
一种基于光外同轴送粉的变宽度薄壁件激光熔覆成形方法.pdf

书生****12


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于光外同轴送粉的变宽度薄壁件激光熔覆成形方法.pdf
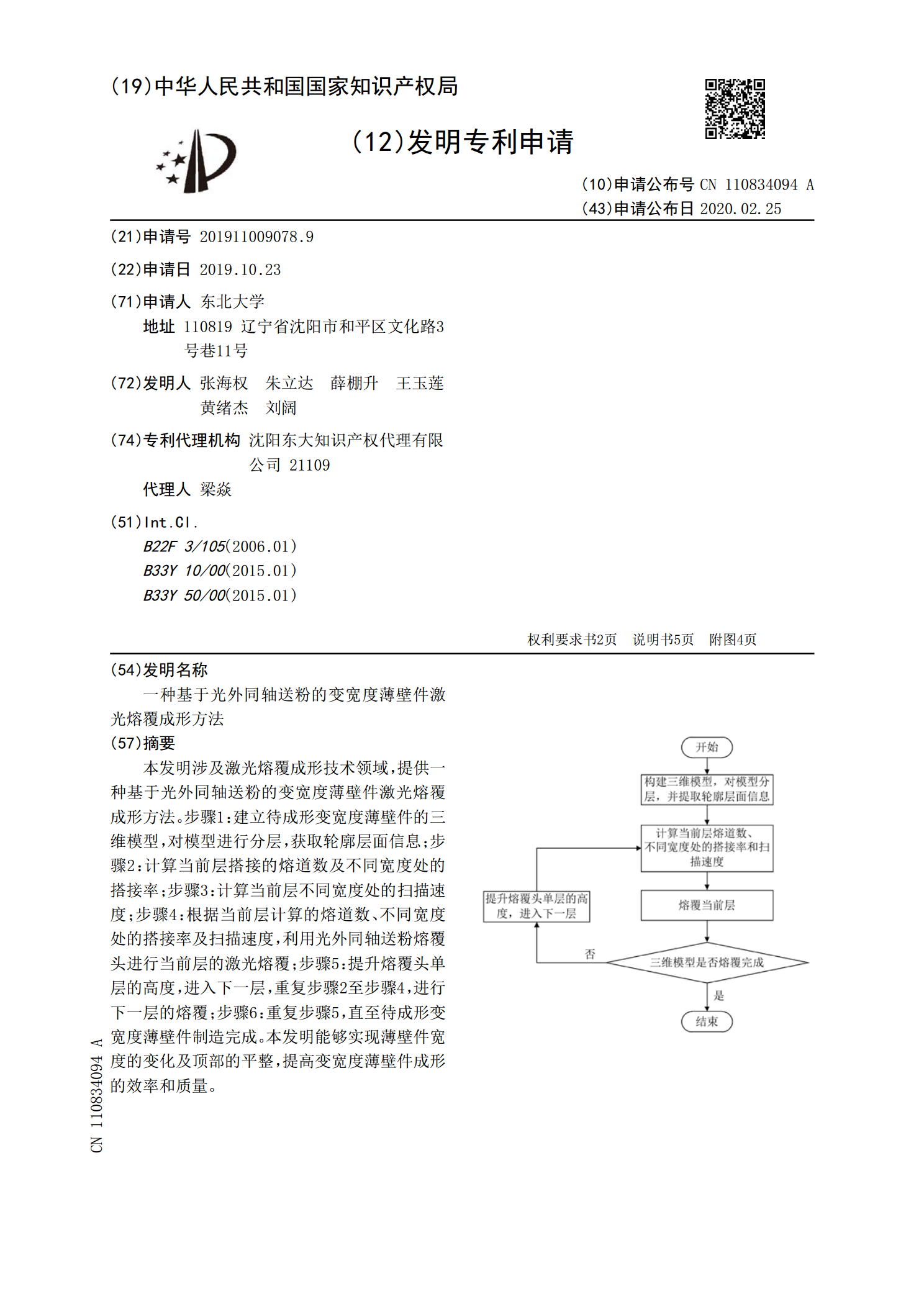
本发明涉及激光熔覆成形技术领域,提供一种基于光外同轴送粉的变宽度薄壁件激光熔覆成形方法。步骤1:建立待成形变宽度薄壁件的三维模型,对模型进行分层,获取轮廓层面信息;步骤2:计算当前层搭接的熔道数及不同宽度处的搭接率;步骤3:计算当前层不同宽度处的扫描速度;步骤4:根据当前层计算的熔道数、不同宽度处的搭接率及扫描速度,利用光外同轴送粉熔覆头进行当前层的激光熔覆;步骤5:提升熔覆头单层的高度,进入下一层,重复步骤2至步骤4,进行下一层的熔覆;步骤6:重复步骤5,直至待成形变宽度薄壁件制造完成。本发明能够实现薄

激光熔覆快速成形光内同轴送粉斜壁堆积的初步研究的综述报告.docx
激光熔覆快速成形光内同轴送粉斜壁堆积的初步研究的综述报告激光熔覆快速成形(LaserCladding)技术是近年来研究的热点之一,该技术可以通过激光加热粉末并熔化粉末使其与被加工材料表面熔融并凝固形成一层新的涂层或部件。这种方法可以广泛应用于制造、航空航天以及军工等许多领域。本文将对激光熔覆快速成形中光内同轴送粉斜壁堆积的初步研究进行综述。激光熔覆快速成形技术的优点是制造高性能功能材料以及实现快速制造。然而,如何保持涂层的均匀性以及保证制造物体的准确性是制约技术广泛应用的关键。通过分析传统的激光熔覆快速成

基于光内送粉的激光熔覆快速成形技术研究的中期报告.docx
基于光内送粉的激光熔覆快速成形技术研究的中期报告摘要:快速成型技术是一种根据设计模型,由计算机将模型分层,逐层构建三维物理模型的加工方法。当前的快速成型技术很多,但激光熔覆快速成型技术已成为一种优秀的制造方式。本文结合光内送粉的激光熔覆快速成型技术,在激光加工、材料特性和过程参数控制等方面进行了详细研究。Ergebnisse:研究结果表明,光内送粉的激光熔覆快速成型技术可实现高精度、高质量的快速成型,其中激光能量、扫描速度、粉末喷射速度、激光扫描方式等是影响成型质量和成型速度的关键参数。此外,合适的材料配

基于光内送粉的激光熔覆快速成形技术研究的任务书.docx
基于光内送粉的激光熔覆快速成形技术研究的任务书任务名称:基于光内送粉的激光熔覆快速成形技术研究任务背景:随着现代制造业的发展和进步,快速成形技术迅速崛起,成为各行各业的热门话题。光内送粉的激光熔覆快速成形技术在工业制造方面具有广泛的应用,特别是制造大型、高复杂性和高精度的零部件方面有着重要意义。因此,开展基于光内送粉的激光熔覆快速成形技术的研究具有重要的理论和实际意义。任务目标:本任务旨在通过研究光内送粉的激光熔覆快速成形技术,探索其在工业制造领域中的应用前景和实际效果,为相关领域的研究和发展提供参考和支

环形激光作用下同轴送粉熔覆工艺参数对成形的影响的综述报告.docx
环形激光作用下同轴送粉熔覆工艺参数对成形的影响的综述报告环形激光作用下同轴送粉熔覆技术是一种新型的金属材料加工方法。该技术利用高功率激光束在金属材料表面进行加热,并通过粉末喷嘴向激光束焦点处喷射金属粉末,从而实现金属材料表面的熔覆。环形激光激发的能量可以较为均匀地分布在焊道上,从而实现旋转熔化成形。不同的熔覆工艺参数会对成形效果产生不同的影响,包括熔池形貌、冷却速率、熔池流动状态等。下面是几个重要的参数:1.激光功率激光功率是环形激光熔覆中最主要的控制参数之一。通常,激光功率越高,能够熔化的金属深度越大,