
铣削刀具的加工方式正在改变.doc

kp****93


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铣削刀具的加工方式正在改变.doc
目前,在改进这些铣削工序方面有两个主要的方向:一个是通过更高的金属去除率,尤其是在更小的机床上;另一个则是通过一次走刀而获得更好的表面质量来实现。独特的新型铣削刀具即可将这些功能组合到一起。加工方式正在改变一般来说,在机床方面,更小的机床和/或低功率的主轴正在日益增多;高的主轴速度可提供高的切削速度,机床能够实现更高的进给率;刀具室容量突出了对良好刀具通用性的需求;对操作员进行监督的需求也越来越小。在操作方面,由于对机床有利并且适合低功耗可用性,因此小切削深度就成为首选,追求更多组合的粗加工/精加工切削,
铣削刀具和铣削刀具的制造方法.pdf
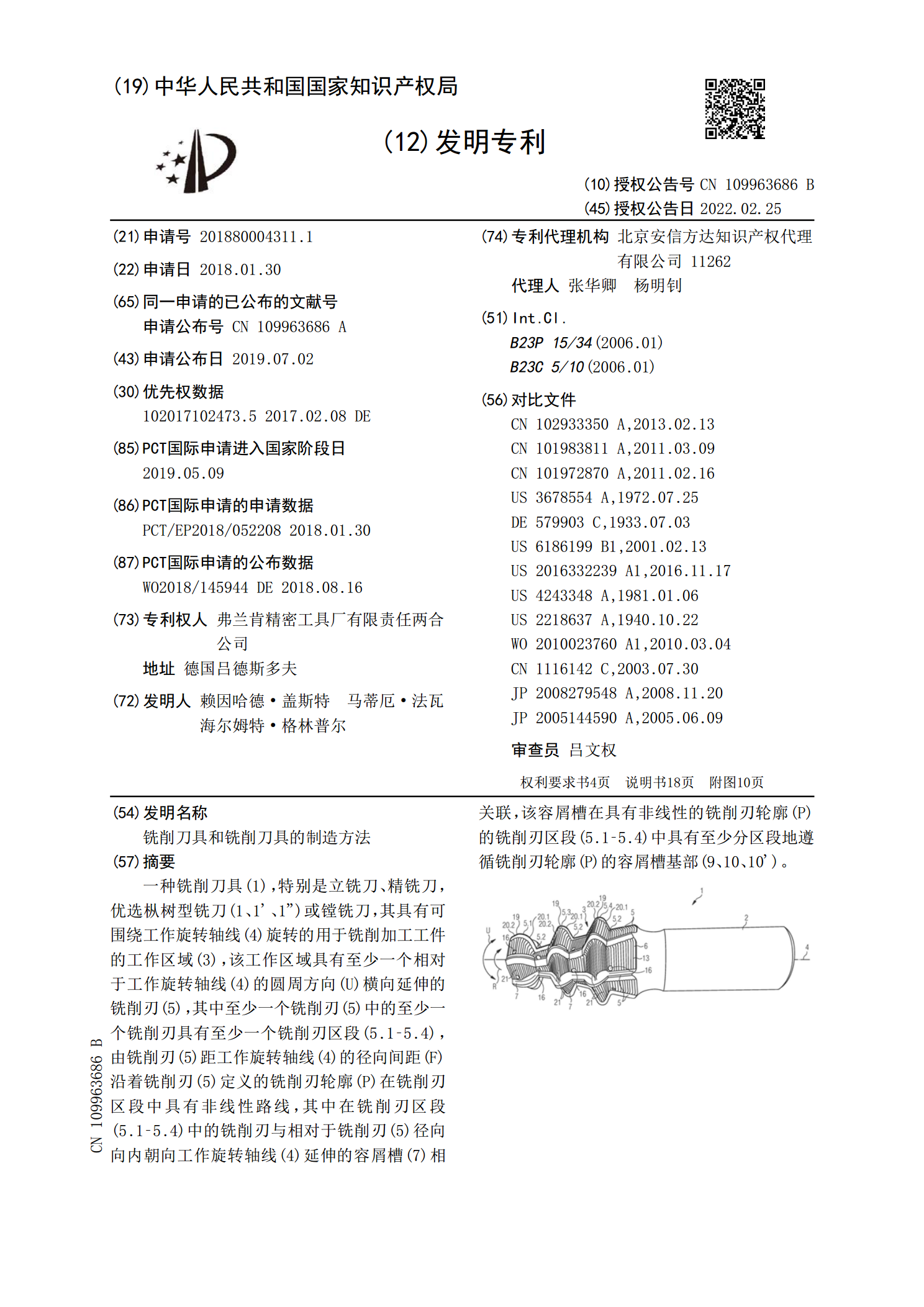
一种铣削刀具(1),特别是立铣刀、精铣刀,优选枞树型铣刀(1、1’、1”)或镗铣刀,其具有可围绕工作旋转轴线(4)旋转的用于铣削加工工件的工作区域(3),该工作区域具有至少一个相对于工作旋转轴线(4)的圆周方向(U)横向延伸的铣削刃(5),其中至少一个铣削刃(5)中的至少一个铣削刃具有至少一个铣削刃区段(5.1‑5.4),由铣削刃(5)距工作旋转轴线(4)的径向间距(F)沿着铣削刃(5)定义的铣削刃轮廓(P)在铣削刃区段中具有非线性路线,其中在铣削刃区段(5.1‑5.4)中的铣削刃与相对于铣削刃(5)径向

数控铣削加工工艺范围及铣削方式.doc
数控铣削加工工艺范围及铣削方式铣削是铣刀旋转作主运动,工件或铣刀作进给运动的切削加工方法。铣削的主要工作及刀具与工件的运动形式如图所示。在铣削过程中,根据铣床,铣刀及运动形式的不同可将铣削分为如下几种:(1)根据铣床分类根据铣床的结构将铣削方式分为立铣和卧铣。由于数控铣削一个工序中一般要加工多个表面,所以常见的数控铣床多为立式铣床。(2)根据铣刀分类根据铣刀切削刃的形式和方位将铣削方式分为周铣和端铣。用分布于铣刀圆柱面上的刀齿铣削工作表面,称为周铣,如图6-2(a)所示;用分布于铣刀端平面上的刀齿进行铣削

一种铣削刀具及应用此刀具加工齿槽的方法.pdf
本发明提供了一种板状的铣削刀具,其端部包括至少一个刀片,所述刀片顶面上设有至少一个齿形刀刃组,所述齿形刀刃组的齿顶外轮廓与工件的待加工齿槽外轮廓相匹配。从而可以一次性加工出多个齿槽3,加工时间短,极大地提升了加工效率,并且每个齿槽的距离由刀片上的齿顶来决定,齿顶的大小设定好了,齿槽的跨棒距也就得到了保证。

数控铣削加工中刀具补偿的使用.doc
类别职业教育数控铣削加工中刀具补偿的使用摘要:本文介绍了刀具补偿的两种方式:刀具半径补偿和刀具长度的补偿。指出了这两种方式的常用手法以及注意事项,明确了刀具补偿的重要性。关键词:刀具补偿;数控铣削加工;刀具半径补偿;刀具长度补偿在数控铣床上进行轮廓加工时,因为铣刀有一定的半径,所以刀位点轨迹和工件轮廓不重合,这就需要刀具半径补偿。当应用刀具半径补偿功能时,只需按工件轮廓轨迹进行编程,将刀具半径值输入数控系统刀补界面中,运行程序时,系统就会自动计算刀位点轨迹,并进行刀具半径补偿