
自动焊接系统和自动焊接方法.pdf

是你****辉呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
自动焊接系统和自动焊接方法.pdf
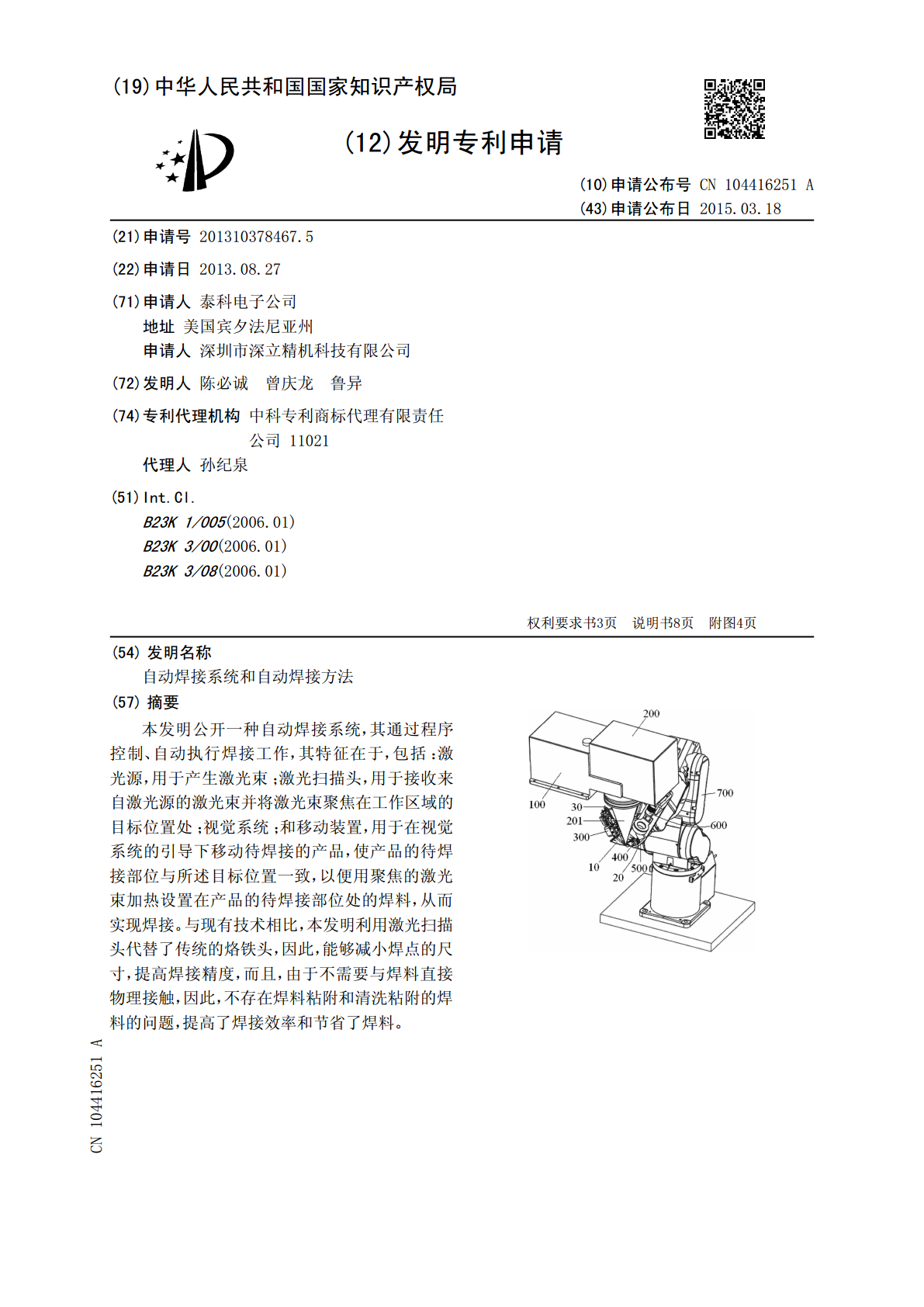
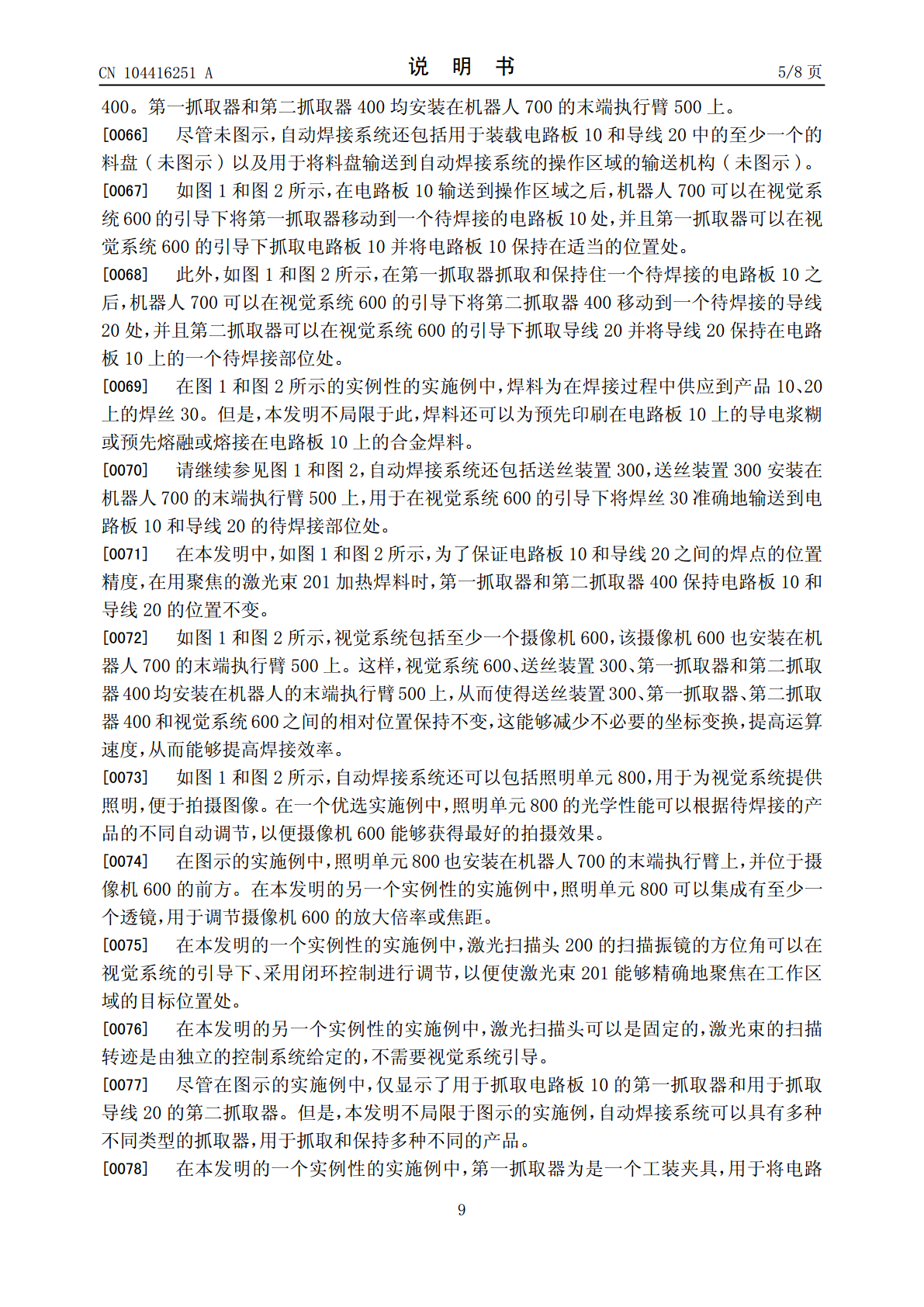
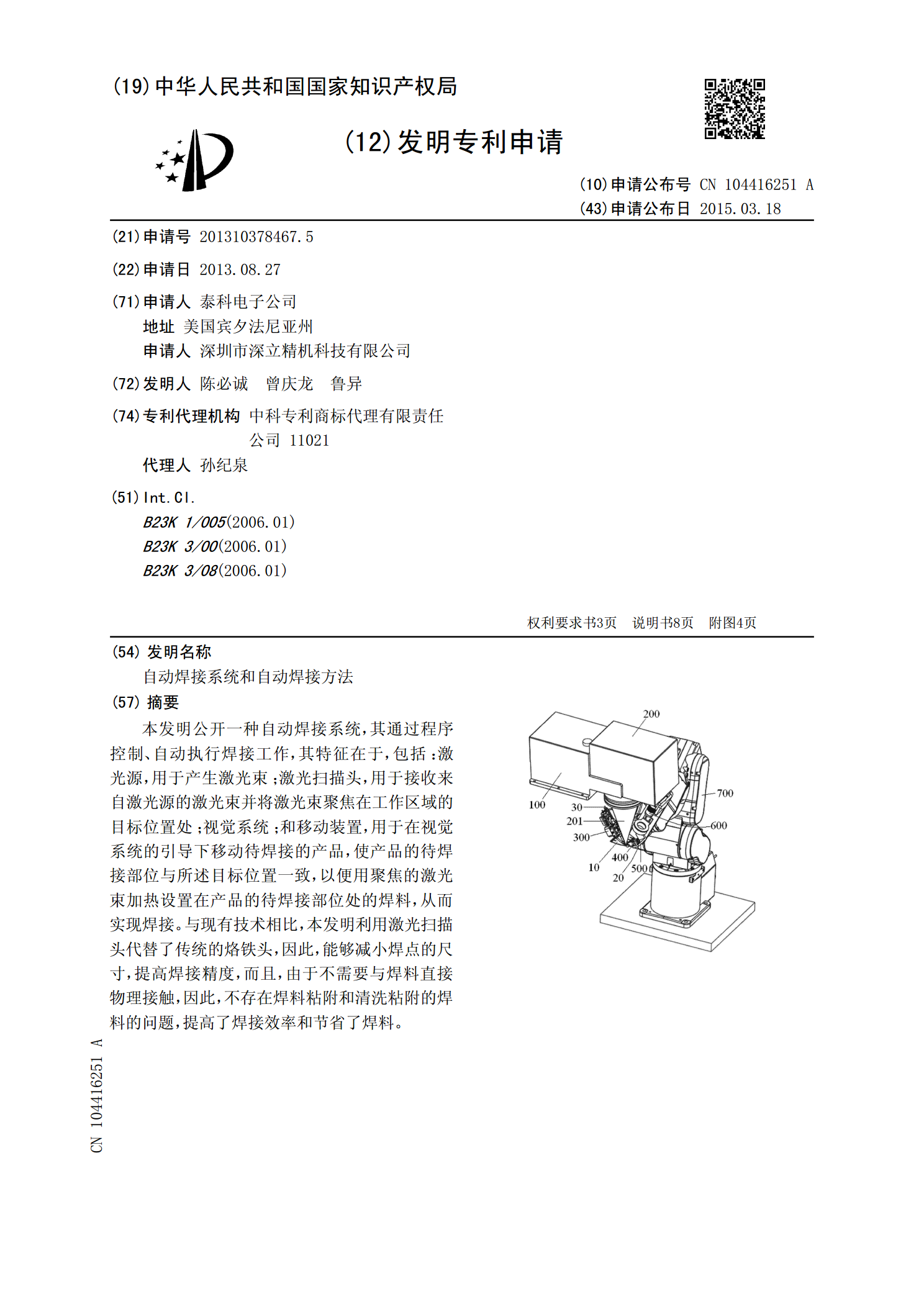
本发明公开一种自动焊接系统,其通过程序控制、自动执行焊接工作,其特征在于,包括:激光源,用于产生激光束;激光扫描头,用于接收来自激光源的激光束并将激光束聚焦在工作区域的目标位置处;视觉系统;和移动装置,用于在视觉系统的引导下移动待焊接的产品,使产品的待焊接部位与所述目标位置一致,以便用聚焦的激光束加热设置在产品的待焊接部位处的焊料,从而实现焊接。与现有技术相比,本发明利用激光扫描头代替了传统的烙铁头,因此,能够减小焊点的尺寸,提高焊接精度,而且,由于不需要与焊料直接物理接触,因此,不存在焊料粘附和清洗粘附
自动焊接系统及方法.pdf
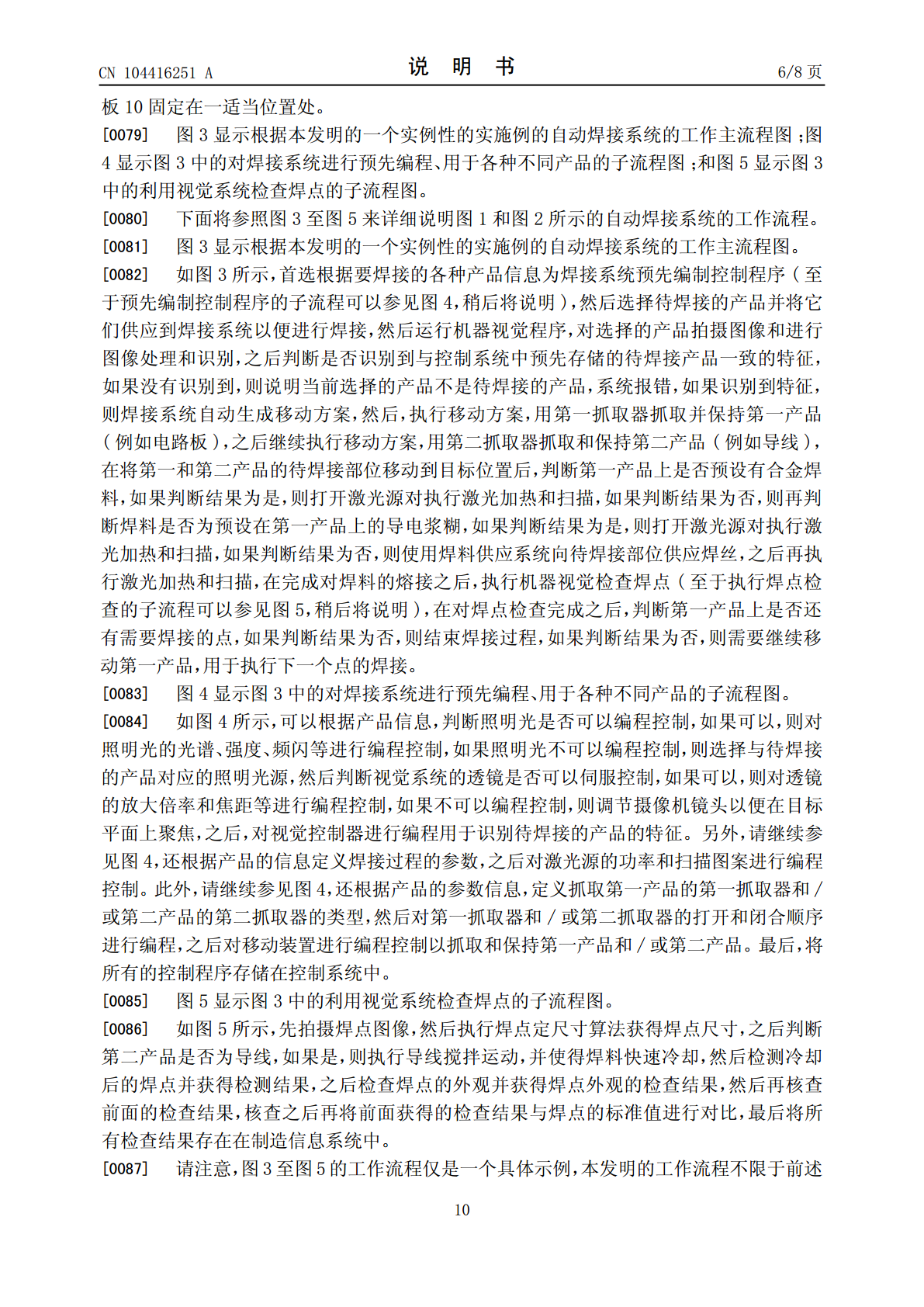
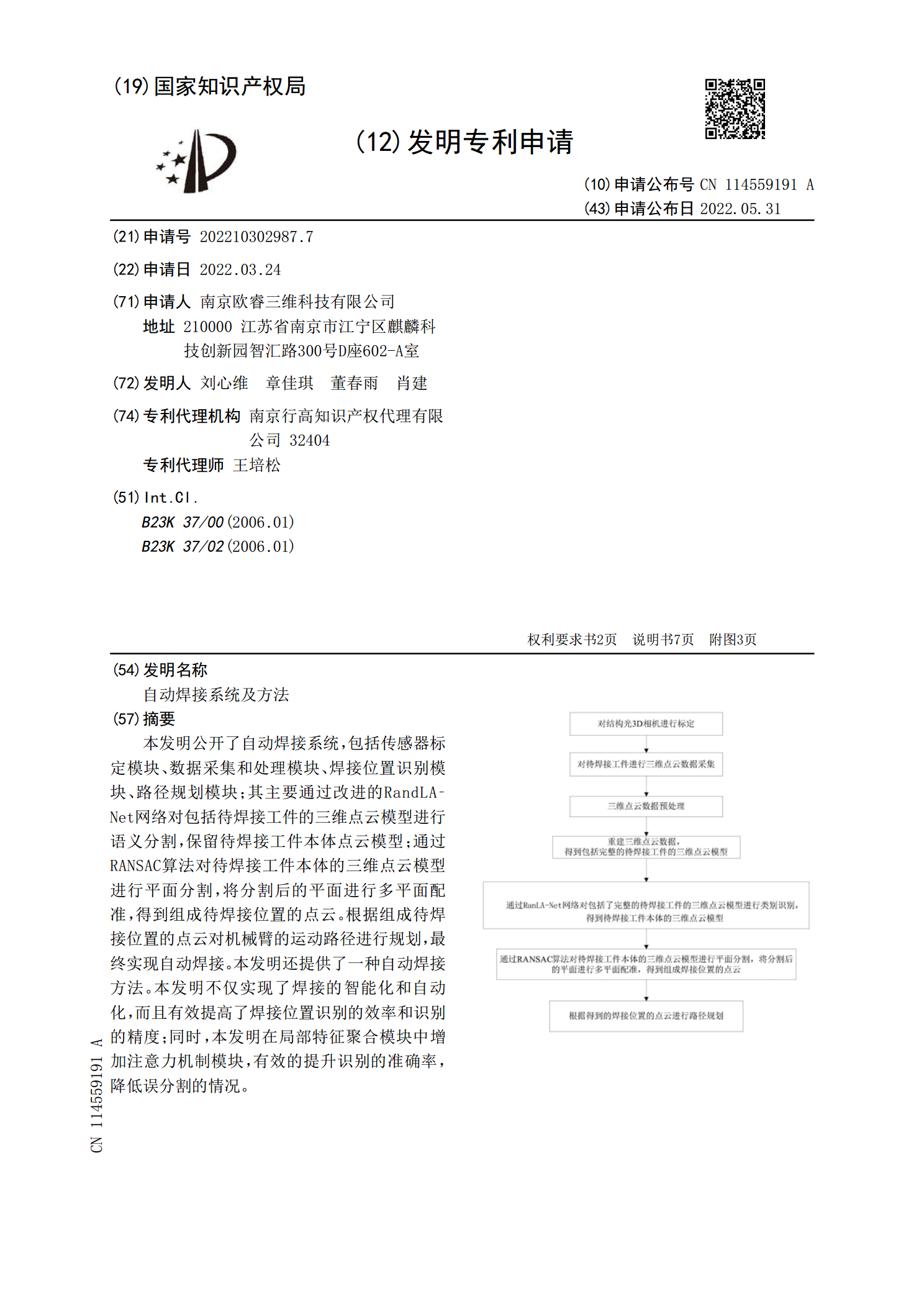
本发明公开了自动焊接系统,包括传感器标定模块、数据采集和处理模块、焊接位置识别模块、路径规划模块;其主要通过改进的RandLA‑Net网络对包括待焊接工件的三维点云模型进行语义分割,保留待焊接工件本体点云模型;通过RANSAC算法对待焊接工件本体的三维点云模型进行平面分割,将分割后的平面进行多平面配准,得到组成待焊接位置的点云。根据组成待焊接位置的点云对机械臂的运动路径进行规划,最终实现自动焊接。本发明还提供了一种自动焊接方法。本发明不仅实现了焊接的智能化和自动化,而且有效提高了焊接位置识别的效率和识别的
为焊接工序准备自动焊接方法的方法和用于执行自动焊接方法的焊接装置.pdf
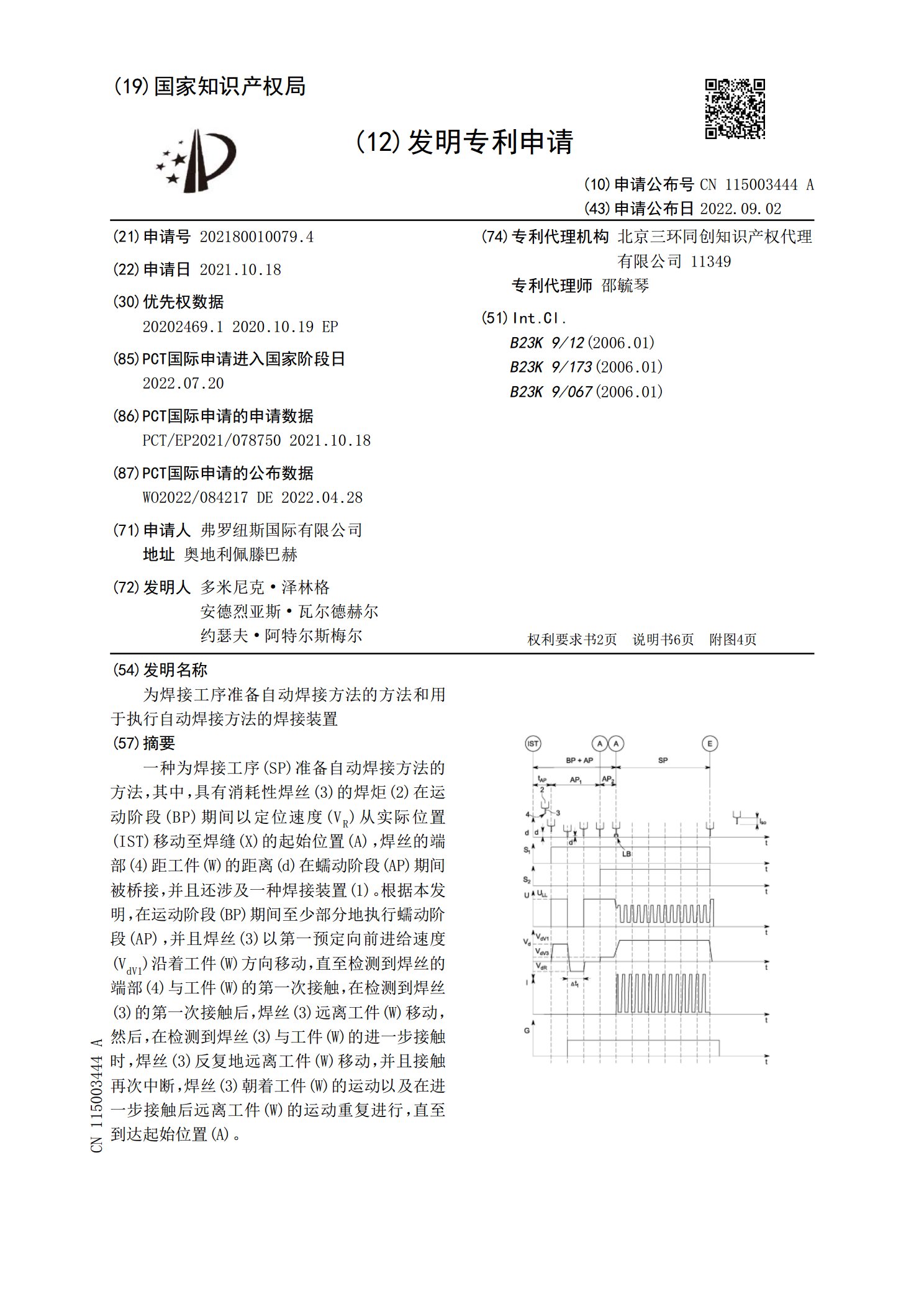
一种为焊接工序(SP)准备自动焊接方法的方法,其中,具有消耗性焊丝(3)的焊炬(2)在运动阶段(BP)期间以定位速度(V<base:Sub>R</base:Sub>)从实际位置(IST)移动至焊缝(X)的起始位置(A),焊丝的端部(4)距工件(W)的距离(d)在蠕动阶段(AP)期间被桥接,并且还涉及一种焊接装置(1)。根据本发明,在运动阶段(BP)期间至少部分地执行蠕动阶段(AP),并且焊丝(3)以第一预定向前进给速度(V<base:Sub>dV1</base:Sub>)沿着工件(W)方向移动,直至检测到
自动焊接系统.pdf
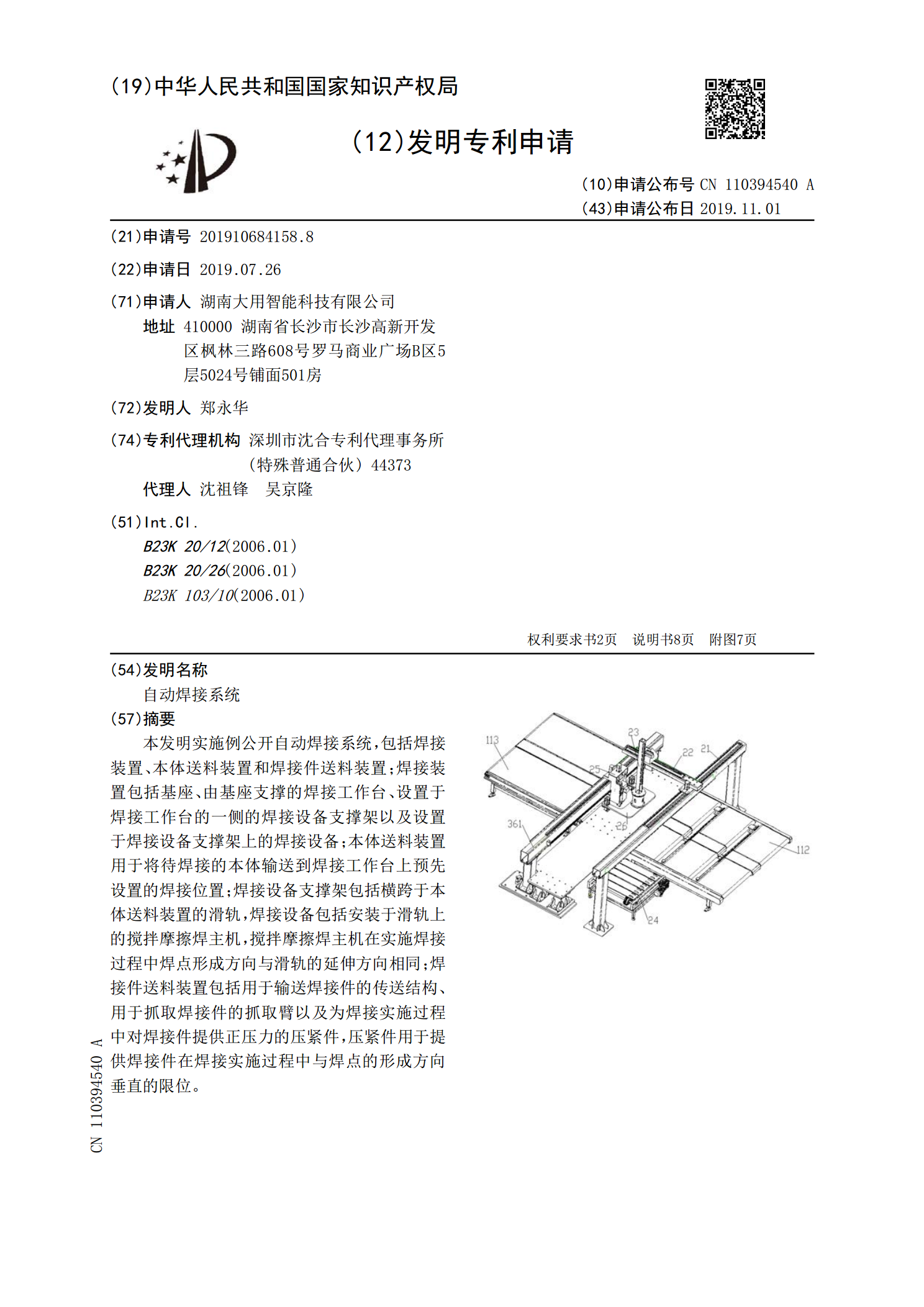
本发明实施例公开自动焊接系统,包括焊接装置、本体送料装置和焊接件送料装置;焊接装置包括基座、由基座支撑的焊接工作台、设置于焊接工作台的一侧的焊接设备支撑架以及设置于焊接设备支撑架上的焊接设备;本体送料装置用于将待焊接的本体输送到焊接工作台上预先设置的焊接位置;焊接设备支撑架包括横跨于本体送料装置的滑轨,焊接设备包括安装于滑轨上的搅拌摩擦焊主机,搅拌摩擦焊主机在实施焊接过程中焊点形成方向与滑轨的延伸方向相同;焊接件送料装置包括用于输送焊接件的传送结构、用于抓取焊接件的抓取臂以及为焊接实施过程中对焊接件提供正
自动焊接加工装置和焊接加工方法.pdf
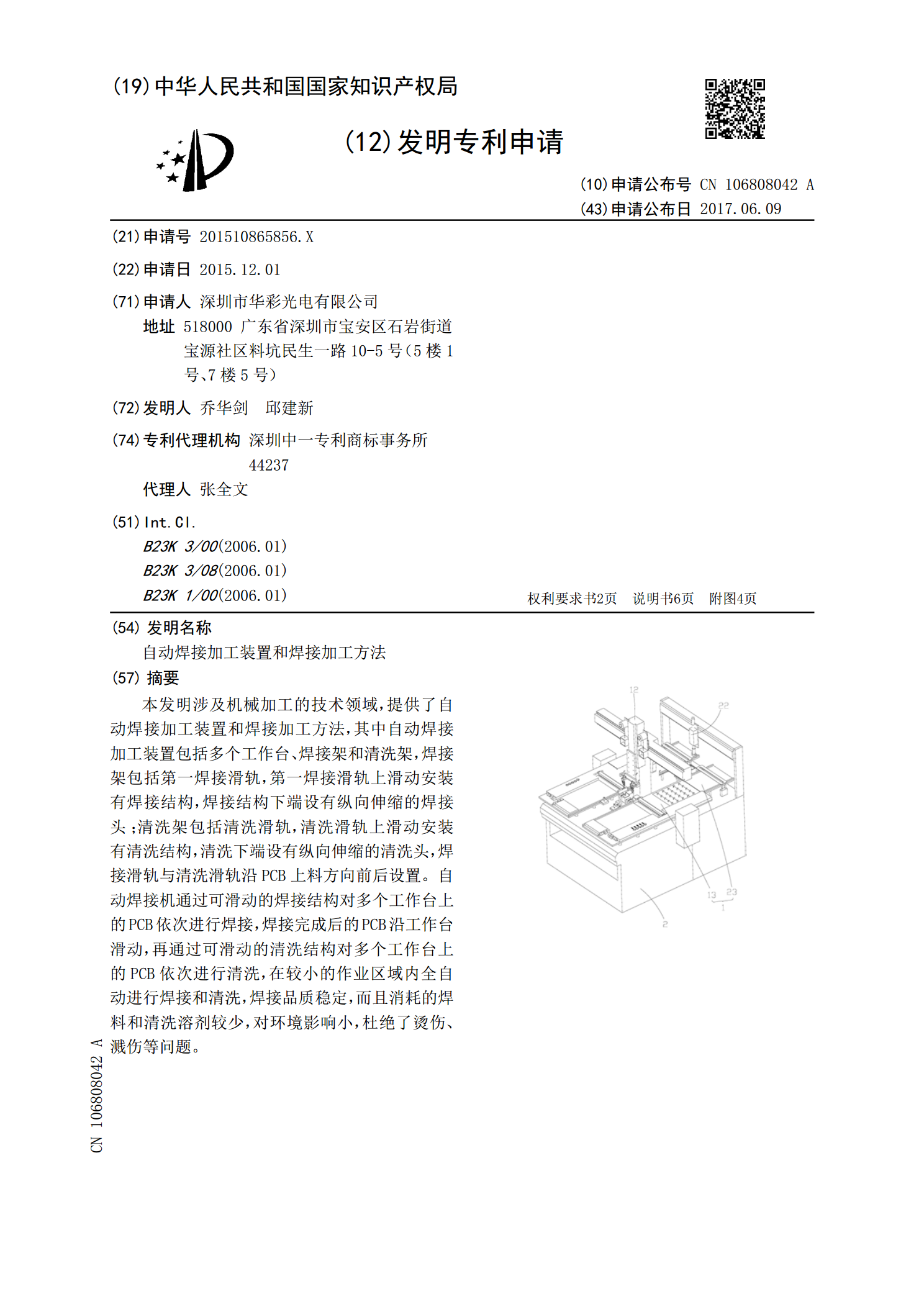
本发明涉及机械加工的技术领域,提供了自动焊接加工装置和焊接加工方法,其中自动焊接加工装置包括多个工作台、焊接架和清洗架,焊接架包括第一焊接滑轨,第一焊接滑轨上滑动安装有焊接结构,焊接结构下端设有纵向伸缩的焊接头;清洗架包括清洗滑轨,清洗滑轨上滑动安装有清洗结构,清洗下端设有纵向伸缩的清洗头,焊接滑轨与清洗滑轨沿PCB上料方向前后设置。自动焊接机通过可滑动的焊接结构对多个工作台上的PCB依次进行焊接,焊接完成后的PCB沿工作台滑动,再通过可滑动的清洗结构对多个工作台上的PCB依次进行清洗,在较小的作业区域内