pdf

琰琬****买买

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双端面磨削加工方法.pdf
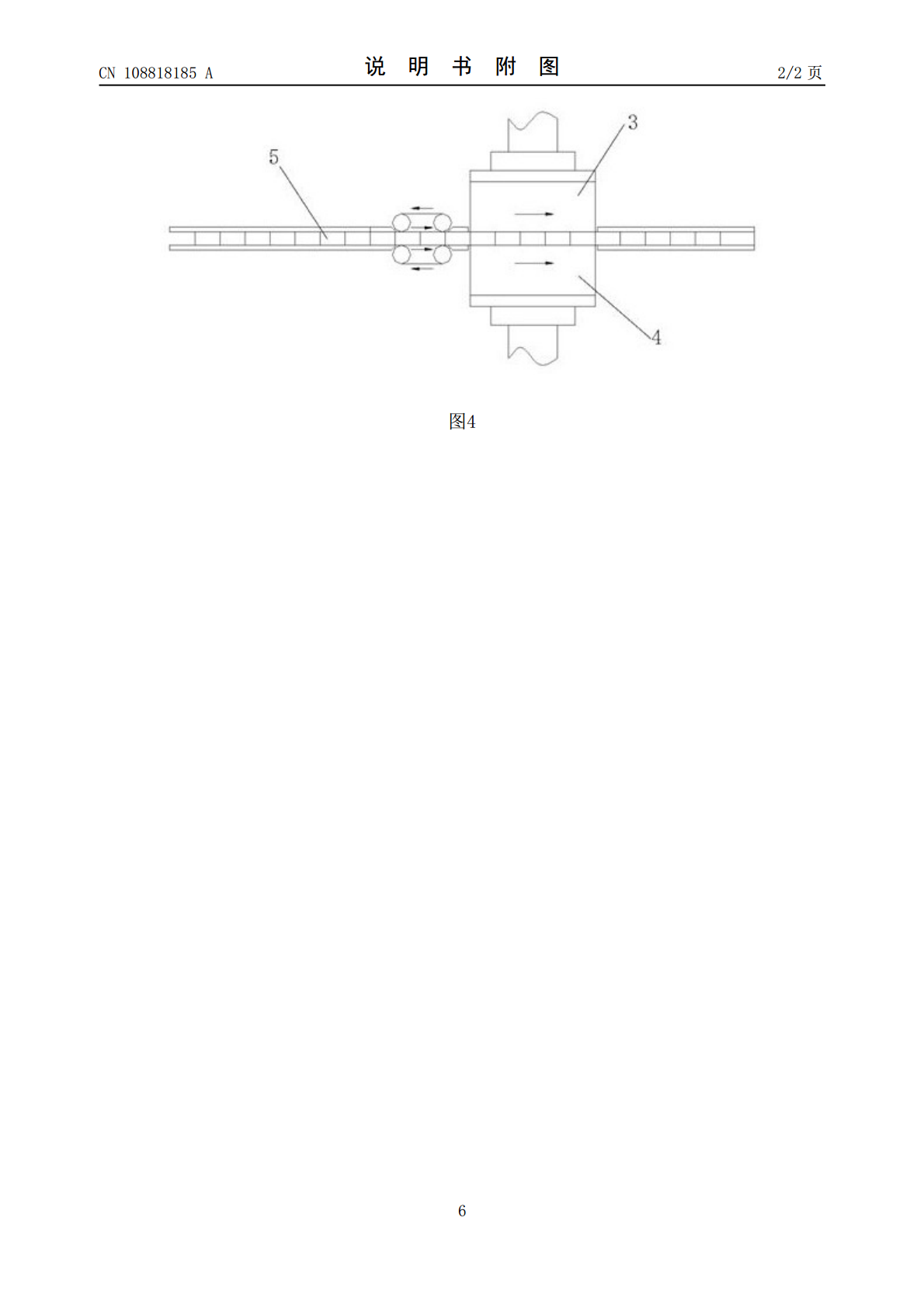
本发明涉及一种双端面磨削加工方法,通过双端面磨床同时对工件两个端面进行磨削加工,所述的双端面磨床包括上下对称设置的上导板、下导板以及相对设置的的左砂轮、右砂轮,加工时,工件放置在上导板、下导板之间并依次沿着上导板、下导板通过左砂轮、右砂轮的端面,而磨出相互平行的两个平面,完成工件两个端面的磨削加工,所述的左砂轮、右砂轮同向或反向转动,所述的左砂轮、右砂轮根据工件重量进行设定,当工件重量大时,左砂轮、右砂轮反向转动,当工件重量小时,左砂轮、右砂轮同向转动。构思巧妙,设计合理,根据工件质量来设定左砂轮、右砂轮

双端面磨削加工精度的研究.docx
双端面磨削加工精度的研究双端面磨削加工精度的研究摘要:随着制造业不断发展和进步,对加工精度的要求也越来越高。其中,双端面磨削作为一种常见的加工方式,在工业生产中得到了广泛应用。本文将围绕双端面磨削加工精度进行研究,主要包括双端面磨削的定义与原理、影响双端面磨削精度的相关因素,以及提高双端面磨削加工精度的方法与措施等。1.引言随着精密机械制造业的发展,对加工精度的要求也不断提高。双端面磨削作为一种重要的加工方式,不仅广泛应用于汽车制造、航空航天等领域,还是提高产品质量和精度的重要工艺之一。因此,研究双端面磨

圆柱滚子双端面磨削装置及磨削方法.pdf
圆柱滚子双端面磨削装置及磨削方法是一种轴承加工技术,其结构关系是,内盘用螺钉固定在工件轴箱单元的中心轴上,中间保持架用螺钉固定在保持架连接板上,保持架连接板用螺钉固定在工件轴箱单元的空心轴上,定位销单元通过螺钉固定在保持架连接板上,定位盘用螺钉固定在工件箱单元上,工件轴箱单元用螺钉固定在床身上,右外压紧软带、左外压紧软带绕中间保持架外延;支撑轮单元、右张紧轮单元及左张紧轮单元用螺钉固定在工件箱单元上面;右砂轮单元、左砂轮单元用螺钉固定在床身上;右修正器单元、左修正器单元用螺钉固定在床身上;换向槽单元用螺钉
弹簧端面磨削的加工工装与方法.pdf
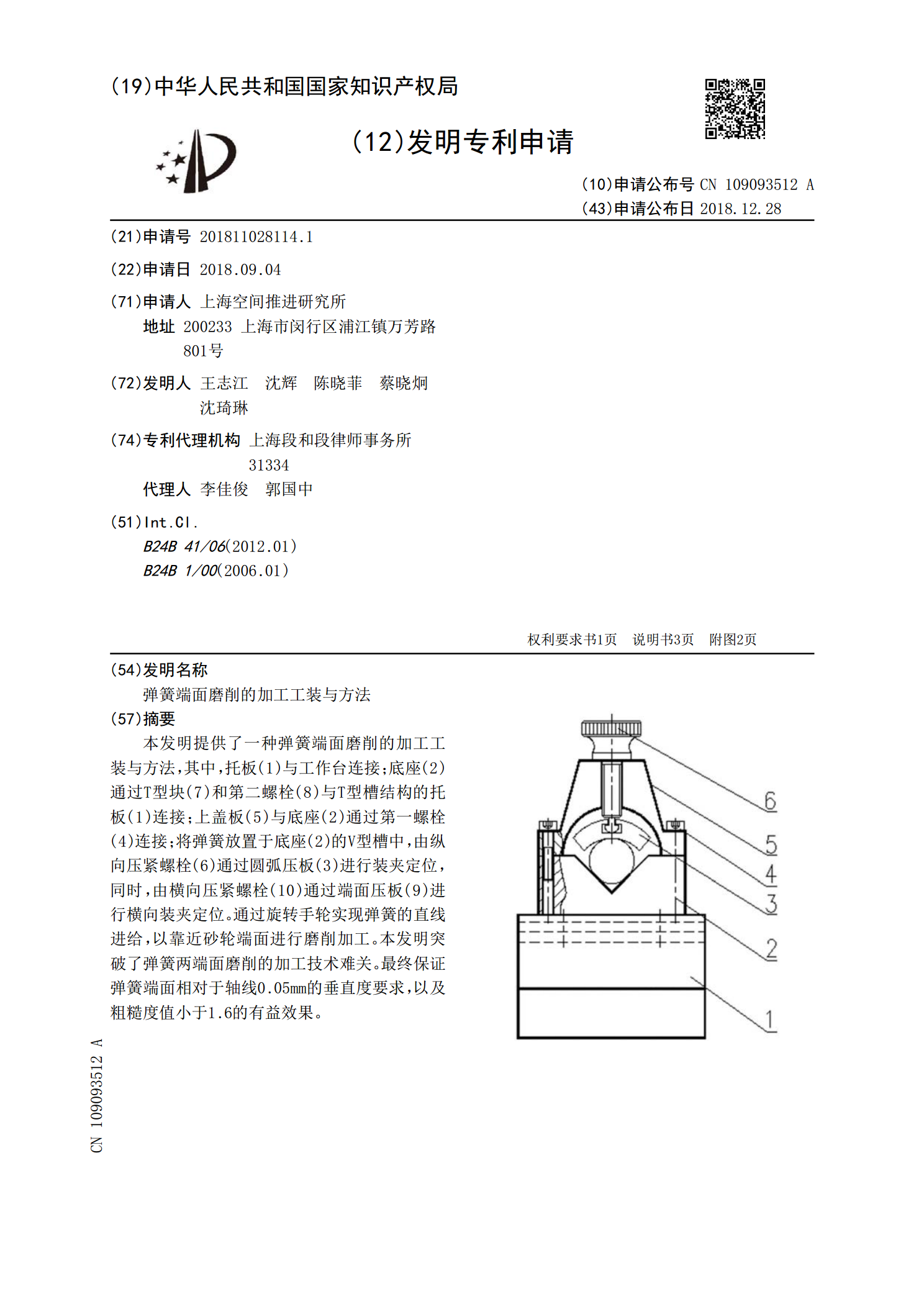
本发明提供了一种弹簧端面磨削的加工工装与方法,其中,托板(1)与工作台连接;底座(2)通过T型块(7)和第二螺栓(8)与T型槽结构的托板(1)连接;上盖板(5)与底座(2)通过第一螺栓(4)连接;将弹簧放置于底座(2)的V型槽中,由纵向压紧螺栓(6)通过圆弧压板(3)进行装夹定位,同时,由横向压紧螺栓(10)通过端面压板(9)进行横向装夹定位。通过旋转手轮实现弹簧的直线进给,以靠近砂轮端面进行磨削加工。本发明突破了弹簧两端面磨削的加工技术难关。最终保证弹簧端面相对于轴线0.05mm的垂直度要求,以及粗糙度

双端面高效节能磁钢磨削加工装置.pdf
本发明公开了一种双端面高效节能磁钢磨削加工装置,属于机械设备技术领域,所述磨削加工装置包括工作台,所述工作台上表面焊接有支架,所述支架顶部固定连接有载板,所述载板上表面活动连接有一号固定板,所述一号固定板一侧焊接有二号固定板,所述支架两侧均焊接有支杆,所述支杆一端焊接有滑杆,所述滑杆外壁滑动连接有滑块,所述滑块上表面固定连接有连接板。本发明通过电推杆外接控制设备,且电推杆一端与连接板相衔接,用于推动和拉动滑块在滑杆上移动,同时砂轮慢慢向磁钢的两端靠近,同时对磁钢两端的毛刺进行打磨,不仅提高了磨削的效率,而