
一种树脂砂轮角磨片的配方及其加工方法.pdf

书生****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种树脂砂轮角磨片的配方及其加工方法.pdf
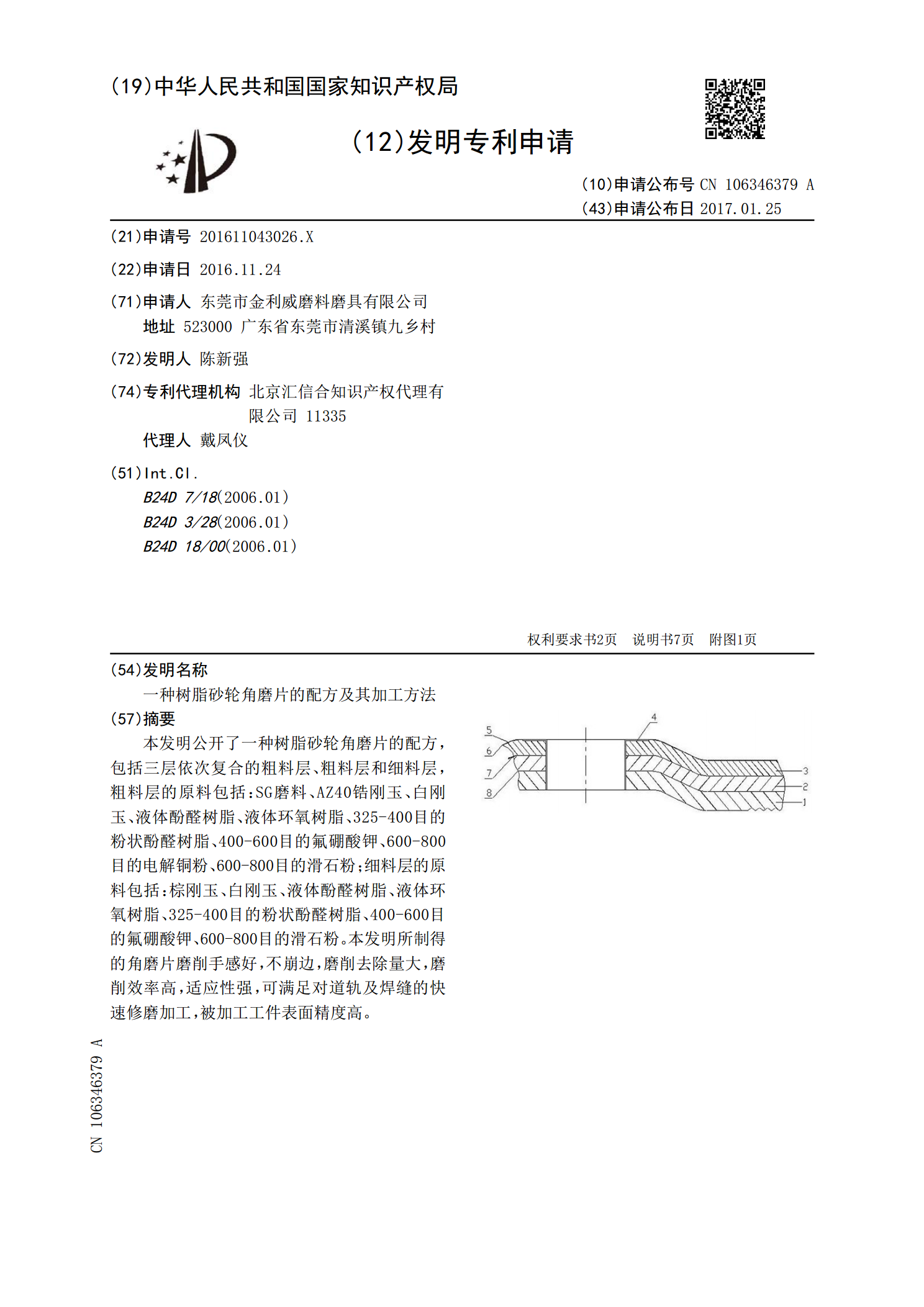
本发明公开了一种树脂砂轮角磨片的配方,包括三层依次复合的粗料层、粗料层和细料层,粗料层的原料包括:SG磨料、AZ40锆刚玉、白刚玉、液体酚醛树脂、液体环氧树脂、325‑400目的粉状酚醛树脂、400‑600目的氟硼酸钾、600‑800目的电解铜粉、600‑800目的滑石粉;细料层的原料包括:棕刚玉、白刚玉、液体酚醛树脂、液体环氧树脂、325‑400目的粉状酚醛树脂、400‑600目的氟硼酸钾、600‑800目的滑石粉。本发明所制得的角磨片磨削手感好,不崩边,磨削去除量大,磨削效率高,适应性强,可满足对道轨
一种抗衰减树脂薄片砂轮的配方及加工方法.pdf
本发明提供一种抗衰减树脂薄片砂轮的配方,按重量配比计包括:30‑60目的单晶刚玉60‑80份、36‑80目的镀衣高温煅烧铬刚玉20‑40份、液体酚醛树脂8‑12份、325‑400目的粉状酚醛树脂17‑24份、400‑600目的氟铝酸钾12‑25份、800‑1000目的二硫化钼3‑5份、80‑150目的硫酸钙晶须2‑6份、600‑800目的钛白粉1‑3份、纳米级气相二氧化硅0.1‑0.3份、偶联剂0.02‑0.05份;本发明的有益效果在于:通过特定的配方和工艺将多种材料有效地糅合在一起,综合了多种材料的优点
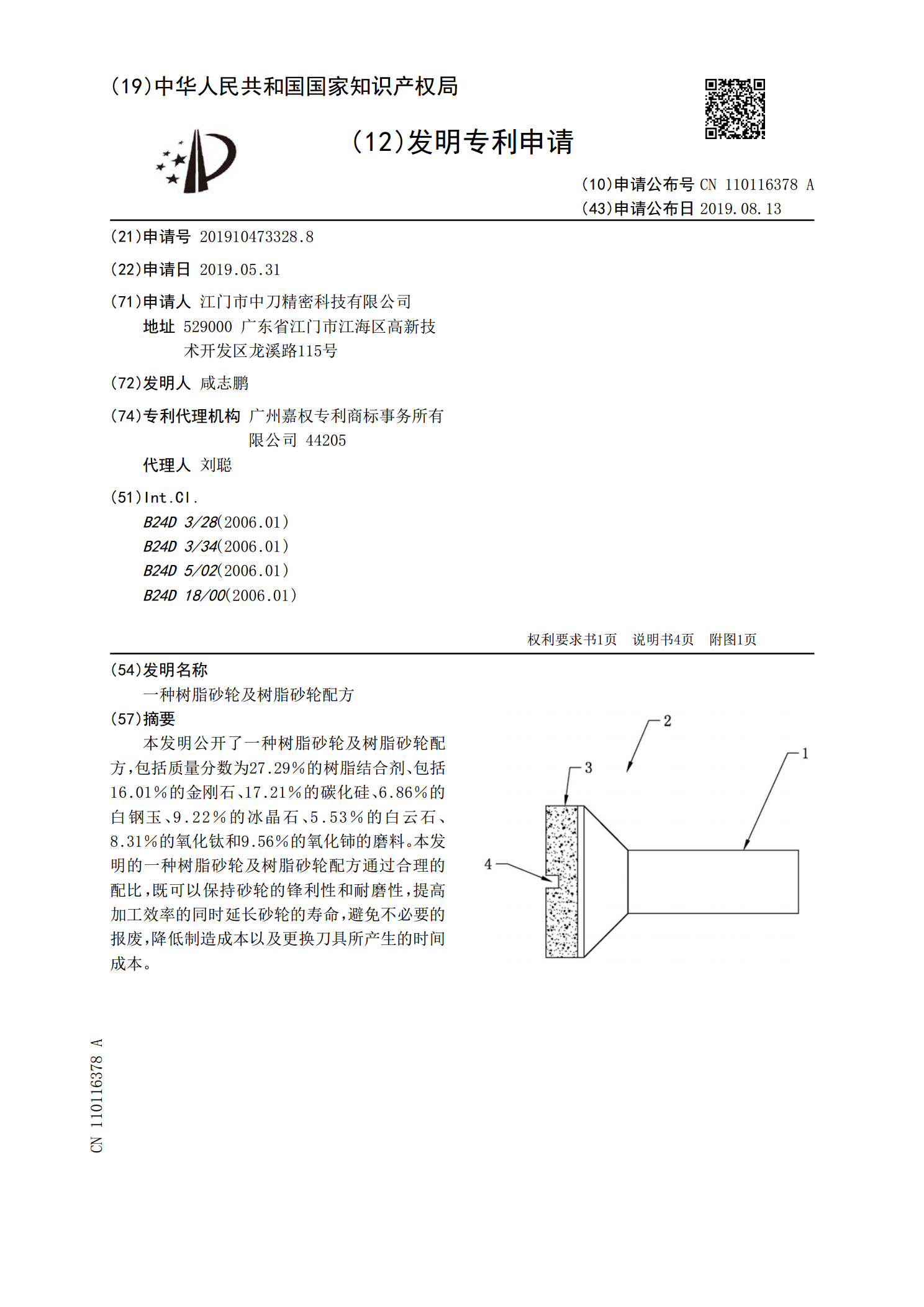
一种树脂砂轮及树脂砂轮配方.pdf
本发明公开了一种树脂砂轮及树脂砂轮配方,包括质量分数为27.29%的树脂结合剂、包括16.01%的金刚石、17.21%的碳化硅、6.86%的白钢玉、9.22%的冰晶石、5.53%的白云石、8.31%的氧化钛和9.56%的氧化铈的磨料。本发明的一种树脂砂轮及树脂砂轮配方通过合理的配比,既可以保持砂轮的锋利性和耐磨性,提高加工效率的同时延长砂轮的寿命,避免不必要的报废,降低制造成本以及更换刀具所产生的时间成本。
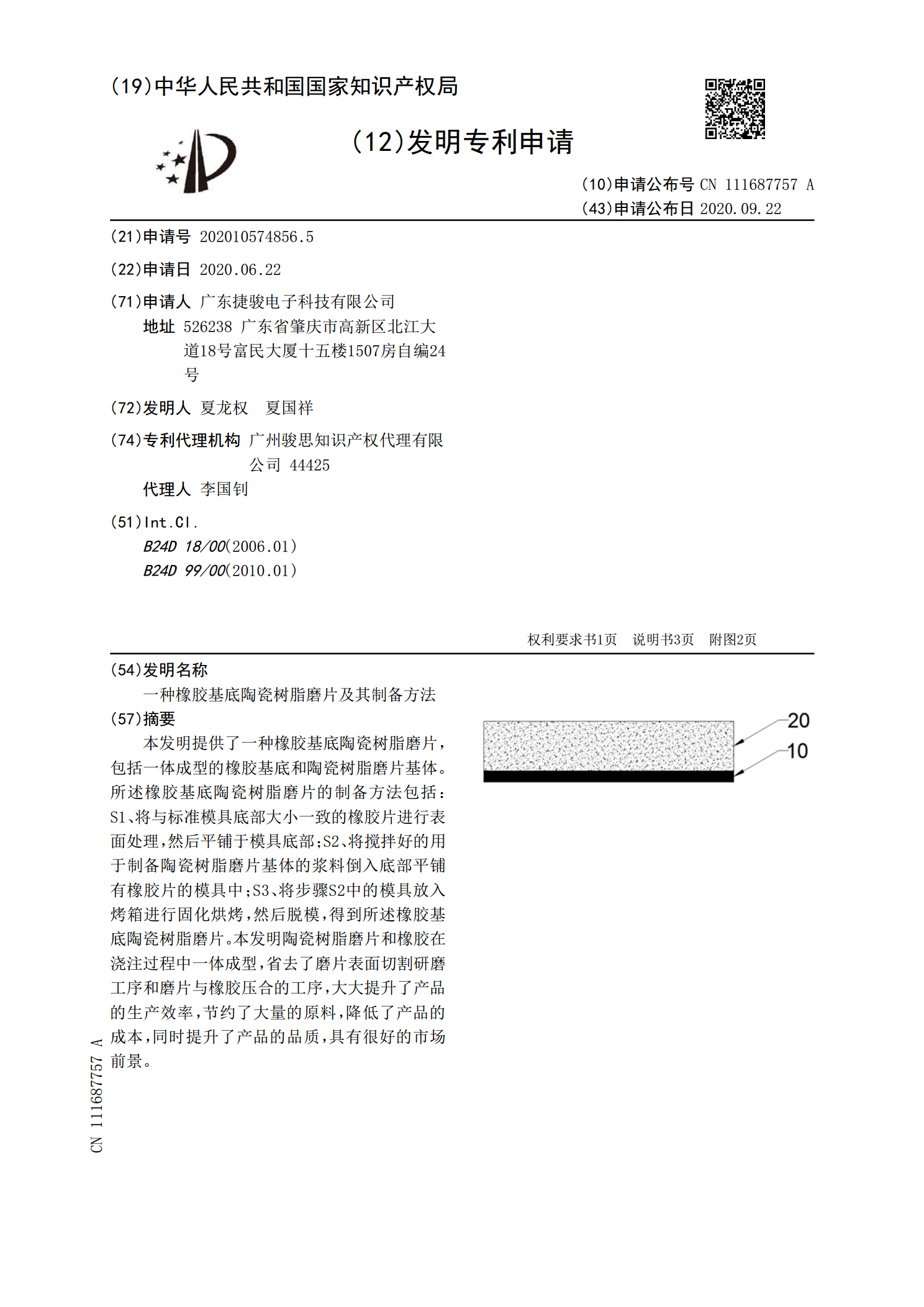
一种橡胶基底陶瓷树脂磨片及其制备方法.pdf
本发明提供了一种橡胶基底陶瓷树脂磨片,包括一体成型的橡胶基底和陶瓷树脂磨片基体。所述橡胶基底陶瓷树脂磨片的制备方法包括:S1、将与标准模具底部大小一致的橡胶片进行表面处理,然后平铺于模具底部;S2、将搅拌好的用于制备陶瓷树脂磨片基体的浆料倒入底部平铺有橡胶片的模具中;S3、将步骤S2中的模具放入烤箱进行固化烘烤,然后脱模,得到所述橡胶基底陶瓷树脂磨片。本发明陶瓷树脂磨片和橡胶在浇注过程中一体成型,省去了磨片表面切割研磨工序和磨片与橡胶压合的工序,大大提升了产品的生产效率,节约了大量的原料,降低了产品的成本

纤维增强树脂耐热高速切割砂轮及其加工方法.pdf
本发明属于砂轮领域,具体涉及一种大直径、薄片结构的纤维增强树脂耐热高速切割砂轮及其加工方法。本发明将砂轮分为中心增强部分和切割使用部分,两部分采用不同的配方,中心增强部分的配方具有强度高、与玻璃纤维增强网粘结性好的优点,由于中心增强部分不用锆刚玉及其他价格相对较高的材料,从而节省了成本。切割使用部分通过加入硫化铁粉、冰晶石粉和二氧化钛细粉,以及优化各自的配比,增强了切割使用部分的耐热性和耐磨性,提高了切割比。本发明所述砂轮具有耐热性能好、耐磨性能好,切割比高,成本低的优点。