
采用蠕动进给磨削加工直齿端齿盘.pdf

sy****28


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

采用蠕动进给磨削加工直齿端齿盘.pdf
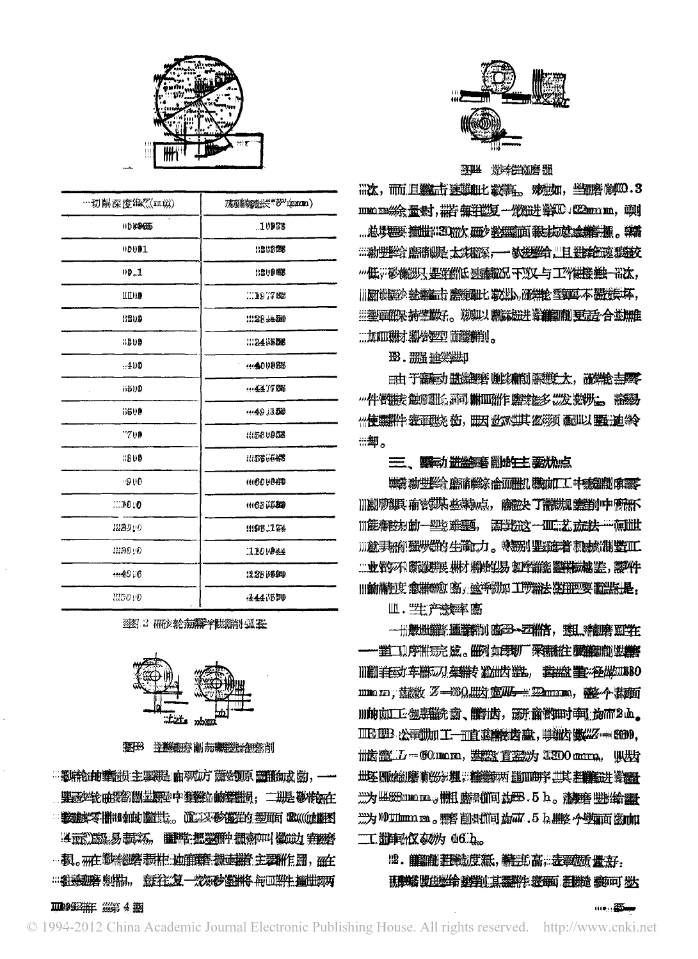
r’阳:l.阳.l网.Nl工⋯艺与装备l.......L...一。⋯。..⋯⋯j采用蠕动进给磨削加工直齿端齿盘南京机床厂罗志刚德国ELB公司是国际上生产蠕动进给磨宜径400宜祖400-床的著名企业之一,但使用蠕动进给磨床磨削直齿端齿盘(齿牙盘)仅仅是近几年才采用的工艺方法。目前,西德许多生产数控车床和加工·中心的厂家如特劳伯(TRAVB)公司,费瑞茨七z,ernor维尔纳(Fri)W工厂都采用这一工艺12.进给O01比及进给方法磨削直齿端齿盘,在与ELB公司专家的,住复磨附蟠动进给座谈会上将所了解的一些情
一种端齿盘复合加工机床与端齿盘复合加工工艺.pdf
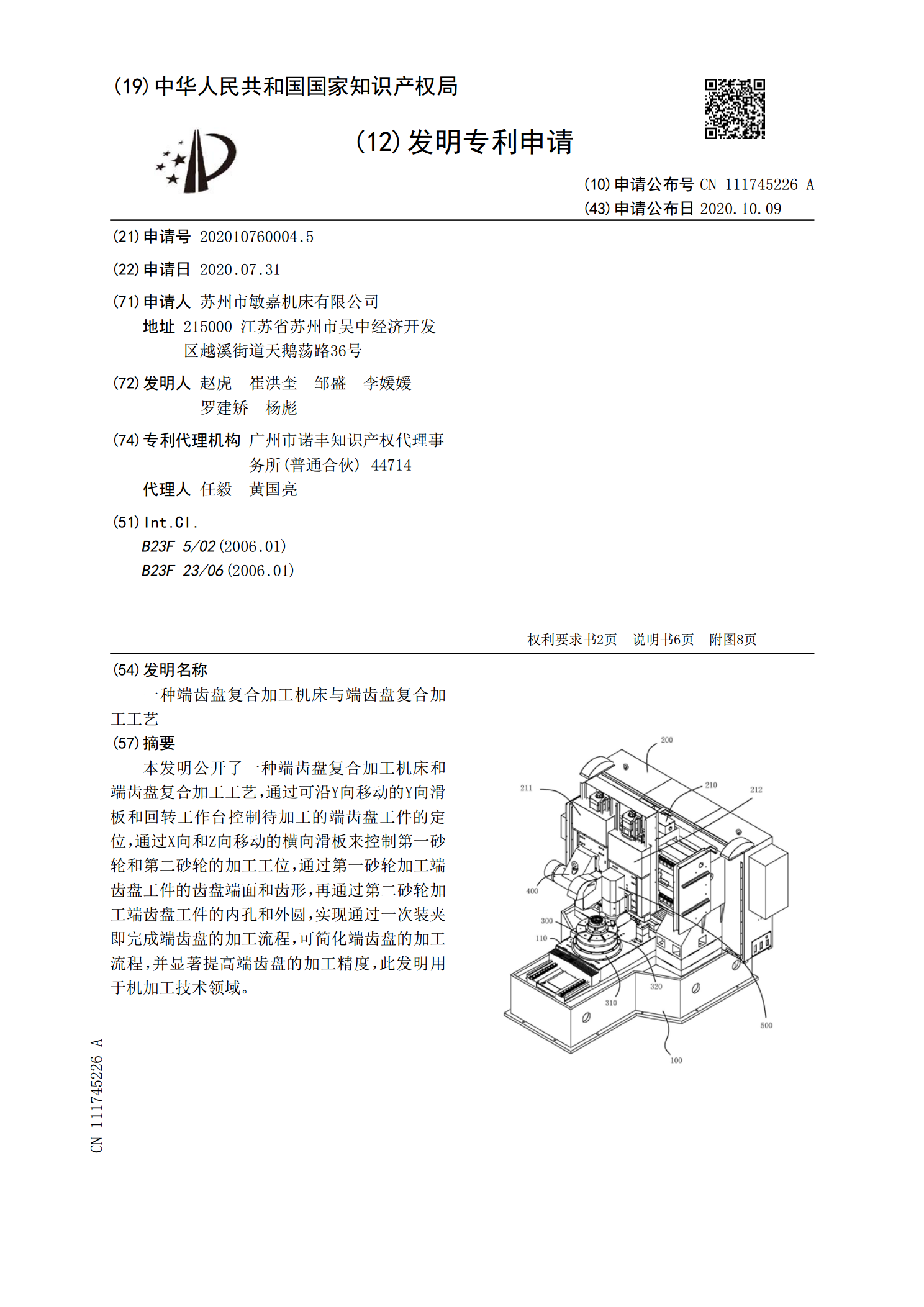
本发明公开了一种端齿盘复合加工机床和端齿盘复合加工工艺,通过可沿Y向移动的Y向滑板和回转工作台控制待加工的端齿盘工件的定位,通过X向和Z向移动的横向滑板来控制第一砂轮和第二砂轮的加工工位,通过第一砂轮加工端齿盘工件的齿盘端面和齿形,再通过第二砂轮加工端齿盘工件的内孔和外圆,实现通过一次装夹即完成端齿盘的加工流程,可简化端齿盘的加工流程,并显著提高端齿盘的加工精度,此发明用于机加工技术领域。
一种高精度直齿鼠牙盘磨削加工方法.pdf
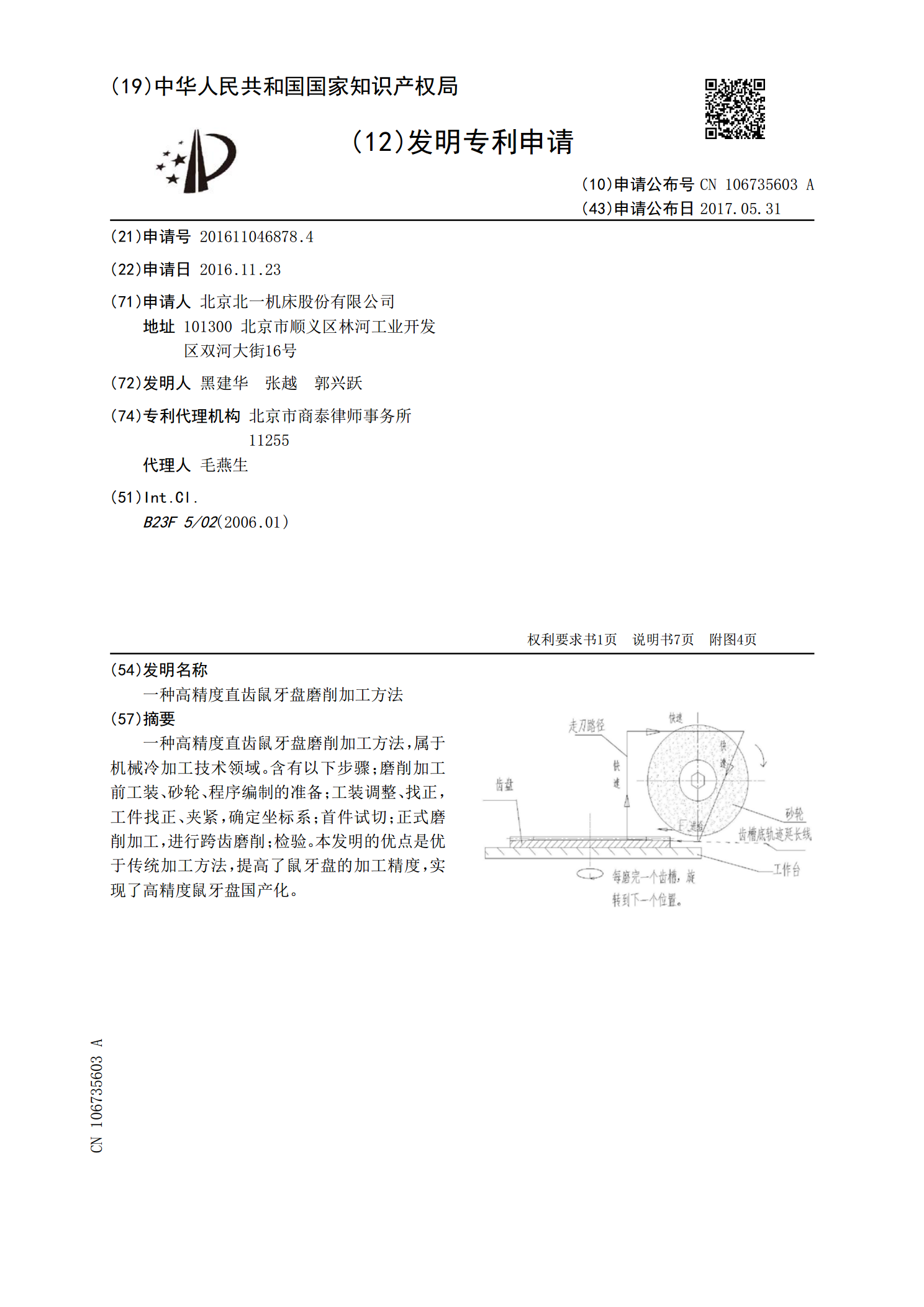
一种高精度直齿鼠牙盘磨削加工方法,属于机械冷加工技术领域。含有以下步骤;磨削加工前工装、砂轮、程序编制的准备;工装调整、找正,工件找正、夹紧,确定坐标系;首件试切;正式磨削加工,进行跨齿磨削;检验。本发明的优点是优于传统加工方法,提高了鼠牙盘的加工精度,实现了高精度鼠牙盘国产化。

端齿盘联轴器及其加工工艺.pdf
端齿盘联轴器,包括定齿盘、动齿盘和锁紧齿盘,定齿盘位于动齿盘内,锁紧齿盘位于定齿盘和动齿盘一侧;所述定齿盘侧面上形成有环绕定齿盘设置的定齿口,动齿盘侧面上形成有与定齿口相适配的动齿口;所述锁紧齿盘上形成有配合齿口,配合齿口同时与定齿口和动齿口相啮合;与现有技术相比,分度定位精度高,实际分度值误差等于所有齿单个分度误差平均值;分度范围广,分度范围由齿的数量决定;精度的重复性与持久性好,工作时齿盘之间会产生对研效应;刚性好,所有齿面同时参加啮合;结构简单紧凑,使用方便;维护简单,无论拆装几次都不影响原有分度精

端齿盘及其加工工艺(下).docx
端齿盘及其加工工艺(下)端齿盘及其加工工艺(下)4.端齿盘的加工工艺端齿盘的加工工艺主要包括工艺规划、工艺装备、工艺操作和工艺检验等几个方面。4.1工艺规划在端齿盘的加工过程中,首先需要进行工艺规划。工艺规划是指根据零件的工艺要求,确定合理的加工工序以及加工顺序。首先,需要对零件进行技术分析,明确零件的功能和使用要求,然后根据零件的形状、尺寸、材料等特点,确定适宜的加工方法。同时,还要考虑到加工中遇到的工艺难点,找出解决方法,并制定相应的加工工艺路线。4.2工艺装备在进行端齿盘的加工过程中,需要选择合适的