
一种抗衰减树脂薄片砂轮的配方及加工方法.pdf

光誉****君哥

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种抗衰减树脂薄片砂轮的配方及加工方法.pdf
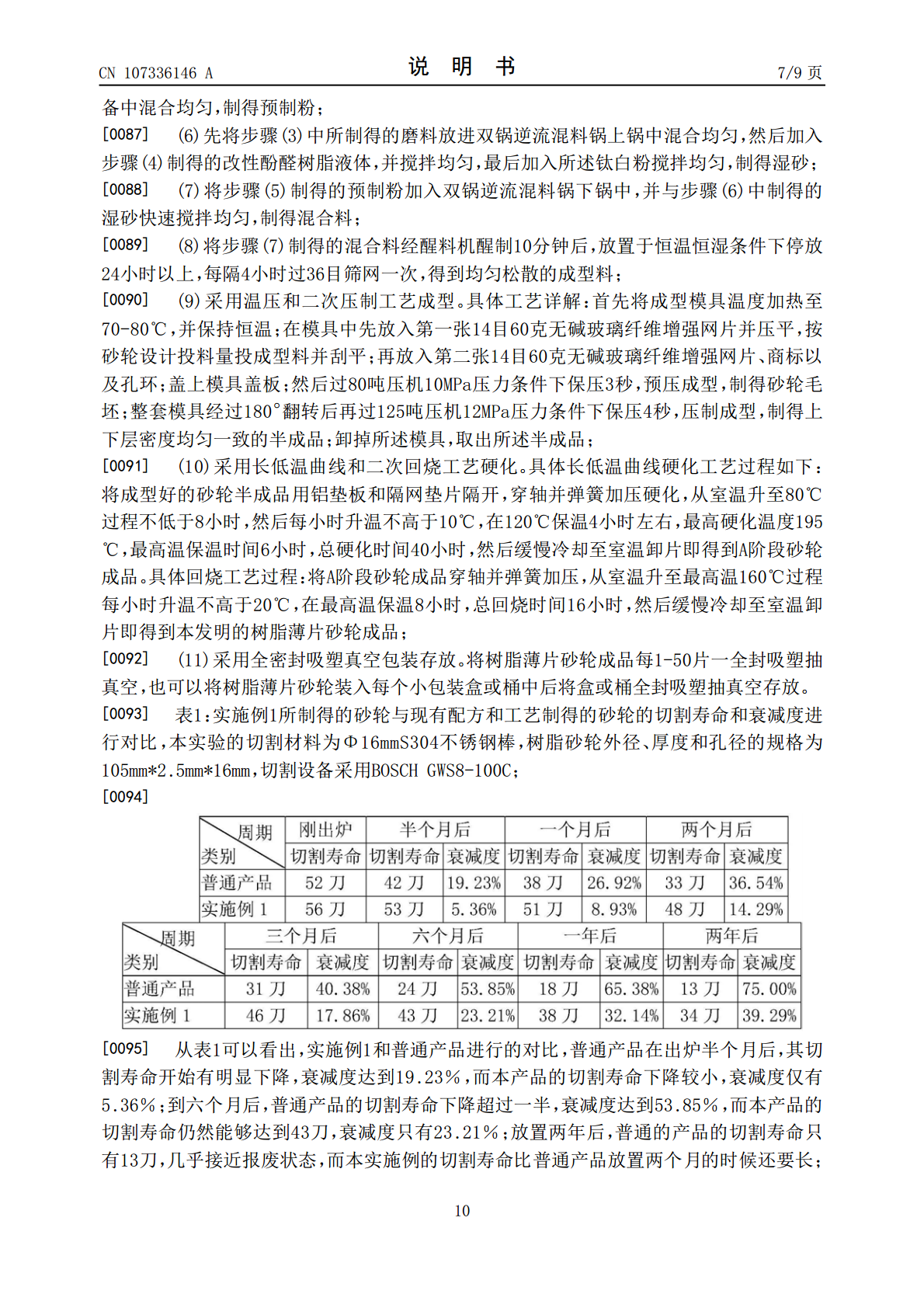
本发明提供一种抗衰减树脂薄片砂轮的配方,按重量配比计包括:30‑60目的单晶刚玉60‑80份、36‑80目的镀衣高温煅烧铬刚玉20‑40份、液体酚醛树脂8‑12份、325‑400目的粉状酚醛树脂17‑24份、400‑600目的氟铝酸钾12‑25份、800‑1000目的二硫化钼3‑5份、80‑150目的硫酸钙晶须2‑6份、600‑800目的钛白粉1‑3份、纳米级气相二氧化硅0.1‑0.3份、偶联剂0.02‑0.05份;本发明的有益效果在于:通过特定的配方和工艺将多种材料有效地糅合在一起,综合了多种材料的优点
一种抗衰减树脂砂轮配方.pdf
本发明涉及磨具技术领域,具体是公开了一种抗衰减树脂砂轮配方,由下列重量份的原料制成:萤石粉0.5‑4份,冰晶石5‑10份,炭黑4‑8份,棕刚玉磨料30‑50份,白刚玉磨料20‑30份,树脂液10‑20份,聚酰亚胺树脂粉5‑10份,改性酚醛树脂粉2‑4份,碳化硅15‑25份,碳酸钙4‑8份,冰晶石1‑3份,硫化铁1‑4份,氟铝酸钾8‑12份,本发明克服了现有技术的不足,采用碳酸钙,冰晶石,硫化铁为填料,能提高砂轮的强度,减少硬化时竖直洗出挥发物的数量,避免砂轮气泡或变形,还可缩短硬化时间,同时采用改性酚醛树
一种抗衰减树脂砂轮的制备方法.pdf
本发明提供一种抗衰减树脂砂轮的制备方法,包括0.5‑1.0质量份硅烷偶联剂、8‑12质量份的酚醛树脂液、50‑80质量份46#的镀衣白刚玉、20‑40质量份54#的镀衣白刚玉、0.5‑1.0质量份的炭黑、8‑12质量份的氟铝酸钾、3‑5质量份的硫酸钙晶须、18‑23质量份的改性酚醛树脂粉;本发明通过采用镀衣白刚玉磨料,该磨料表面有一层高温涂层,该涂层有助于提高树脂与磨料界面粘结强度,硅烷偶联剂分子中具有能和无机质材料、化学结合的反应基团及与有机质材料化学结合的反应基团,在无机与有机界面形成键合,促进界面融
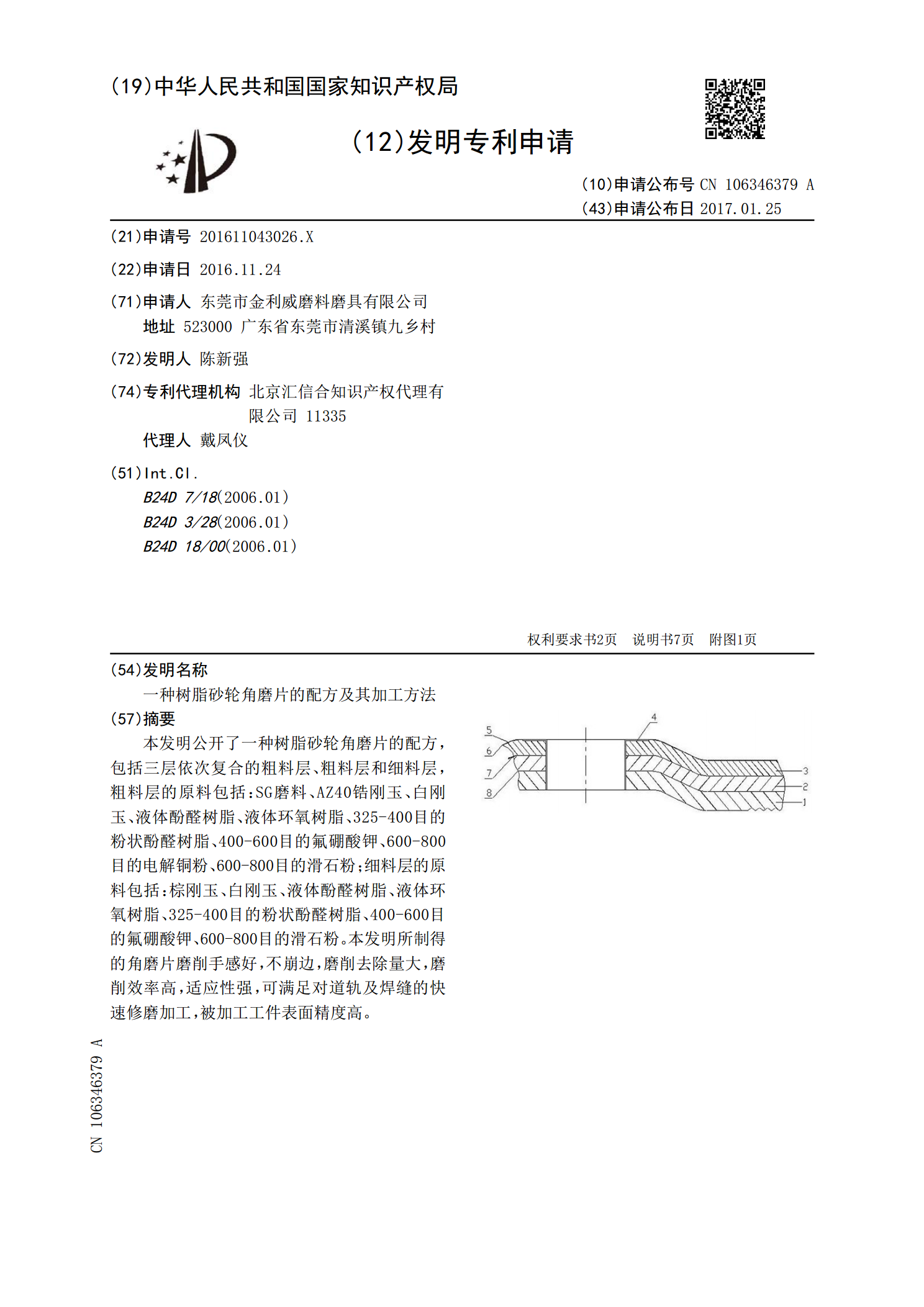
一种树脂砂轮角磨片的配方及其加工方法.pdf
本发明公开了一种树脂砂轮角磨片的配方,包括三层依次复合的粗料层、粗料层和细料层,粗料层的原料包括:SG磨料、AZ40锆刚玉、白刚玉、液体酚醛树脂、液体环氧树脂、325‑400目的粉状酚醛树脂、400‑600目的氟硼酸钾、600‑800目的电解铜粉、600‑800目的滑石粉;细料层的原料包括:棕刚玉、白刚玉、液体酚醛树脂、液体环氧树脂、325‑400目的粉状酚醛树脂、400‑600目的氟硼酸钾、600‑800目的滑石粉。本发明所制得的角磨片磨削手感好,不崩边,磨削去除量大,磨削效率高,适应性强,可满足对道轨
薄片树脂砂轮.pdf
本发明公开了一种薄片树脂砂轮,该砂轮直径为105mm~125mm,厚度为0.8mm~1.0mm,组分包括白刚玉、单晶刚玉、酚醛树脂粉、酚醛树脂液、轻质碳酸钙粉、氟铝酸钾粉。该组分简单、配置容易,而且对成型工艺没有特殊要求,用常规工艺即可实现生产。制作的产品切口窄,切割寿命长,切割快速,产生的切削热少,故切口断面没有烧蚀,也没有毛刺和飞边等缺陷。