
一种高温合金压气机叶片的型面精密加工方法.pdf

志信****pp


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高温合金压气机叶片的型面精密加工方法.pdf
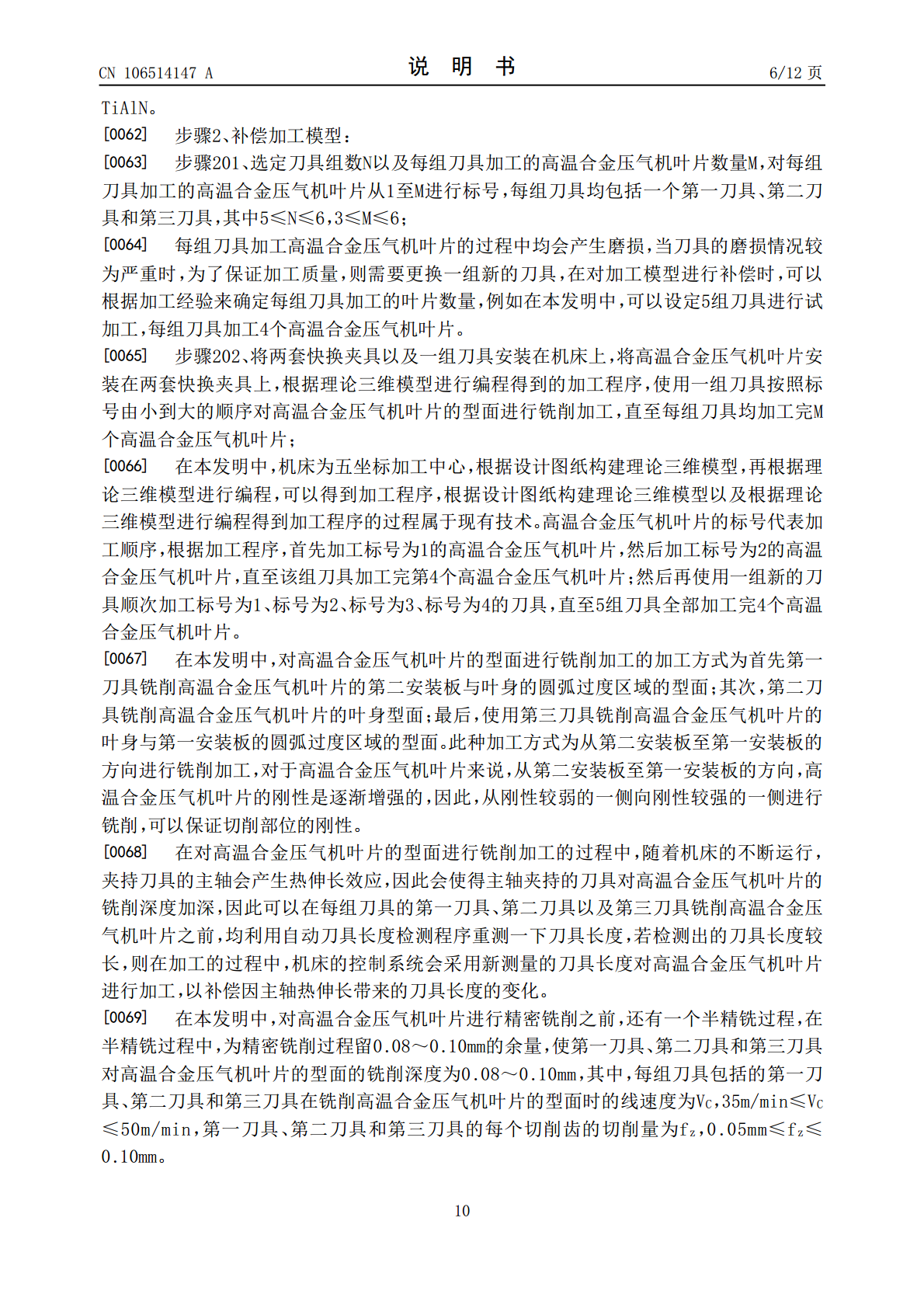
一种高温合金压气机叶片的型面精密加工方法,属于压气机叶片加工技术领域。所述方法包括:确定加工工装;补偿加工模型;根据补偿加工模型对高温合金压气机叶片的型面进行精加工;在本发明中,通过选择精度更加准确的快换夹具夹持高温合金压气机叶片,并且合理地选用铣削高温合金压气机叶片不同区域的刀具,并对加工模型进行两次补偿得到多个补偿加工模型,并且根据不同的补偿加工模型进行编程得到的加工程序,加工不同次序的高温合金压气机叶片,并且根据加工完成的高温合金压气机叶片的厚度测量结果对每组刀具的长度进行补偿,提高了高温合金压气机

一种压气机叶片全型面数控磨抛方法.pdf
本发明涉及机械加工方法,具体涉及一种压气机叶片全型面数控磨抛方法。本发明的技术方案如下:一种压气机叶片全型面数控磨抛方法,包括如下步骤:步骤一、划分磨抛区域;步骤二、确定磨抛工艺顺序;步骤三、编制磨抛加工程序;步骤四、磨抛加工。本发明提供的压气机叶片全型面数控磨抛方法,通过划分磨抛区域,固化数控加工程序、磨抛参数、砂带选择和磨抛工艺,实现磨抛去除量可控,轮廓尺寸以及粗糙度符合设计图纸要求,解决手工抛光带来的去除量不可控,过抛或欠抛、尖边、方头等问题。
一种叶片型面精密铣削中的刀具长度补偿方法.pdf
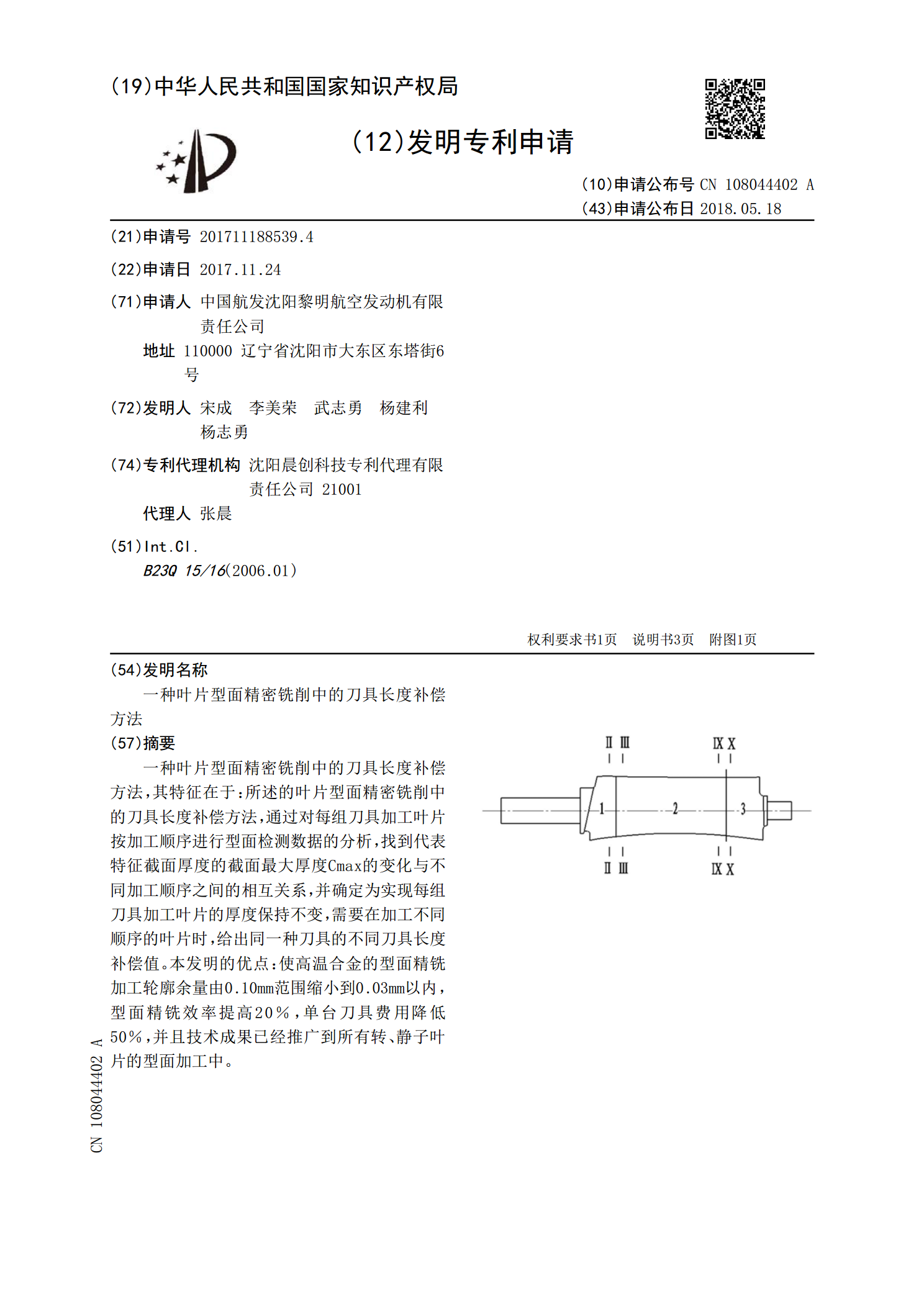
一种叶片型面精密铣削中的刀具长度补偿方法,其特征在于:所述的叶片型面精密铣削中的刀具长度补偿方法,通过对每组刀具加工叶片按加工顺序进行型面检测数据的分析,找到代表特征截面厚度的截面最大厚度Cmax的变化与不同加工顺序之间的相互关系,并确定为实现每组刀具加工叶片的厚度保持不变,需要在加工不同顺序的叶片时,给出同一种刀具的不同刀具长度补偿值。本发明的优点:使高温合金的型面精铣加工轮廓余量由0.10mm范围缩小到0.03mm以内,型面精铣效率提高20%,单台刀具费用降低50%,并且技术成果已经推广到所有转、静子

高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状.docx
高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状随着工业的不断发展,高温合金空心叶片作为重要的零部件被广泛应用于航空、航天、能源等领域。对于空心叶片的精密铸造工艺研究,尤其是陶瓷型芯与型壳的应用,已经成为当前研究的热点之一。本文旨在介绍高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状,并展望其未来的发展方向。高温合金空心叶片是一种特殊的复杂结构零件,其优异的高温性能和较低的密度使其成为航空航天等领域的重要组成部分。然而,由于其复杂的形状和高精度要求,传统的铸造工艺无法满足其需求。这就需要发展新的精密铸
一种高温合金精密成型冷压热稳定工艺方法.pdf
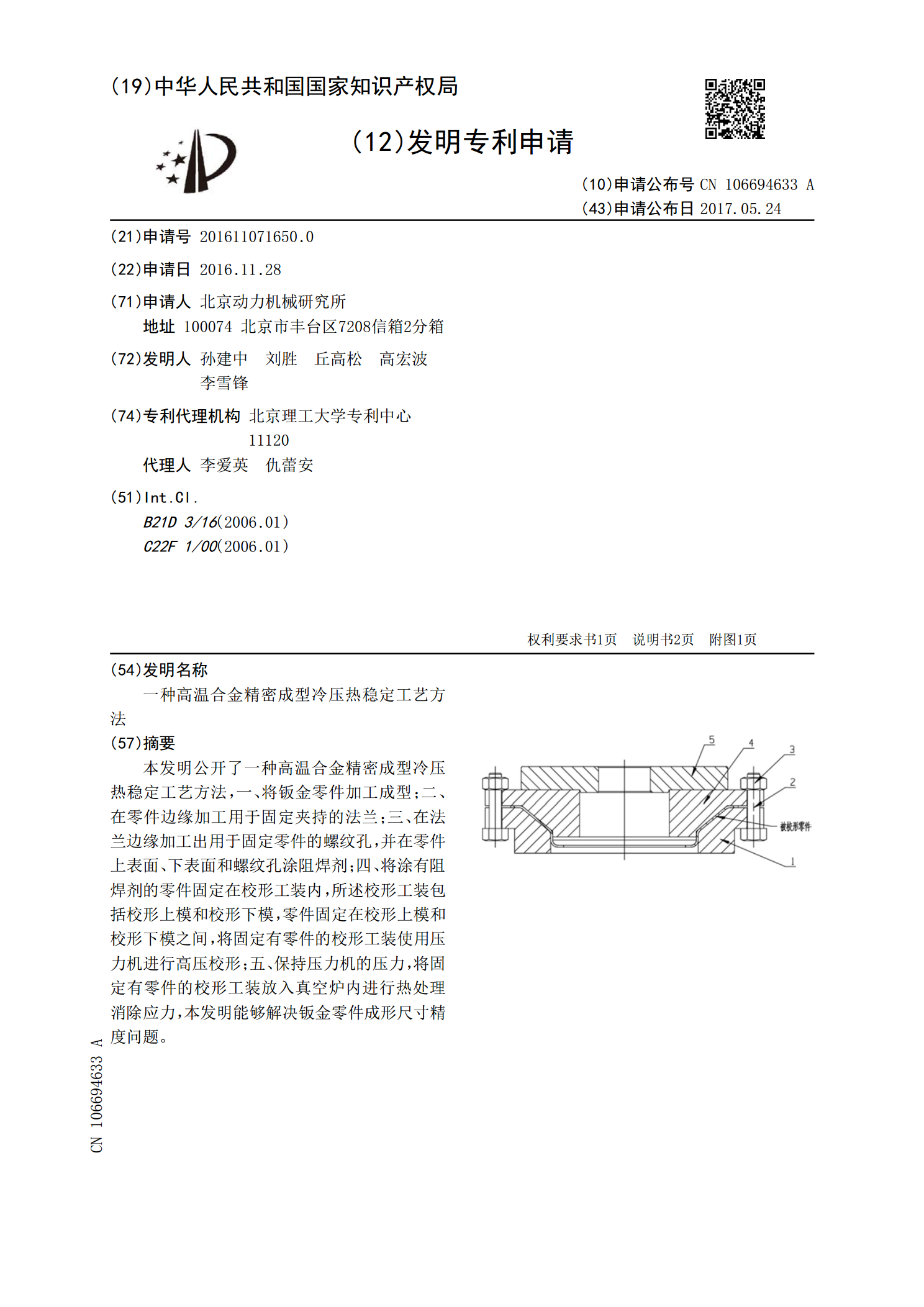
本发明公开了一种高温合金精密成型冷压热稳定工艺方法,一、将钣金零件加工成型;二、在零件边缘加工用于固定夹持的法兰;三、在法兰边缘加工出用于固定零件的螺纹孔,并在零件上表面、下表面和螺纹孔涂阻焊剂;四、将涂有阻焊剂的零件固定在校形工装内,所述校形工装包括校形上模和校形下模,零件固定在校形上模和校形下模之间,将固定有零件的校形工装使用压力机进行高压校形;五、保持压力机的压力,将固定有零件的校形工装放入真空炉内进行热处理消除应力,本发明能够解决钣金零件成形尺寸精度问题。