
一种柴油机用飞轮总成加工工艺及动平衡夹具.pdf

努力****爱敏

1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种柴油机用飞轮总成加工工艺及动平衡夹具.pdf
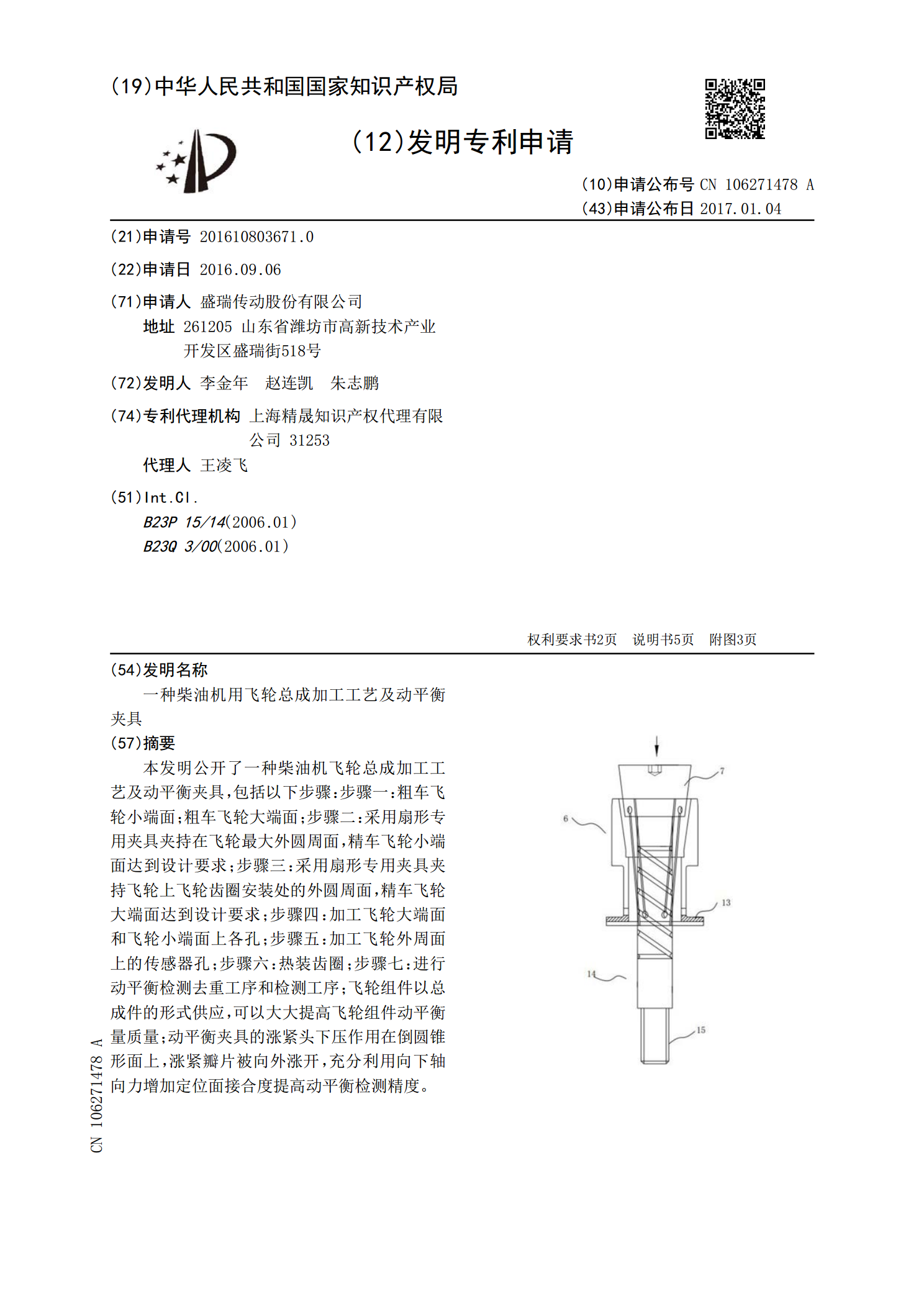
本发明公开了一种柴油机飞轮总成加工工艺及动平衡夹具,包括以下步骤:步骤一:粗车飞轮小端面;粗车飞轮大端面;步骤二:采用扇形专用夹具夹持在飞轮最大外圆周面,精车飞轮小端面达到设计要求;步骤三:采用扇形专用夹具夹持飞轮上飞轮齿圈安装处的外圆周面,精车飞轮大端面达到设计要求;步骤四:加工飞轮大端面和飞轮小端面上各孔;步骤五:加工飞轮外周面上的传感器孔;步骤六:热装齿圈;步骤七:进行动平衡检测去重工序和检测工序;飞轮组件以总成件的形式供应,可以大大提高飞轮组件动平衡量质量;动平衡夹具的涨紧头下压作用在倒圆锥形面上

一种柴油机用飞轮壳的加工工艺.pdf
本发明提供了一种柴油机用飞轮壳的加工工艺,所述加工工艺包括以下步骤:粗铣机体连接面;粗车飞轮止口和飞轮止口面;以飞轮止口定位,加工机体连接面;以机体面定位销孔定位,在立式加工中心上镗加工加工止口面以及周边尺寸。本发明具有克服了传统加工工艺中设备、人员投入量大的缺陷,以及生产成本高的弊端,以及装夹过程复杂,有效的降低了前期设备投入成本,提高人均产值,节约装夹时间,提高了生产效率的优点。

一种柴油机用飞轮壳的加工工艺.pdf
本发明涉及一种柴油机用飞轮壳的加工工艺,包括以下步骤:粗铣机体连接面;粗车飞轮止口和飞轮止口端面;以飞轮止口定位,加工机体连接面;加工齿轮室轴承安装孔;精车飞轮止口及飞轮止口端面,精车飞轮止口步骤中以飞轮室轴承安装孔为加工基准,保证了飞轮止口与飞轮室轴承安装孔的同轴度,安装精度高。

柴油机用飞轮壳的加工工艺.pdf
本发明提供了柴油机用飞轮壳的加工工艺,所述加工工艺包括以下步骤:粗铣机体连接面;粗车飞轮止口和飞轮止口面;以飞轮止口定位,加工机体连接面;以机体面定位销孔定位,在立式回转工作台上加工止口面以及周边尺寸。本发明具有克服了传统加工工艺中设备、人员投入量大和生产成本高的弊端,同时还减轻了生产线的设备购买的资金投入,降低了生产前期投入资本的优点。

一种加工飞轮壳用夹具.pdf
本发明公开了一种加工飞轮壳用夹具,包括机架、两结构相同的夹紧块及夹紧块驱动装置,所述机架为方形框,在机架的顶部对称设置有两安装孔;两夹紧块分别位于两安装孔内并与机架铰接,所述夹紧块驱动装置包括双旋向螺杆、导块及导杆,所述双旋向螺杆与导杆相平行且两端均安装在机架的侧壁上,所述两导块分别与双旋向螺杆上的反向螺纹相配合,两导块的一端均与导杆间隙配合,另一端与对应的夹紧块相抵靠。所述螺杆的输入端连接有手柄或驱动电机。本发明能够快速完成对飞轮壳的装夹,结构简单,能够对不同型号的飞轮壳进行快速装夹固定,便于同时对飞轮