
一种半挂车整体轴管挤压成形设备及成形方法.pdf

志玉****爱啊

1/9
2/9
3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种半挂车整体轴管挤压成形设备及成形方法.pdf
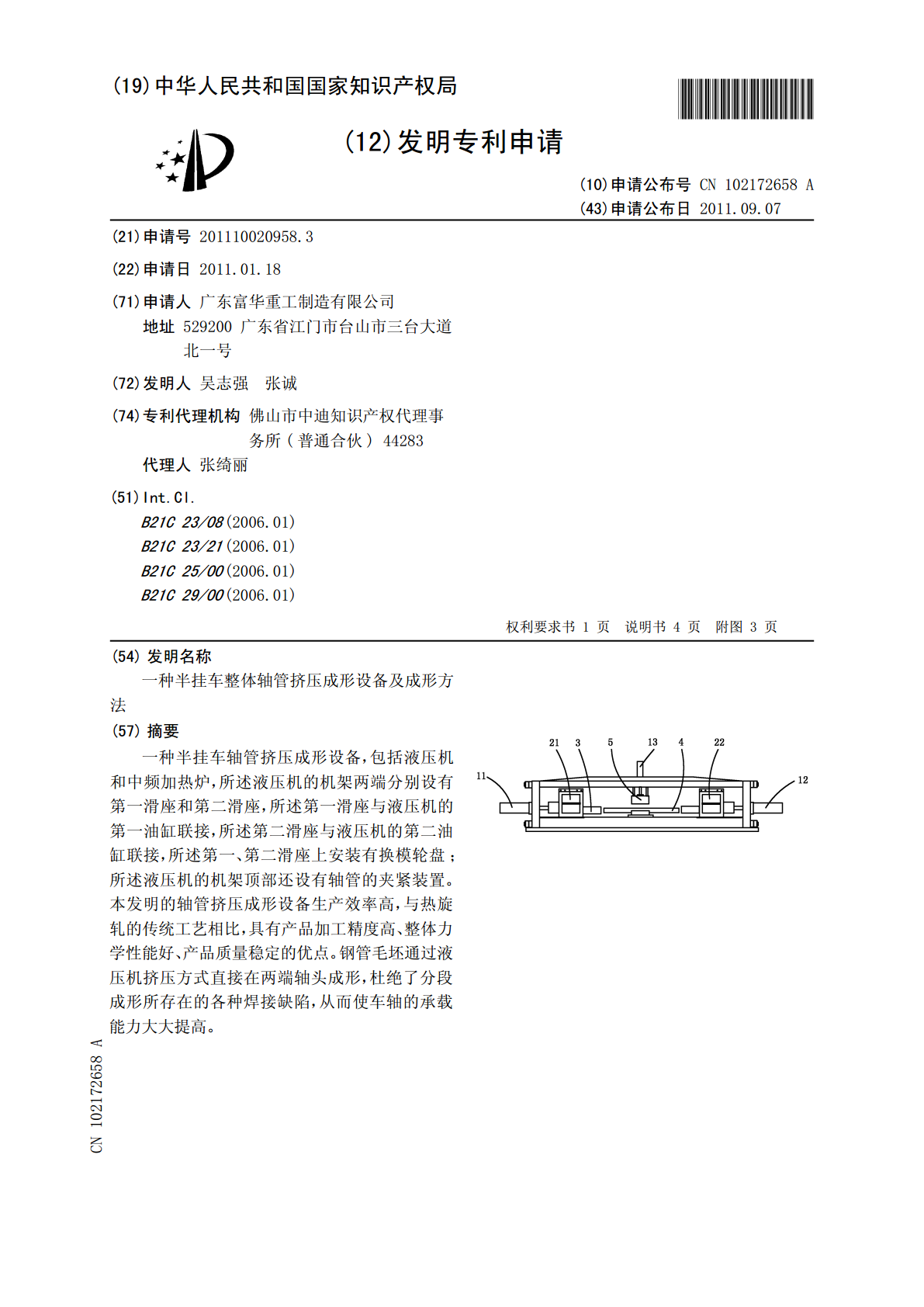
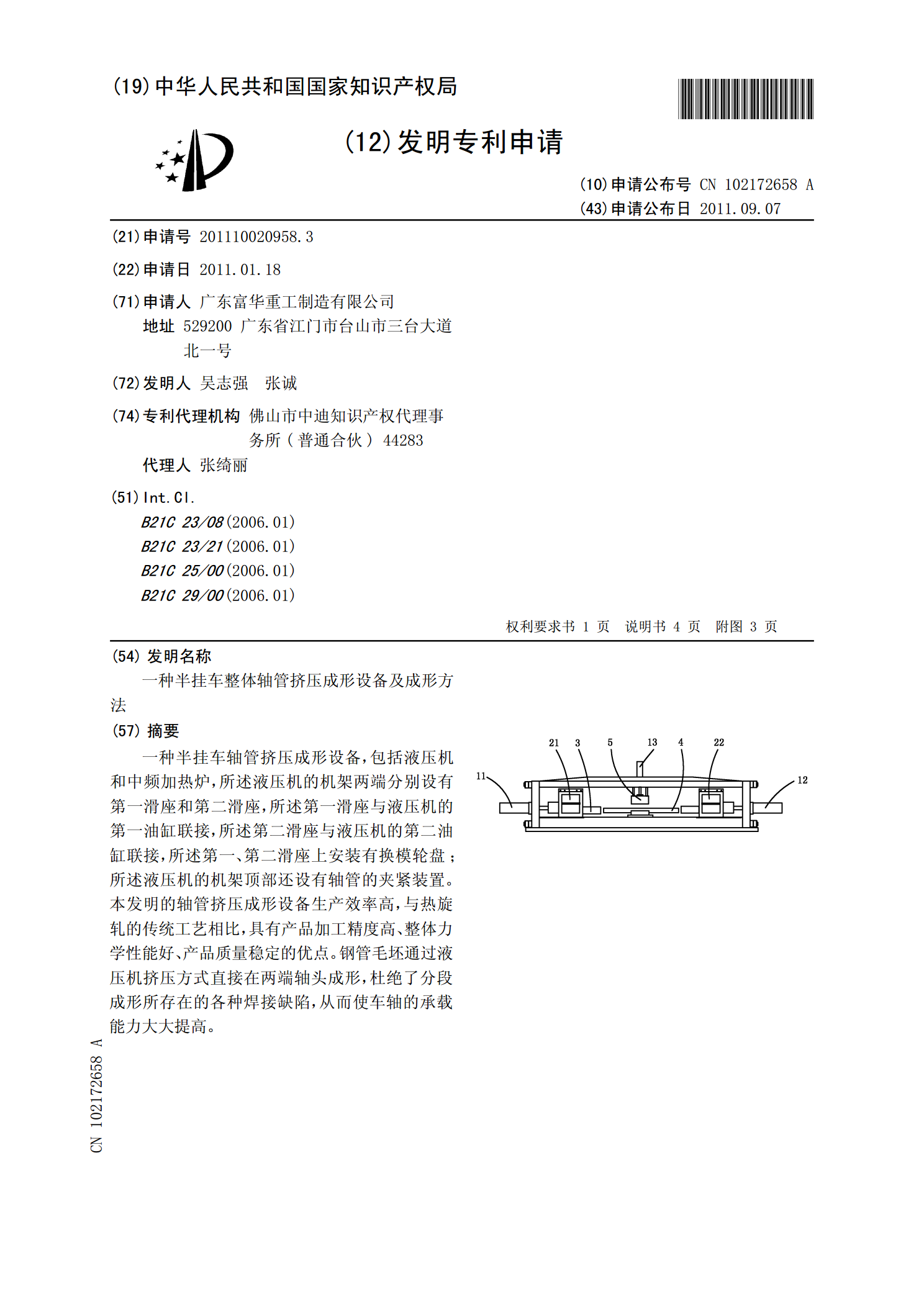
一种半挂车轴管挤压成形设备,包括液压机和中频加热炉,所述液压机的机架两端分别设有第一滑座和第二滑座,所述第一滑座与液压机的第一油缸联接,所述第二滑座与液压机的第二油缸联接,所述第一、第二滑座上安装有换模轮盘;所述液压机的机架顶部还设有轴管的夹紧装置。本发明的轴管挤压成形设备生产效率高,与热旋轧的传统工艺相比,具有产品加工精度高、整体力学性能好、产品质量稳定的优点。钢管毛坯通过液压机挤压方式直接在两端轴头成形,杜绝了分段成形所存在的各种焊接缺陷,从而使车轴的承载能力大大提高。
外花键轴冷挤压精确成形装置及成形方法.pdf
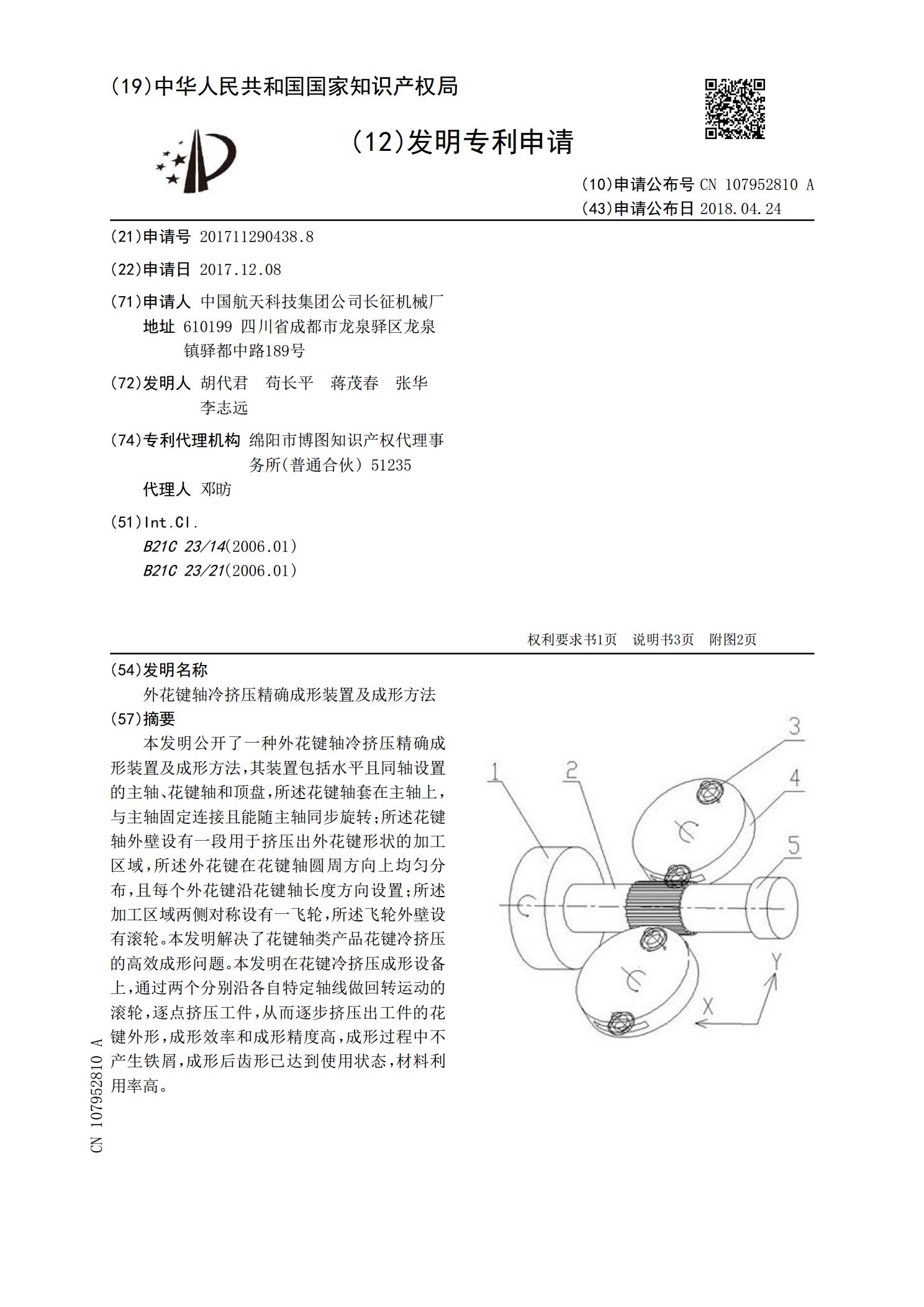
本发明公开了一种外花键轴冷挤压精确成形装置及成形方法,其装置包括水平且同轴设置的主轴、花键轴和顶盘,所述花键轴套在主轴上,与主轴固定连接且能随主轴同步旋转;所述花键轴外壁设有一段用于挤压出外花键形状的加工区域,所述外花键在花键轴圆周方向上均匀分布,且每个外花键沿花键轴长度方向设置;所述加工区域两侧对称设有一飞轮,所述飞轮外壁设有滚轮。本发明解决了花键轴类产品花键冷挤压的高效成形问题。本发明在花键冷挤压成形设备上,通过两个分别沿各自特定轴线做回转运动的滚轮,逐点挤压工件,从而逐步挤压出工件的花键外形,成形效
后桥整体车轴快捷挤压成形的方法.pdf
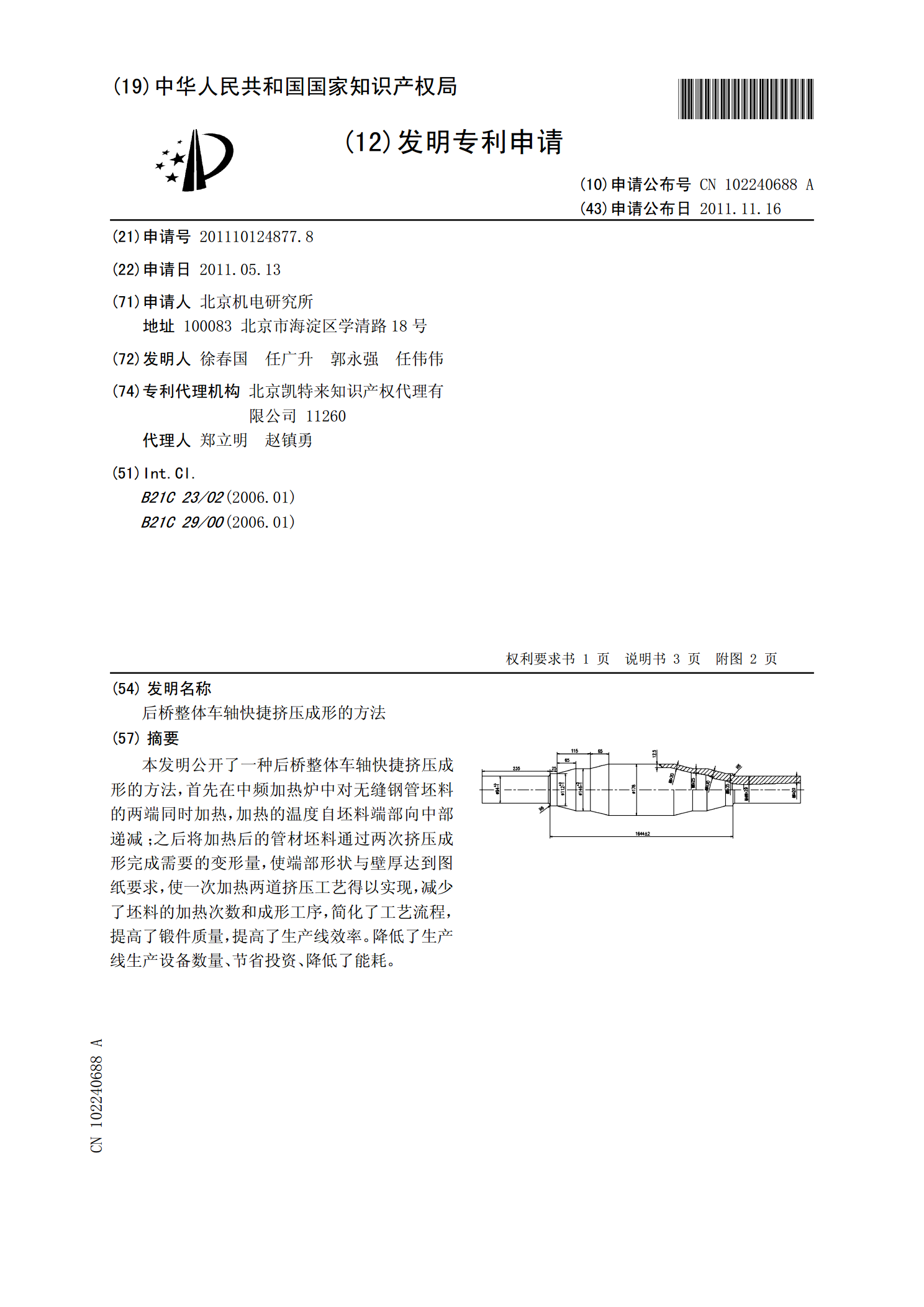
本发明公开了一种后桥整体车轴快捷挤压成形的方法,首先在中频加热炉中对无缝钢管坯料的两端同时加热,加热的温度自坯料端部向中部递减;之后将加热后的管材坯料通过两次挤压成形完成需要的变形量,使端部形状与壁厚达到图纸要求,使一次加热两道挤压工艺得以实现,减少了坯料的加热次数和成形工序,简化了工艺流程,提高了锻件质量,提高了生产线效率。降低了生产线生产设备数量、节省投资、降低了能耗。
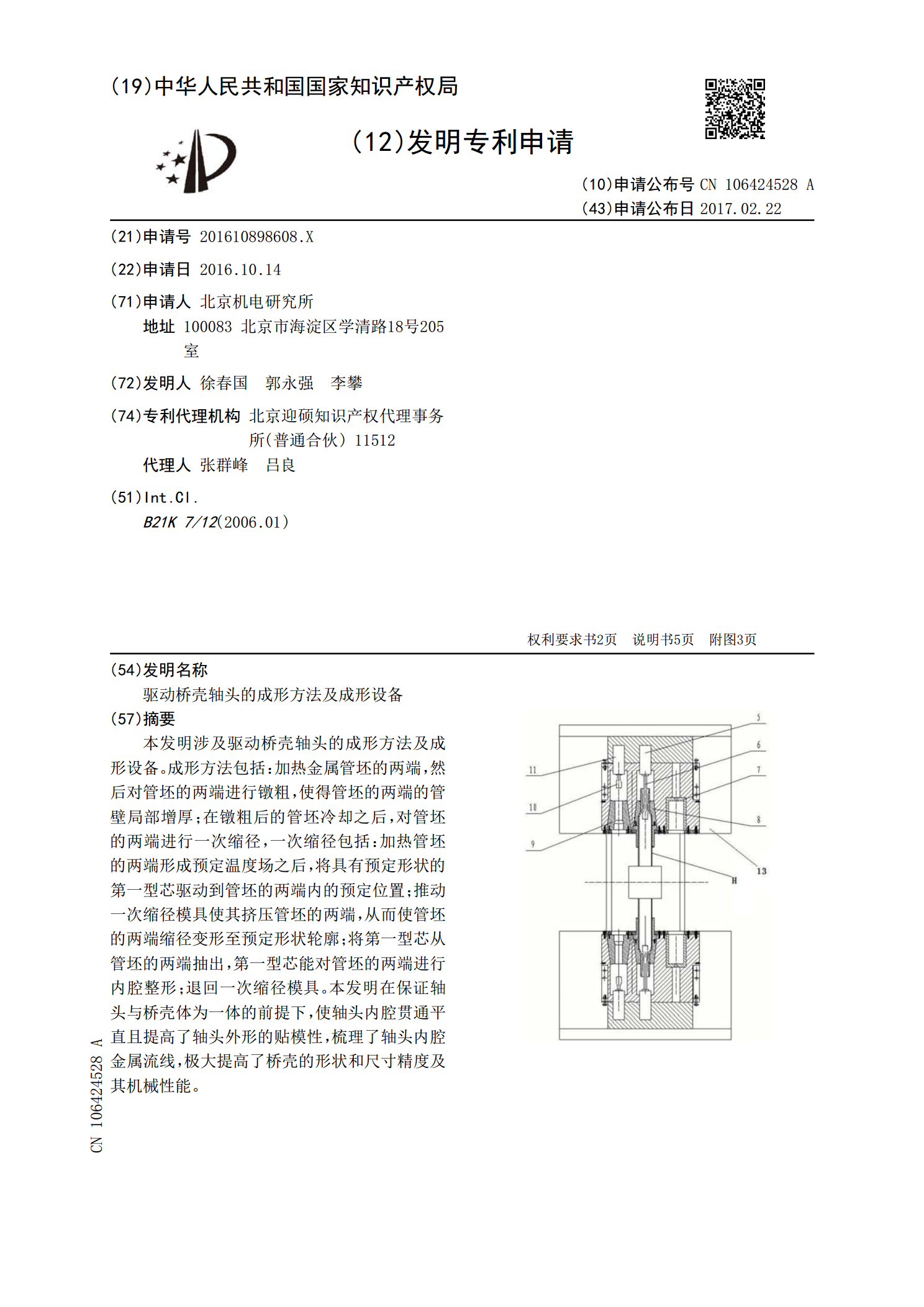
驱动桥壳轴头的成形方法及成形设备.pdf
本发明涉及驱动桥壳轴头的成形方法及成形设备。成形方法包括:加热金属管坯的两端,然后对管坯的两端进行镦粗,使得管坯的两端的管壁局部增厚;在镦粗后的管坯冷却之后,对管坯的两端进行一次缩径,一次缩径包括:加热管坯的两端形成预定温度场之后,将具有预定形状的第一型芯驱动到管坯的两端内的预定位置;推动一次缩径模具使其挤压管坯的两端,从而使管坯的两端缩径变形至预定形状轮廓;将第一型芯从管坯的两端抽出,第一型芯能对管坯的两端进行内腔整形;退回一次缩径模具。本发明在保证轴头与桥壳体为一体的前提下,使轴头内腔贯通平直且提高了
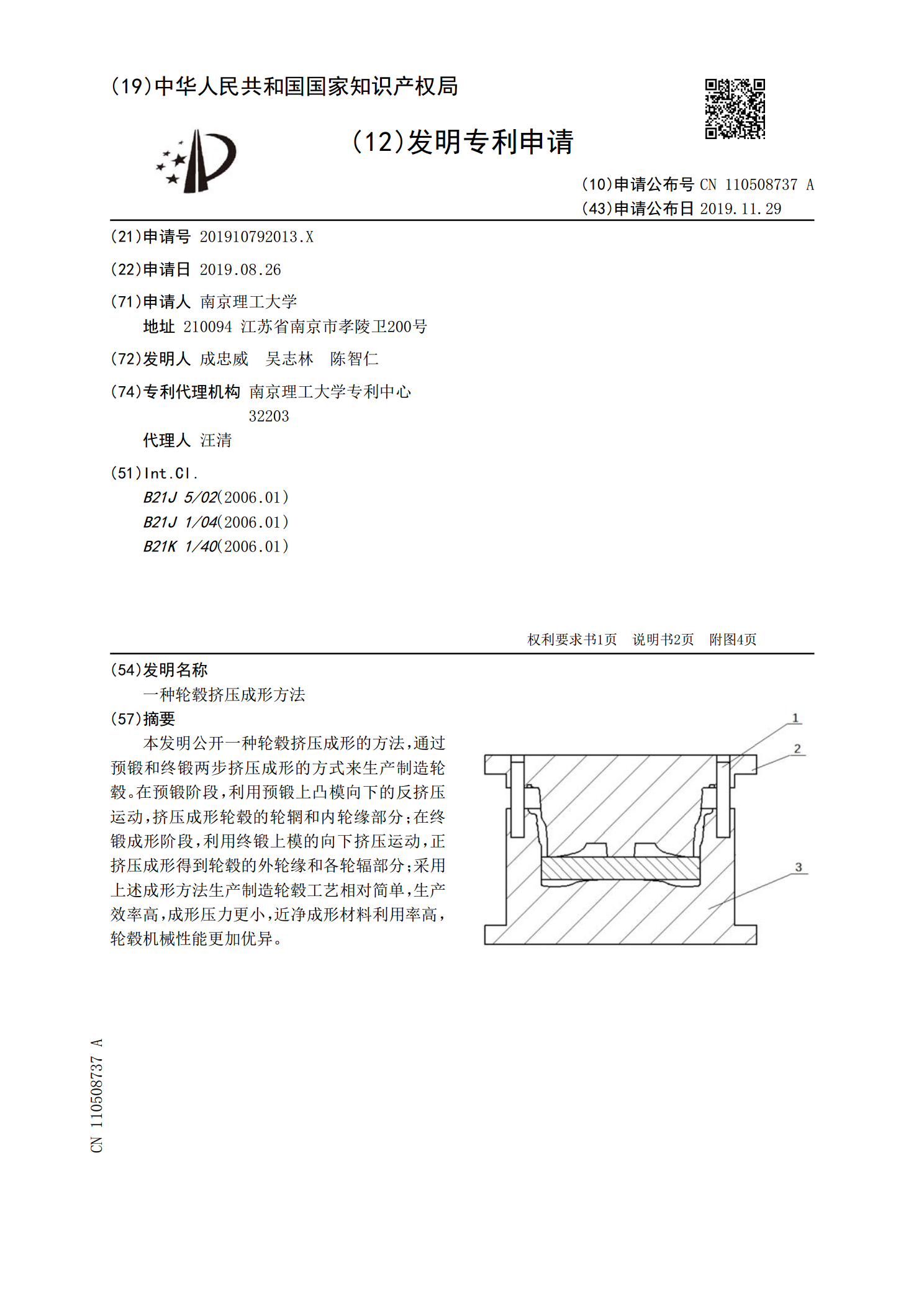
一种轮毂挤压成形方法.pdf
本发明公开一种轮毂挤压成形的方法,通过预锻和终锻两步挤压成形的方式来生产制造轮毂。在预锻阶段,利用预锻上凸模向下的反挤压运动,挤压成形轮毂的轮辋和内轮缘部分;在终锻成形阶段,利用终锻上模的向下挤压运动,正挤压成形得到轮毂的外轮缘和各轮辐部分;采用上述成形方法生产制造轮毂工艺相对简单,生产效率高,成形压力更小,近净成形材料利用率高,轮毂机械性能更加优异。