
一种铣削刀具及应用此刀具加工齿槽的方法.pdf

mm****酱吖

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铣削刀具及应用此刀具加工齿槽的方法.pdf
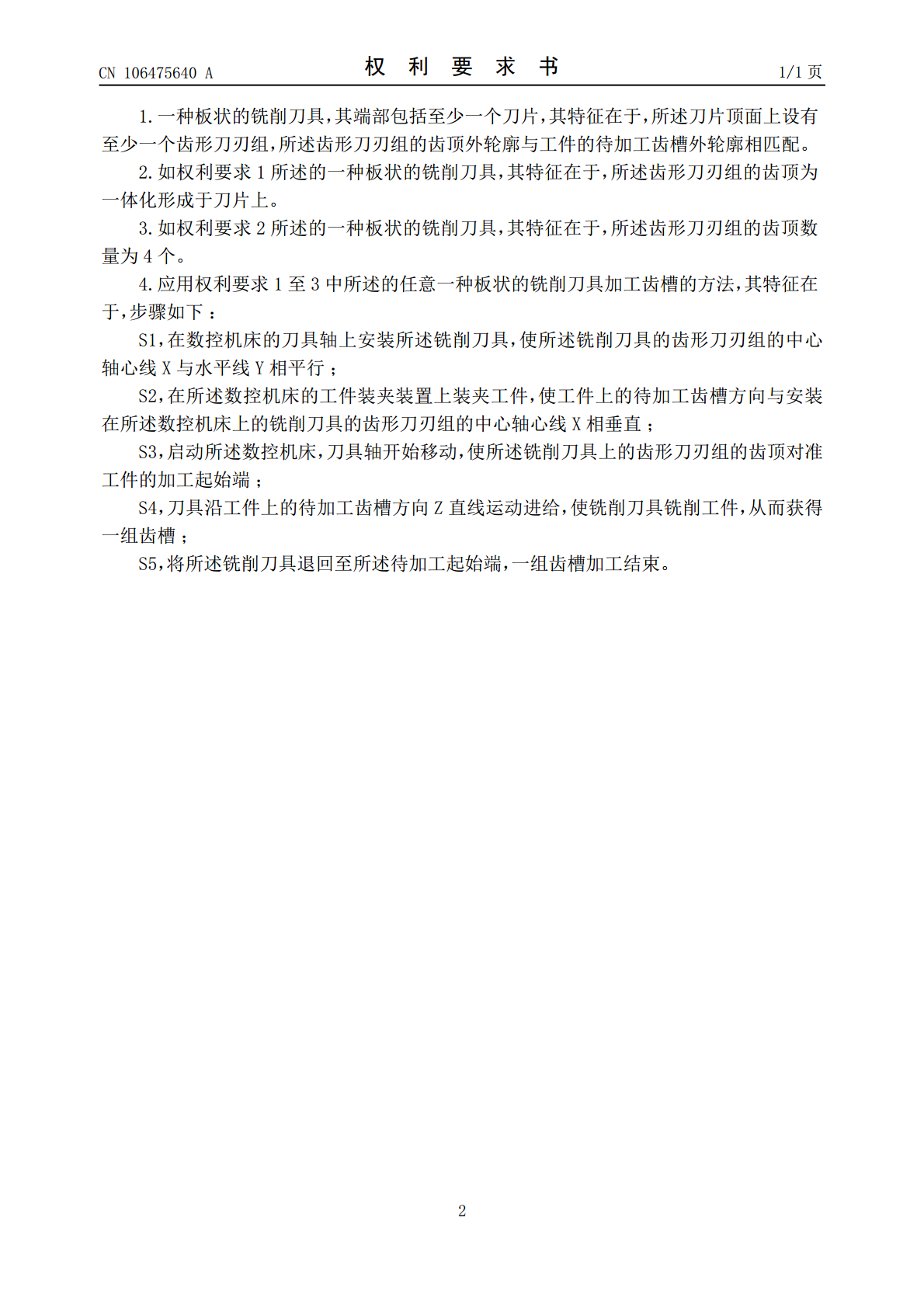
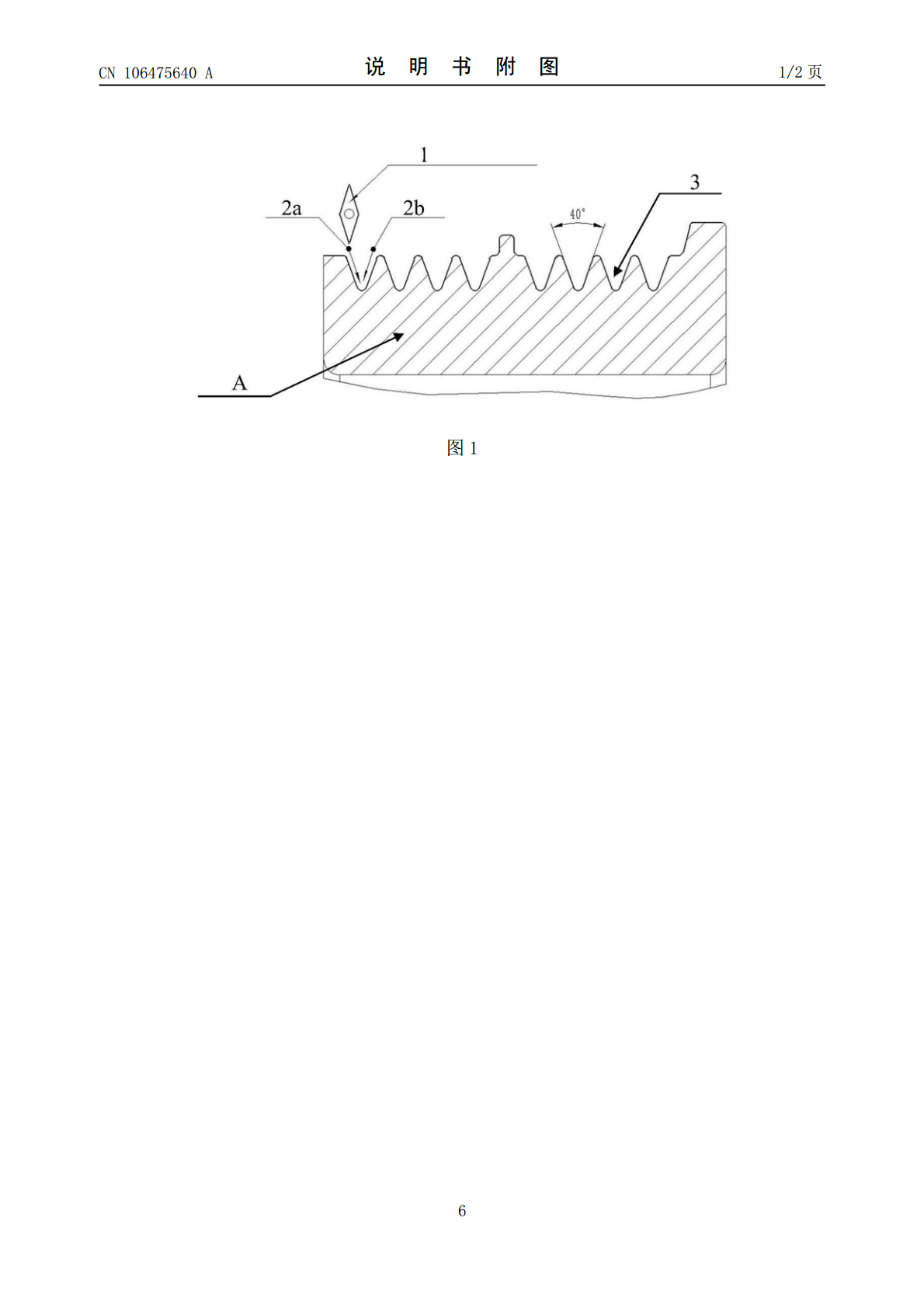
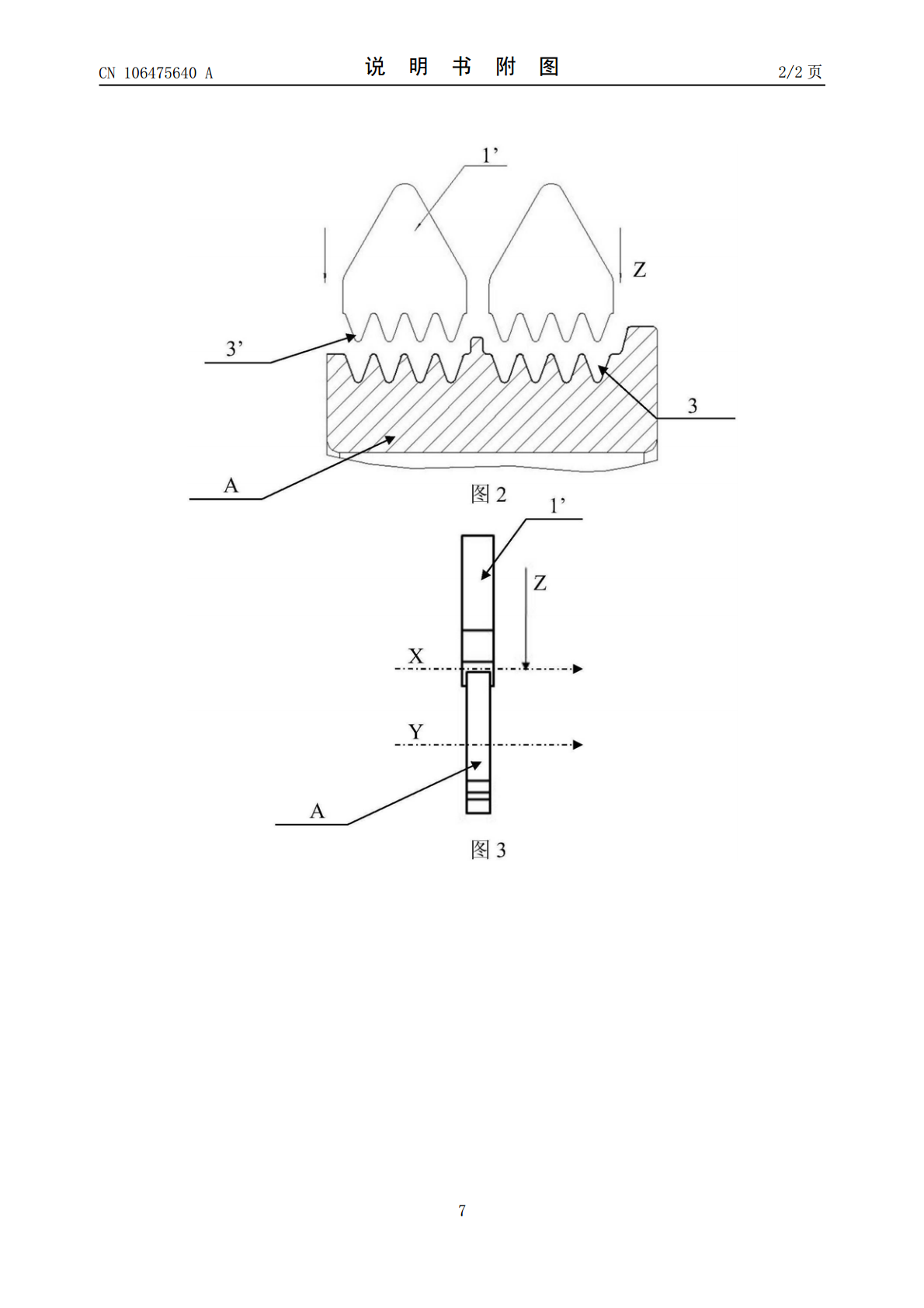
本发明提供了一种板状的铣削刀具,其端部包括至少一个刀片,所述刀片顶面上设有至少一个齿形刀刃组,所述齿形刀刃组的齿顶外轮廓与工件的待加工齿槽外轮廓相匹配。从而可以一次性加工出多个齿槽3,加工时间短,极大地提升了加工效率,并且每个齿槽的距离由刀片上的齿顶来决定,齿顶的大小设定好了,齿槽的跨棒距也就得到了保证。

一种加工齿轮/齿槽的方法及相应的铣削刀具.pdf
一种加工齿轮/齿槽的方法及铣削刀具,铣削刀具包括一圆柱形刀架,该刀架的周向上均布有多个刀片;刀片顶面上设有多个齿形刀刃组;每一齿形刀刃组中,各齿形刀刃沿刀架的轴向排列,且其齿顶连线与待加工工件的外轮廓相匹配。所述的加工方法是采用所述铣削刀具与数控机床,将铣削刀具与待加工工件的齿轮或齿槽方向垂直,铣削刀具旋转时,刀片上的齿形刀刃组将在与刀具轴垂直的方向进行齿形铣削。本发明解决了现有齿轮/齿槽的加工技术中,加工效率和精度较低和对于各类非圆曲面上齿槽加工较难胜任的问题。
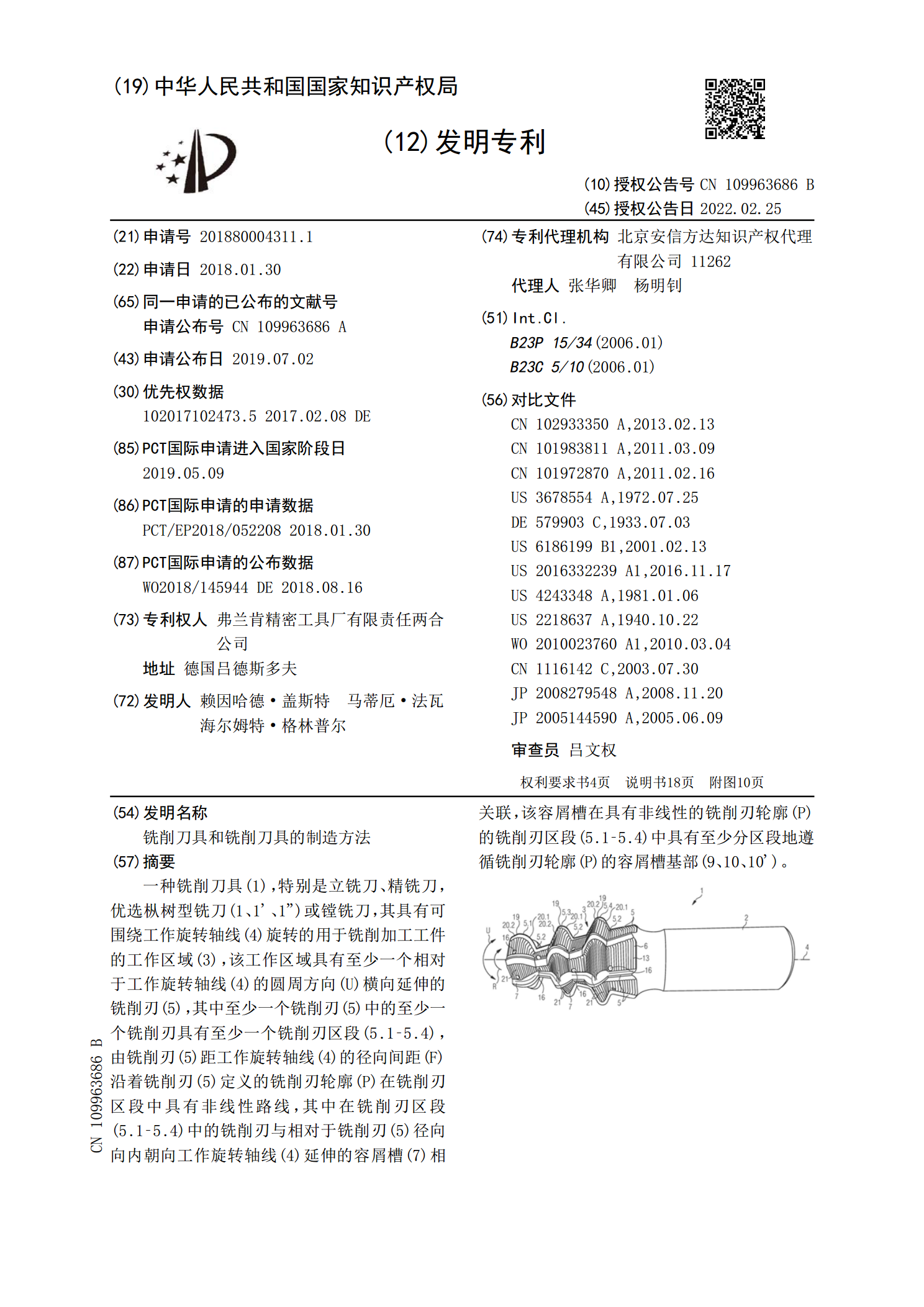
铣削刀具和铣削刀具的制造方法.pdf
一种铣削刀具(1),特别是立铣刀、精铣刀,优选枞树型铣刀(1、1’、1”)或镗铣刀,其具有可围绕工作旋转轴线(4)旋转的用于铣削加工工件的工作区域(3),该工作区域具有至少一个相对于工作旋转轴线(4)的圆周方向(U)横向延伸的铣削刃(5),其中至少一个铣削刃(5)中的至少一个铣削刃具有至少一个铣削刃区段(5.1‑5.4),由铣削刃(5)距工作旋转轴线(4)的径向间距(F)沿着铣削刃(5)定义的铣削刃轮廓(P)在铣削刃区段中具有非线性路线,其中在铣削刃区段(5.1‑5.4)中的铣削刃与相对于铣削刃(5)径向

铣削刀具的加工方式正在改变.doc
目前,在改进这些铣削工序方面有两个主要的方向:一个是通过更高的金属去除率,尤其是在更小的机床上;另一个则是通过一次走刀而获得更好的表面质量来实现。独特的新型铣削刀具即可将这些功能组合到一起。加工方式正在改变一般来说,在机床方面,更小的机床和/或低功率的主轴正在日益增多;高的主轴速度可提供高的切削速度,机床能够实现更高的进给率;刀具室容量突出了对良好刀具通用性的需求;对操作员进行监督的需求也越来越小。在操作方面,由于对机床有利并且适合低功耗可用性,因此小切削深度就成为首选,追求更多组合的粗加工/精加工切削,
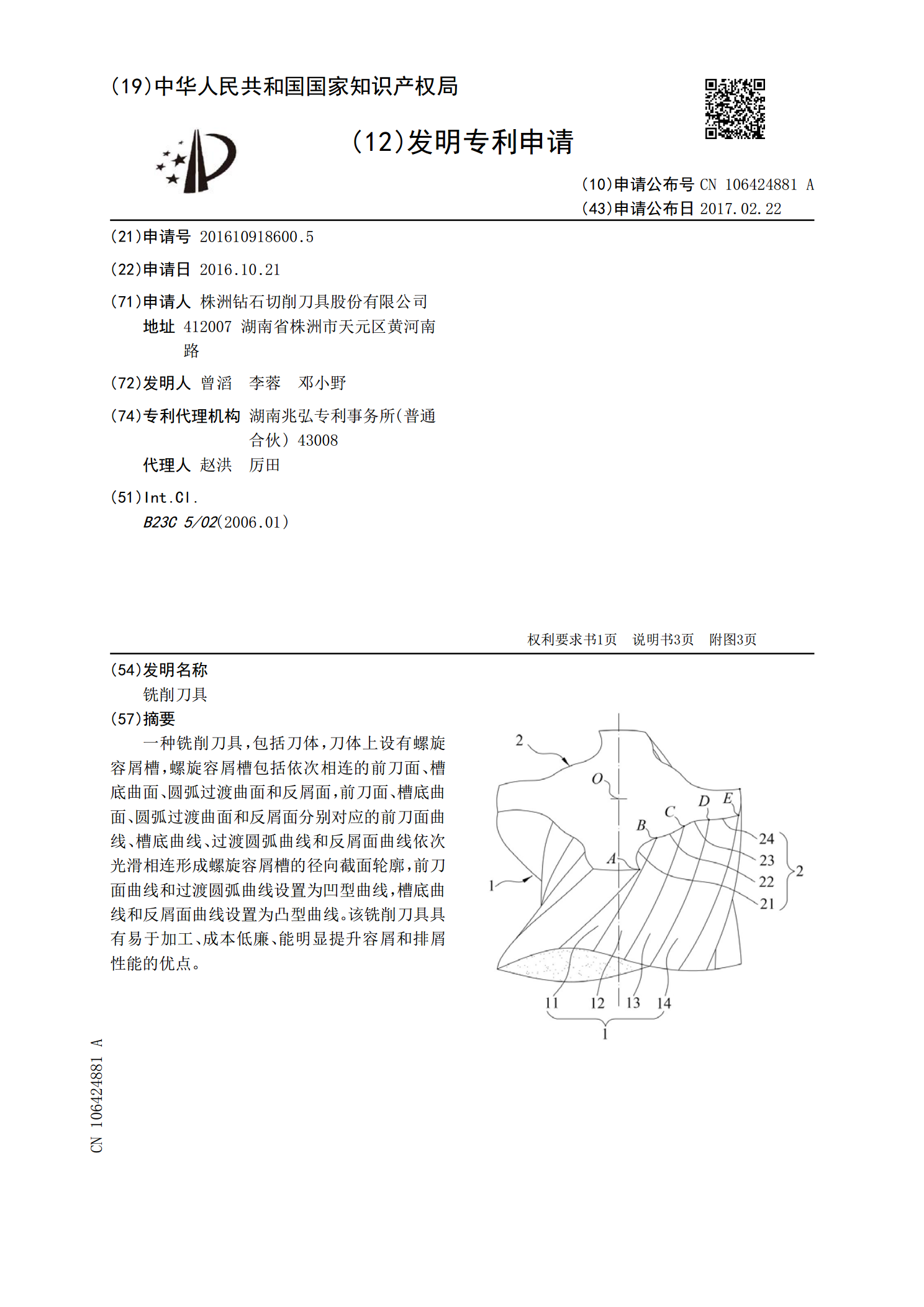
铣削刀具.pdf
一种铣削刀具,包括刀体,刀体上设有螺旋容屑槽,螺旋容屑槽包括依次相连的前刀面、槽底曲面、圆弧过渡曲面和反屑面,前刀面、槽底曲面、圆弧过渡曲面和反屑面分别对应的前刀面曲线、槽底曲线、过渡圆弧曲线和反屑面曲线依次光滑相连形成螺旋容屑槽的径向截面轮廓,前刀面曲线和过渡圆弧曲线设置为凹型曲线,槽底曲线和反屑面曲线设置为凸型曲线。该铣削刀具具有易于加工、成本低廉、能明显提升容屑和排屑性能的优点。