
一种复杂异型工件自动焊接系统及方法.pdf

邻家****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种复杂异型工件自动焊接系统及方法.pdf
本发明公开了一种复杂异型工件的自动焊接系统,包括底座、设置在所述底座上的工件装夹系统、焊接执行系统、主控制系统及触摸屏,所述的工件装夹系统包括气缸支架、竖直设置在所述气缸支架上的下压气缸、连接下压气缸的推拉板、通过推力轴承转动设置在推拉板底部的第二夹具;所述的焊接执行系统包括回转机构、十字滑台机构,用于带动焊枪和工件进行相应的插补运动,完成轮廓焊接;所述主控制系统与回转机构及十字滑台机构电路连接,用于根据工件形状,进行插补计算,并发送运动脉冲至所述的焊接执行系统。本发明还提供了一种复杂异型工件的自动焊接方

一种复杂异型工件自动焊接轨迹生成系统及方法.pdf
本发明公开了一种复杂异型工件自动焊接轨迹生成系统,包括工作台、用于固定工件的工件支撑回转台、实现工件三轴移动的工件装夹系统、机器视觉测量系统、触控显示屏,运动控制系统,所述的工件支撑回转台和工件装夹系统设置在工作台上;所述触控显示屏与运动控制系统电路连接,并通过安装手臂固定在工作台一侧,所述机器视觉测量系统通过机器视觉测量系统支撑台固定在工作台上用于根据获取的工件图像获得焊接轨迹;所述的运动控制系统包括运动控制器,用于驱动焊接机械手进行相应的轮廓焊接。本发明还公开了一种复杂异型工件自动焊接轨迹生成方法。本
一种基于视觉传感的复杂异型结构远程激光焊接方法.pdf
本发明公开了一种基于视觉传感的复杂异型结构远程激光焊接方法,针对异型结构焊接过程中存在的机器人干涉的问题,采用远程激光焊接技术,实现了无空间障碍下的焊接。所述远程焊接方法包括设计激光扫描路径,制定合理激光焊接工艺,实时监控焊接过程,及时优化聚焦位置,最终实现复杂异型结构的焊接。特别地,所述远程激光焊接指有效焊接距离可达450mm;所述激光扫描路径为摆动焊接路径,具体包括V形路径、圆弧形路径;所述实时监控过程为基于视觉传感器的焊缝自动追踪。本发明面向传统焊接头无法深入的盲区及难焊接区域提供了一种远程焊接方法

异型截面工件柔性焊接切割装置.pdf
一种异型截面工件柔性焊接切割装置,主要由柔性传动装置(1)和工件固定装置(2)组成,其中:在基板(11)上固定有环形导轨(12),并镶嵌有传动链条(13),在其下方安装有传动电机(16),并可驱动传动链轮(14),在工件(3)凹陷处设置两个压紧传动链条(13)的压轮(15),焊枪支撑架(17)与传动链条(13)连接,并能与其随动,在基板(11)的下面固定由压紧静板(21),通过压紧旋钮(23)可使压紧动板(22)顶紧固定工件(3)。本发明可对异型截面工件进行柔性仿形,适用于各种异型截面工件的切割、工件表面
自动焊接系统和自动焊接方法.pdf
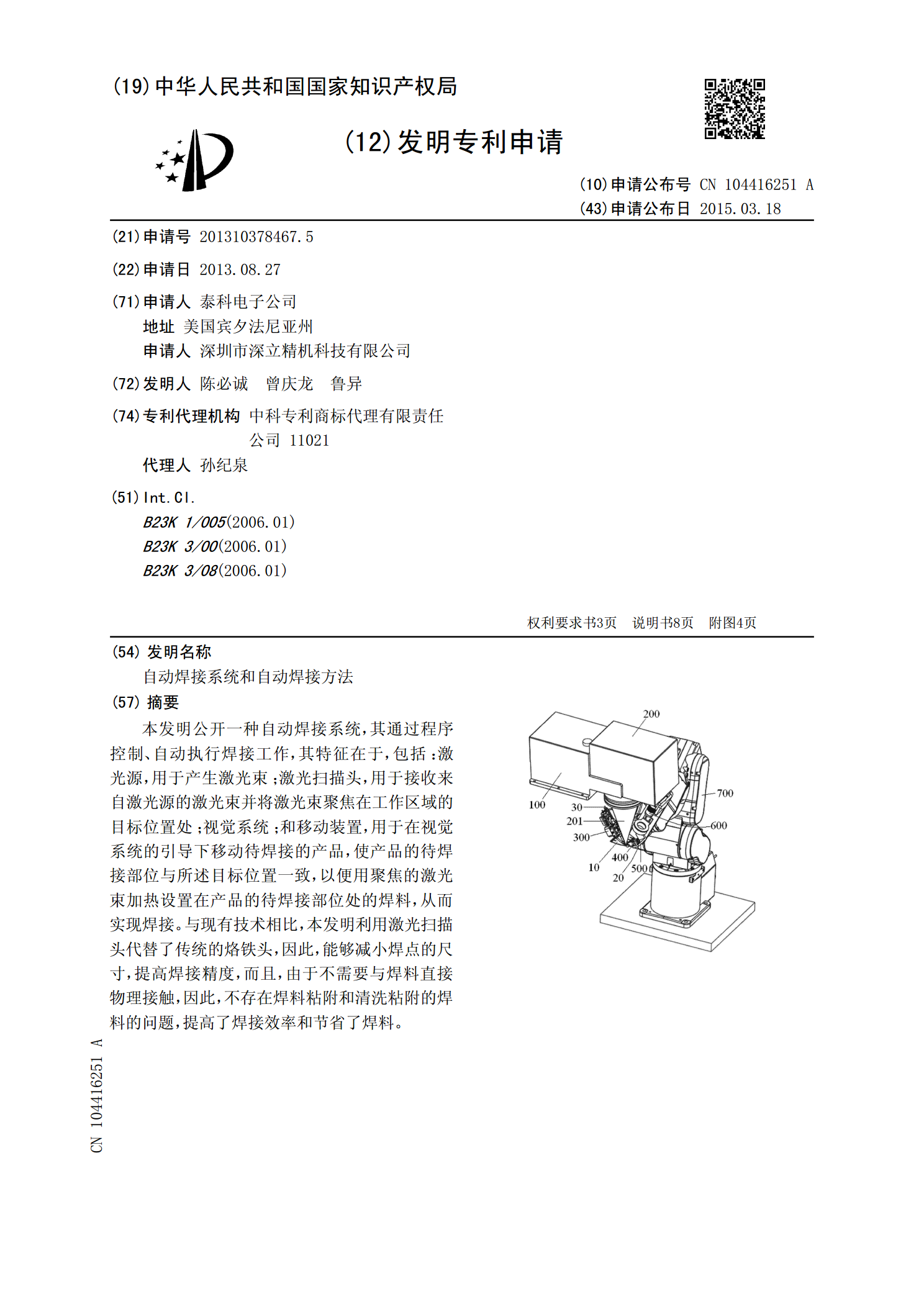
本发明公开一种自动焊接系统,其通过程序控制、自动执行焊接工作,其特征在于,包括:激光源,用于产生激光束;激光扫描头,用于接收来自激光源的激光束并将激光束聚焦在工作区域的目标位置处;视觉系统;和移动装置,用于在视觉系统的引导下移动待焊接的产品,使产品的待焊接部位与所述目标位置一致,以便用聚焦的激光束加热设置在产品的待焊接部位处的焊料,从而实现焊接。与现有技术相比,本发明利用激光扫描头代替了传统的烙铁头,因此,能够减小焊点的尺寸,提高焊接精度,而且,由于不需要与焊料直接物理接触,因此,不存在焊料粘附和清洗粘附