
一种叶片型面精密铣削中的刀具长度补偿方法.pdf

Ja****23

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种叶片型面精密铣削中的刀具长度补偿方法.pdf
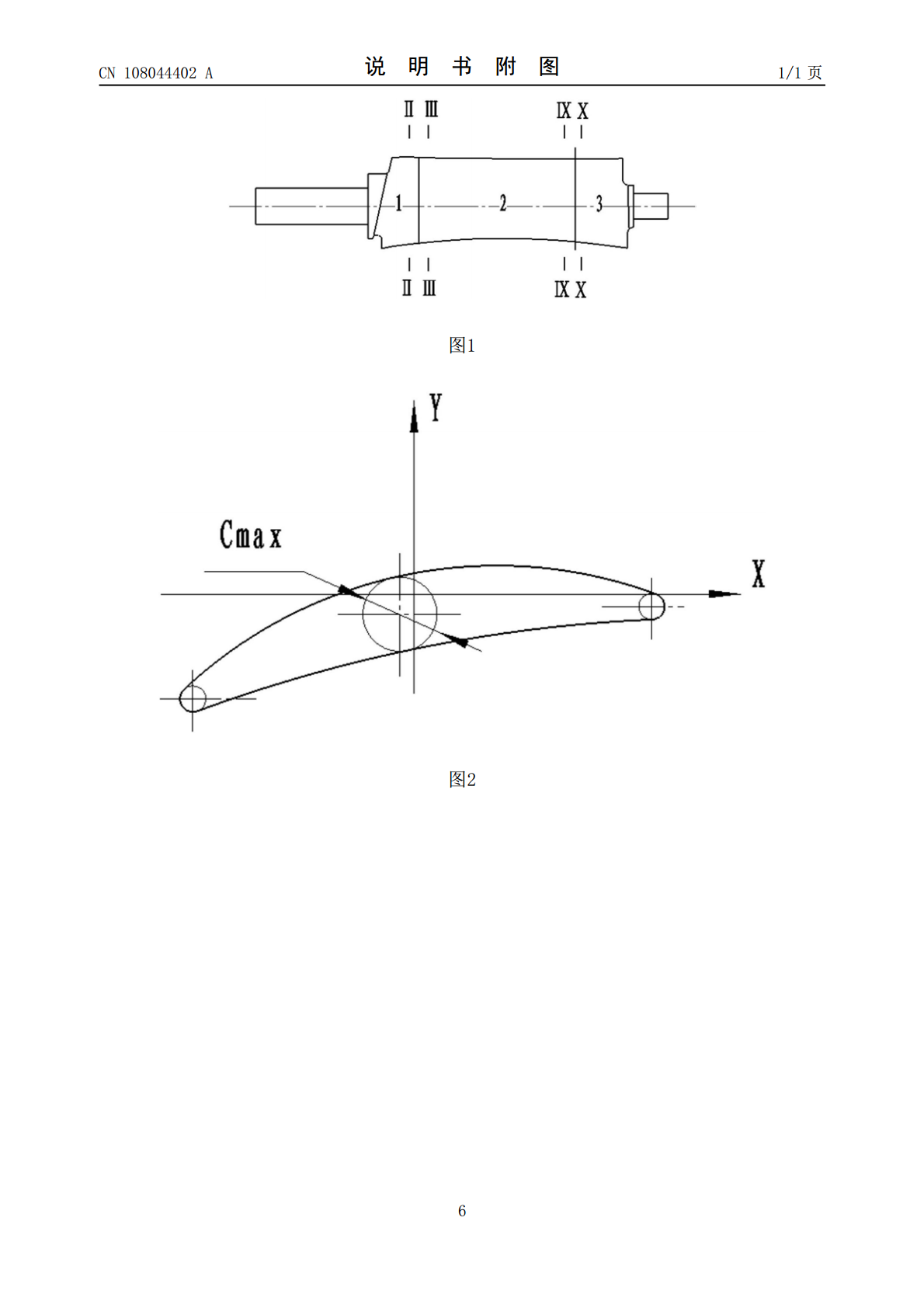
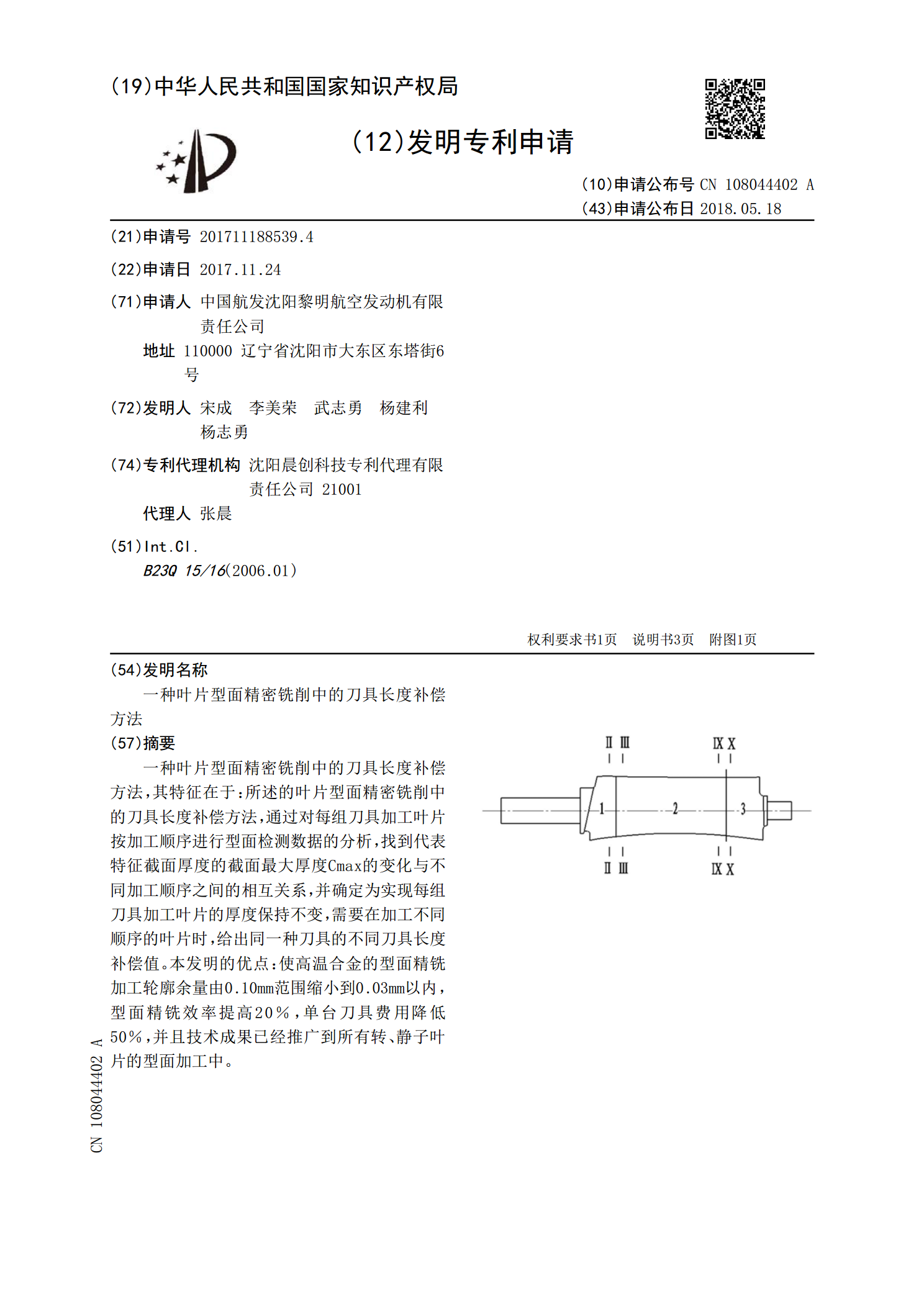
一种叶片型面精密铣削中的刀具长度补偿方法,其特征在于:所述的叶片型面精密铣削中的刀具长度补偿方法,通过对每组刀具加工叶片按加工顺序进行型面检测数据的分析,找到代表特征截面厚度的截面最大厚度Cmax的变化与不同加工顺序之间的相互关系,并确定为实现每组刀具加工叶片的厚度保持不变,需要在加工不同顺序的叶片时,给出同一种刀具的不同刀具长度补偿值。本发明的优点:使高温合金的型面精铣加工轮廓余量由0.10mm范围缩小到0.03mm以内,型面精铣效率提高20%,单台刀具费用降低50%,并且技术成果已经推广到所有转、静子

薄壁叶片精密铣削加工变形补偿方法.pdf
本发明提出了一种薄壁叶片精密铣削加工变形补偿方法,首先提取垂直于参数v向的叶片截面,按照初始三维模型对叶片进行加工后,测量各个截面上的误差均值,作为该截面的初次补偿量,对各个截面进行初次补偿后,重构叶片三维模型,并按照重构后的叶片三维模型对叶片进行加工,测量各个截面上的误差最大值,计算各个截面精确变形补偿量,再以精确变形补偿量对各个截面进行补偿后,二次重构叶片三维模型,按照二次重构后的叶片三维模型对叶片进行加工,测量各个截面上的误差是否满足设计要求。本发明有利于提高叶片的加工精度,有利于提高叶片的表面轮廓

刀具半径补偿和长度补偿在数控铣削中的应用.docx
刀具半径补偿和长度补偿在数控铣削中的应用刀具半径补偿和长度补偿是在数控铣削过程中常用的两种补偿方法。它们可以帮助提高铣削精度、减少误差,并改善加工效率。本文将分别介绍刀具半径补偿和长度补偿的原理与应用,并探讨它们在数控铣削中的重要性。1.刀具半径补偿刀具半径补偿是一种用于修正刀具半径对加工尺寸的影响的技术。在数控铣削过程中,刀具半径可能会引起加工尺寸的偏差,尤其是当刀具与工件有一定间隙时。为了解决这个问题,刀具半径补偿技术应运而生。刀具半径补偿是通过在数控铣床程序中添加补偿指令来实现的。通常,在G代码中使

关于数控铣削加工中刀具长度补偿功能的探讨.docx
关于数控铣削加工中刀具长度补偿功能的探讨数控铣削加工技术作为一种高效、精确、灵活的加工方法,已经广泛应用于现代制造业中。在这种加工方式中,刀具的长度补偿功能是一个非常重要的功能,它可以提高加工效率和质量,降低机床和刀具的磨损。一、数控铣削加工的定义数控铣削加工是一种利用数控系统实现自动化加工的技术。其过程中,通过预设程序来控制刀具在工件表面上进行切削,以实现各种复杂形状的零件加工。数控铣削加工技术使用一系列的刀具和刀具路径来控制加工过程,这些路径的运动路径是由程序编制而成的。数控铣削加工技术广泛应用于各种
精密铸造涡轮叶片型面尺寸测量方法.pdf
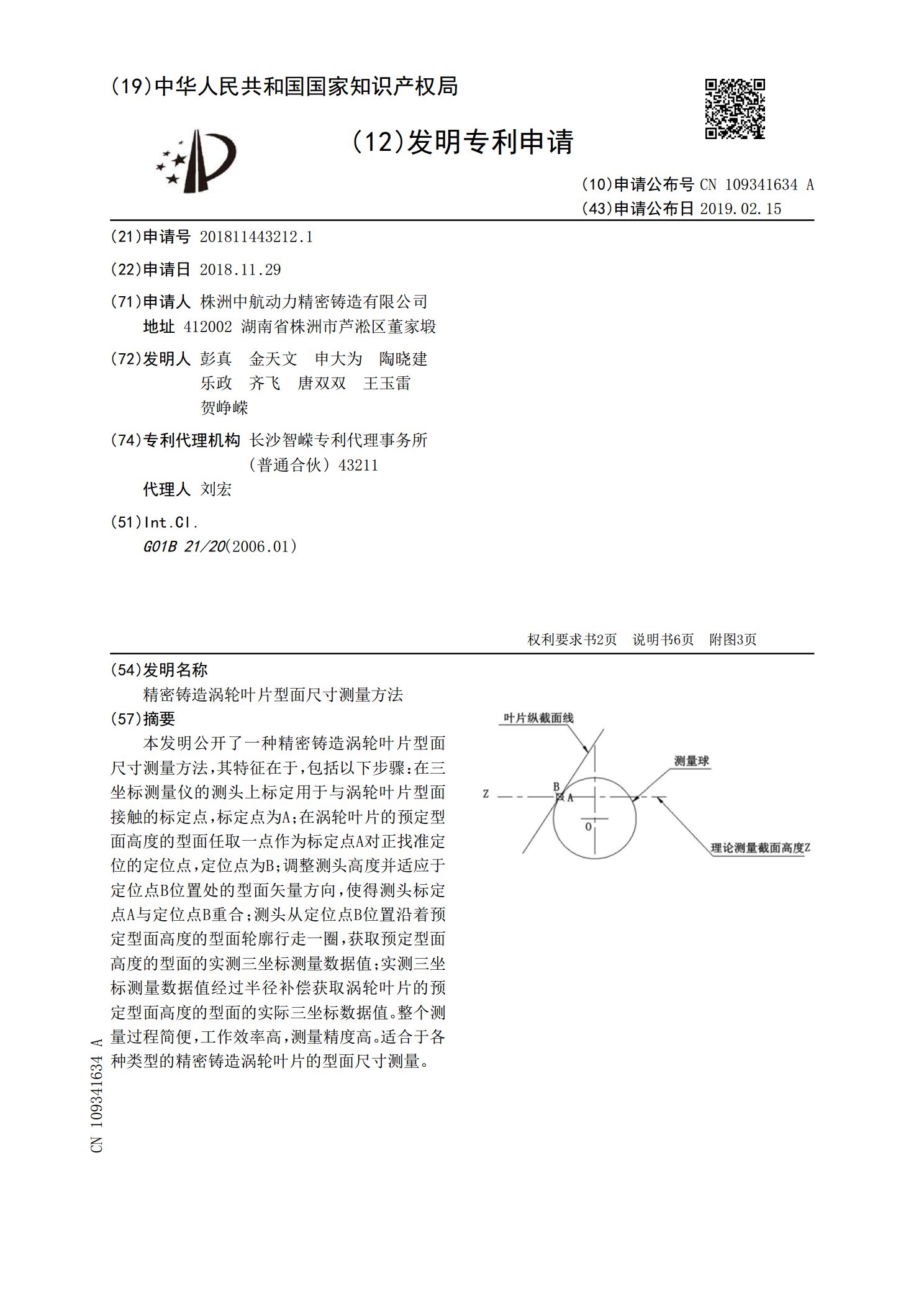
本发明公开了一种精密铸造涡轮叶片型面尺寸测量方法,其特征在于,包括以下步骤:在三坐标测量仪的测头上标定用于与涡轮叶片型面接触的标定点,标定点为A;在涡轮叶片的预定型面高度的型面任取一点作为标定点A对正找准定位的定位点,定位点为B;调整测头高度并适应于定位点B位置处的型面矢量方向,使得测头标定点A与定位点B重合;测头从定位点B位置沿着预定型面高度的型面轮廓行走一圈,获取预定型面高度的型面的实测三坐标测量数据值;实测三坐标测量数据值经过半径补偿获取涡轮叶片的预定型面高度的型面的实际三坐标数据值。整个测量过程简