
中厚壁整体式汽车驱动桥壳桥拱的成形设备.pdf

Ja****23


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
中厚壁整体式汽车驱动桥壳桥拱的成形设备.pdf
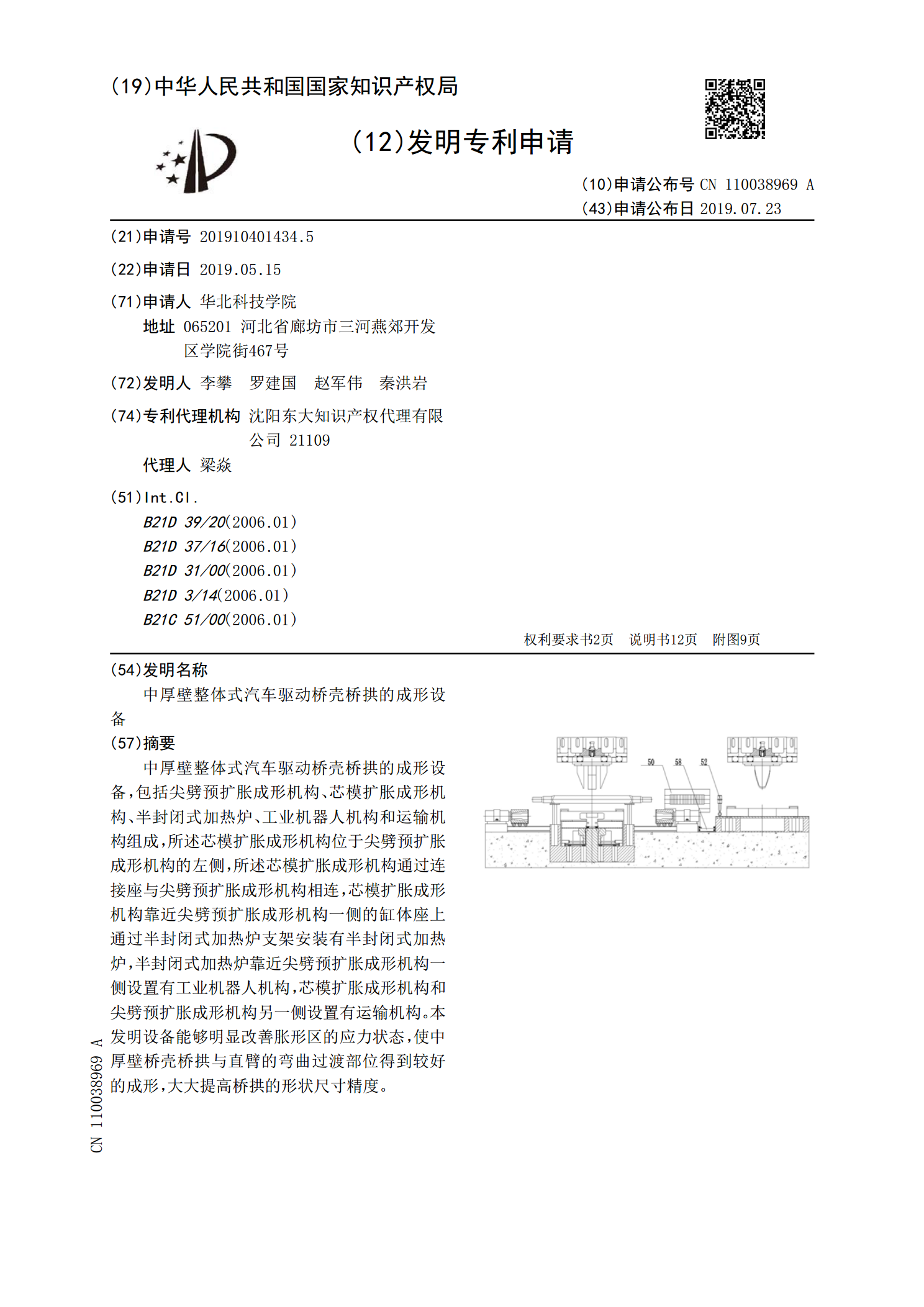
中厚壁整体式汽车驱动桥壳桥拱的成形设备,包括尖劈预扩胀成形机构、芯模扩胀成形机构、半封闭式加热炉、工业机器人机构和运输机构组成,所述芯模扩胀成形机构位于尖劈预扩胀成形机构的左侧,所述芯模扩胀成形机构通过连接座与尖劈预扩胀成形机构相连,芯模扩胀成形机构靠近尖劈预扩胀成形机构一侧的缸体座上通过半封闭式加热炉支架安装有半封闭式加热炉,半封闭式加热炉靠近尖劈预扩胀成形机构一侧设置有工业机器人机构,芯模扩胀成形机构和尖劈预扩胀成形机构另一侧设置有运输机构。本发明设备能够明显改善胀形区的应力状态,使中厚壁桥壳桥拱与直
驱动桥壳轴头的成形方法及成形设备.pdf
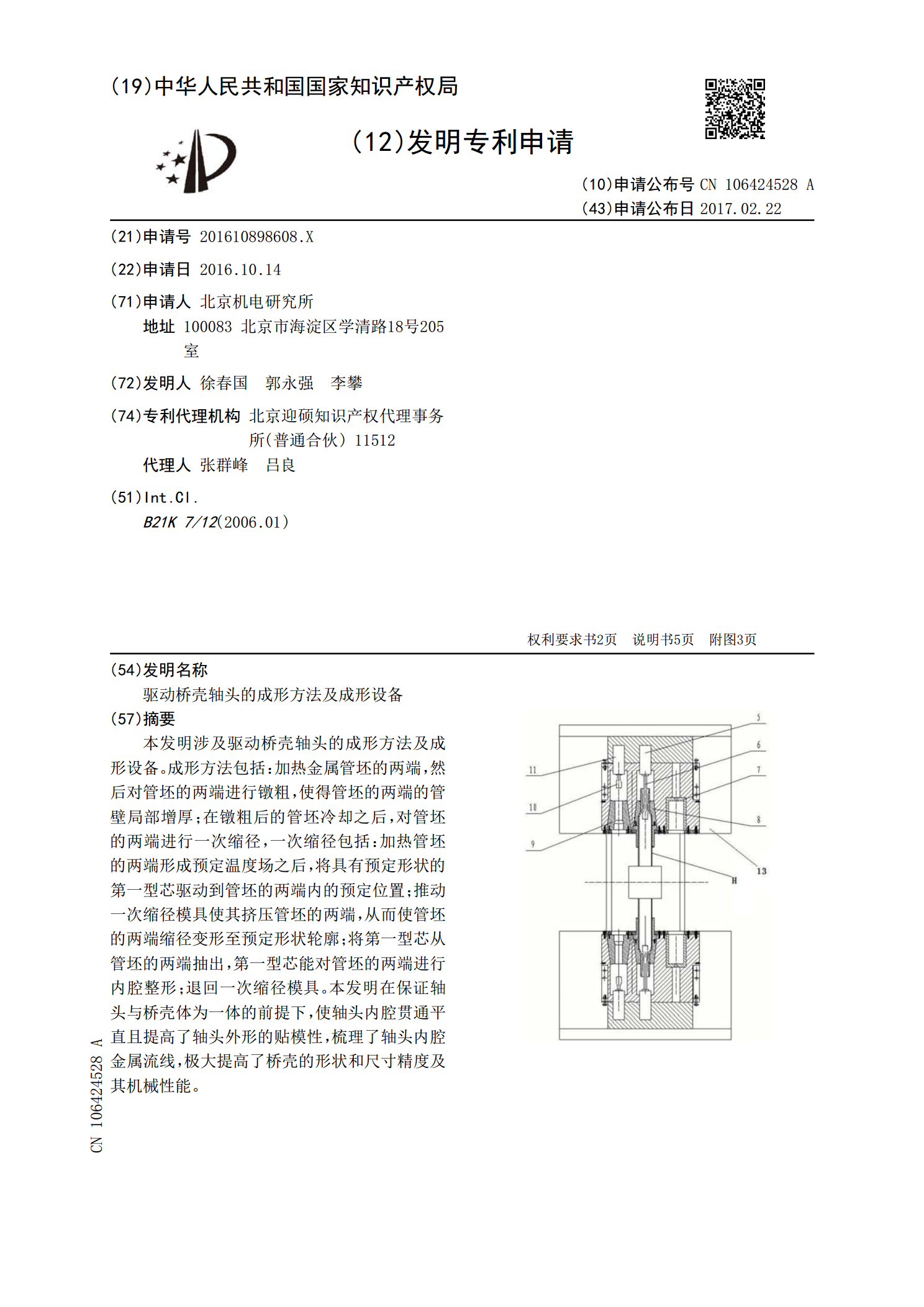
本发明涉及驱动桥壳轴头的成形方法及成形设备。成形方法包括:加热金属管坯的两端,然后对管坯的两端进行镦粗,使得管坯的两端的管壁局部增厚;在镦粗后的管坯冷却之后,对管坯的两端进行一次缩径,一次缩径包括:加热管坯的两端形成预定温度场之后,将具有预定形状的第一型芯驱动到管坯的两端内的预定位置;推动一次缩径模具使其挤压管坯的两端,从而使管坯的两端缩径变形至预定形状轮廓;将第一型芯从管坯的两端抽出,第一型芯能对管坯的两端进行内腔整形;退回一次缩径模具。本发明在保证轴头与桥壳体为一体的前提下,使轴头内腔贯通平直且提高了
汽车驱动桥桥壳及其铸造工艺.pdf
本发明公开了汽车驱动桥桥壳及其制备工艺,所述汽车驱动桥桥壳含有以下重量百分比的成分:C3‑5%、Si2.5‑3.5%、P≤0.06、S≤0.03、Mn0.9‑1.6、Cu0.5‑1.2%、Cr1‑2%、Mo0.3‑0.5,余量为Fe。本发明的汽车驱动桥桥壳C含量设计合理,即有较好的石墨化能力,又不产生石墨粗大,漂浮现象;采用中频电炉进行熔炼,铁液化学成分稳定,提高石墨球数,获得铁素体基体组织,铸件伸长率、低温冲击值才能稳定;在熔炼时,首先加入C,靠扩散溶解的方式进入铁液,在铁液中形成大量的[C]微晶,有利

渐进成形等壁厚直壁圆筒件成形规律研究.docx
渐进成形等壁厚直壁圆筒件成形规律研究渐进成形等壁厚直壁圆筒件成形规律研究摘要:本论文旨在研究渐进成形对等壁厚直壁圆筒件的成形规律。通过分析渐进成形在成形过程中的影响因素,并针对不同因素进行实验验证,来揭示渐进成形在等壁厚直壁圆筒件成形中的规律。研究结果表明,渐进成形的成形规律受材料性能、成形参数和工艺对策等多方面因素影响,通过合理选择不同因素的组合,可实现高质量的等壁厚直壁圆筒件成形。关键词:渐进成形;等壁厚直壁圆筒件;成形规律一、引言等壁厚直壁圆筒件是工程领域中广泛应用的一种零件类型。其成形质量对于零件

弹体冲拔成形中温度对壁厚差成形影响分析.docx
弹体冲拔成形中温度对壁厚差成形影响分析弹体冲拔成形中温度对壁厚差成形影响的分析摘要:弹体冲拔成形是一种常用的金属成形加工方法。在这种成形过程中,温度是一个重要的影响因素,它对壁厚差的形成起着关键作用。本文将对温度对壁厚差成形的影响进行分析,并提出相应的解决方法。引言:弹体冲拔成形是一种通过将金属材料按照一定形状进行塑性变形,使其达到所需形状尺寸的加工方法。在这个过程中,温度是非常关键的因素。温度的升高会造成金属材料的软化和塑性增加,从而影响成形过程中的壁厚差。因此,对温度对壁厚差的成形影响进行深入研究,对