
一种高温合金精密成型冷压热稳定工艺方法.pdf

玄静****写意


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金精密成型冷压热稳定工艺方法.pdf
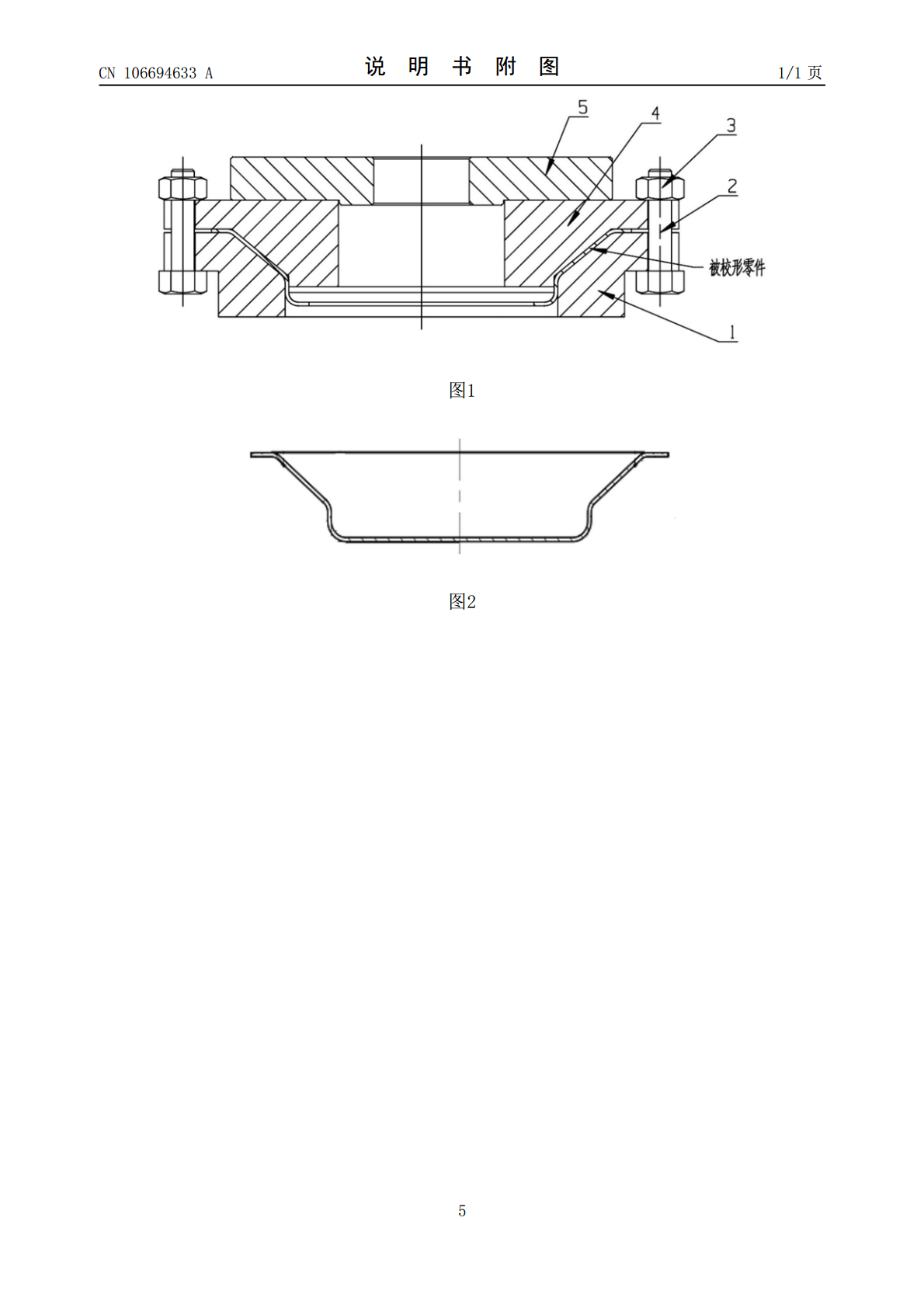
本发明公开了一种高温合金精密成型冷压热稳定工艺方法,一、将钣金零件加工成型;二、在零件边缘加工用于固定夹持的法兰;三、在法兰边缘加工出用于固定零件的螺纹孔,并在零件上表面、下表面和螺纹孔涂阻焊剂;四、将涂有阻焊剂的零件固定在校形工装内,所述校形工装包括校形上模和校形下模,零件固定在校形上模和校形下模之间,将固定有零件的校形工装使用压力机进行高压校形;五、保持压力机的压力,将固定有零件的校形工装放入真空炉内进行热处理消除应力,本发明能够解决钣金零件成形尺寸精度问题。

一种精密磨砂轮冷压成型装置.pdf
一种冷压成型精密磨砂轮成型装置由上模板、模套、模芯、压头、聚氨酯橡胶弹性橡胶涂层、下模板组成,压机通过压头定模成型,压头下部为上模板,上模板置于模套上部,模芯位于模套内部,模芯与模套中间为砂轮成型料,下模板位于模套底部,聚氨酯橡胶弹性橡胶涂层位于上模板与砂轮成型料中间。本发明的有益效果是,运用聚氨酯橡胶弹性橡胶端面与砂轮成型料在一定压力下,不同密度的组织将留余至制品的上端面,方便的实现制品内部组织密度均匀一致,砂轮在精加工砂轮平面时不增加工序不增加成本,方便地加工至规定尺寸,且结构简单。

冷(冲)压成型工艺.ppt
冷(冲)压成型工艺1紧固件冲压生产的原材料与一般工艺流程采用冲压工艺生产的紧固件仅限于各种垫圈、弹性挡圈与扣紧螺母等,其原材料厚度为:0.3~8mm的钢板或钢带;厚度≤4mm时为冷轧或热轧料,>4mm时均为热轧料。紧固件冲压生产的一般工艺流程为:下料→冲压→热处理与表面处理→清理→检验。2适用于紧固件成型的冲压工艺类型与简要成型原理冲压工艺可根据金属材料变形方式的不同分为分离工序与成形工序两大类;每一大类还可细分为多种。分离工序是将板料沿封闭或敞开的轮廓分离为两部分的各种冲压工序。成形工序是在保证金属板料
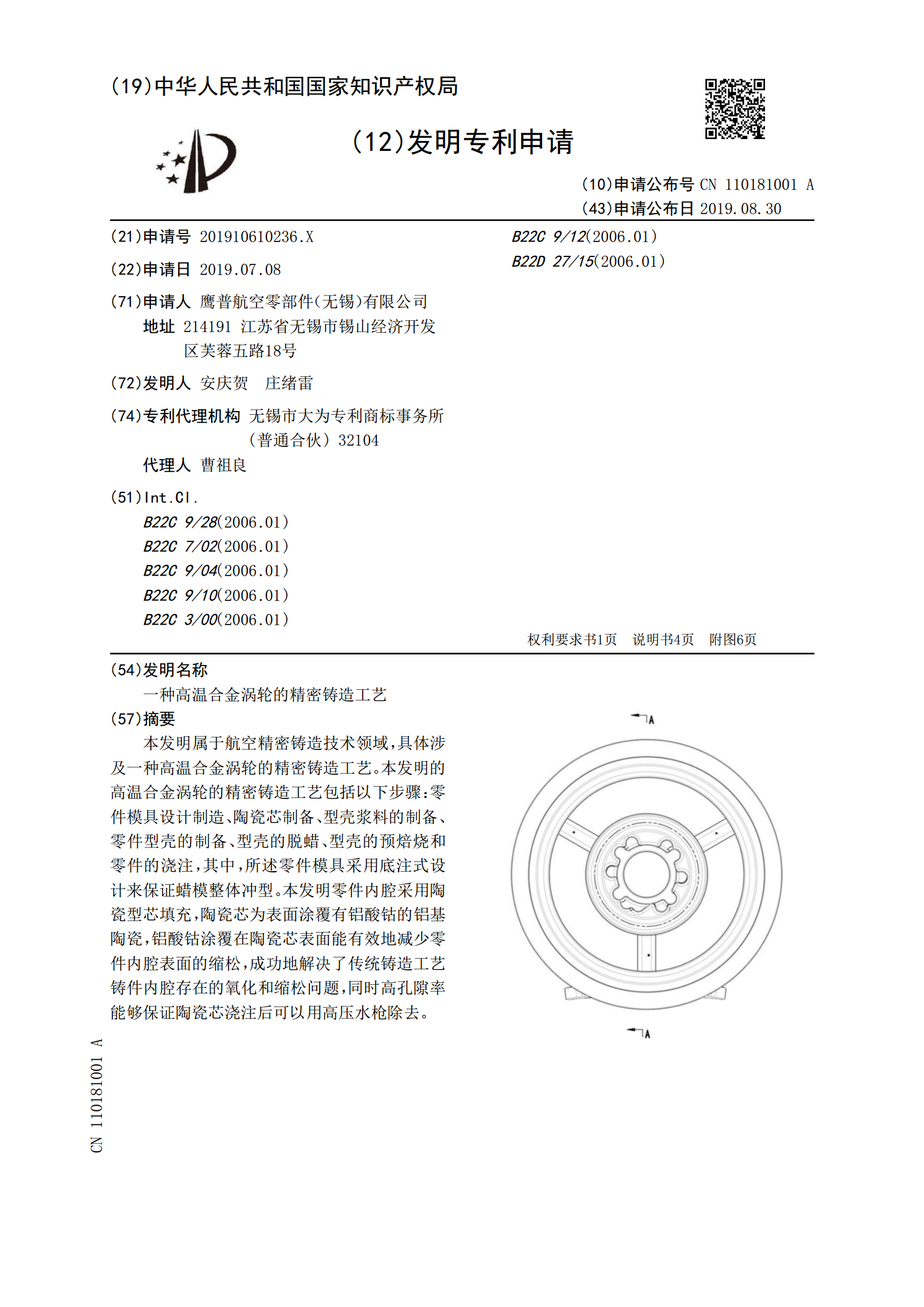
一种高温合金涡轮的精密铸造工艺.pdf
本发明属于航空精密铸造技术领域,具体涉及一种高温合金涡轮的精密铸造工艺。本发明的高温合金涡轮的精密铸造工艺包括以下步骤:零件模具设计制造、陶瓷芯制备、型壳浆料的制备、零件型壳的制备、型壳的脱蜡、型壳的预焙烧和零件的浇注,其中,所述零件模具采用底注式设计来保证蜡模整体冲型。本发明零件内腔采用陶瓷型芯填充,陶瓷芯为表面涂覆有铝酸钴的铝基陶瓷,铝酸钴涂覆在陶瓷芯表面能有效地减少零件内腔表面的缩松,成功地解决了传统铸造工艺铸件内腔存在的氧化和缩松问题,同时高孔隙率能够保证陶瓷芯浇注后可以用高压水枪除去。
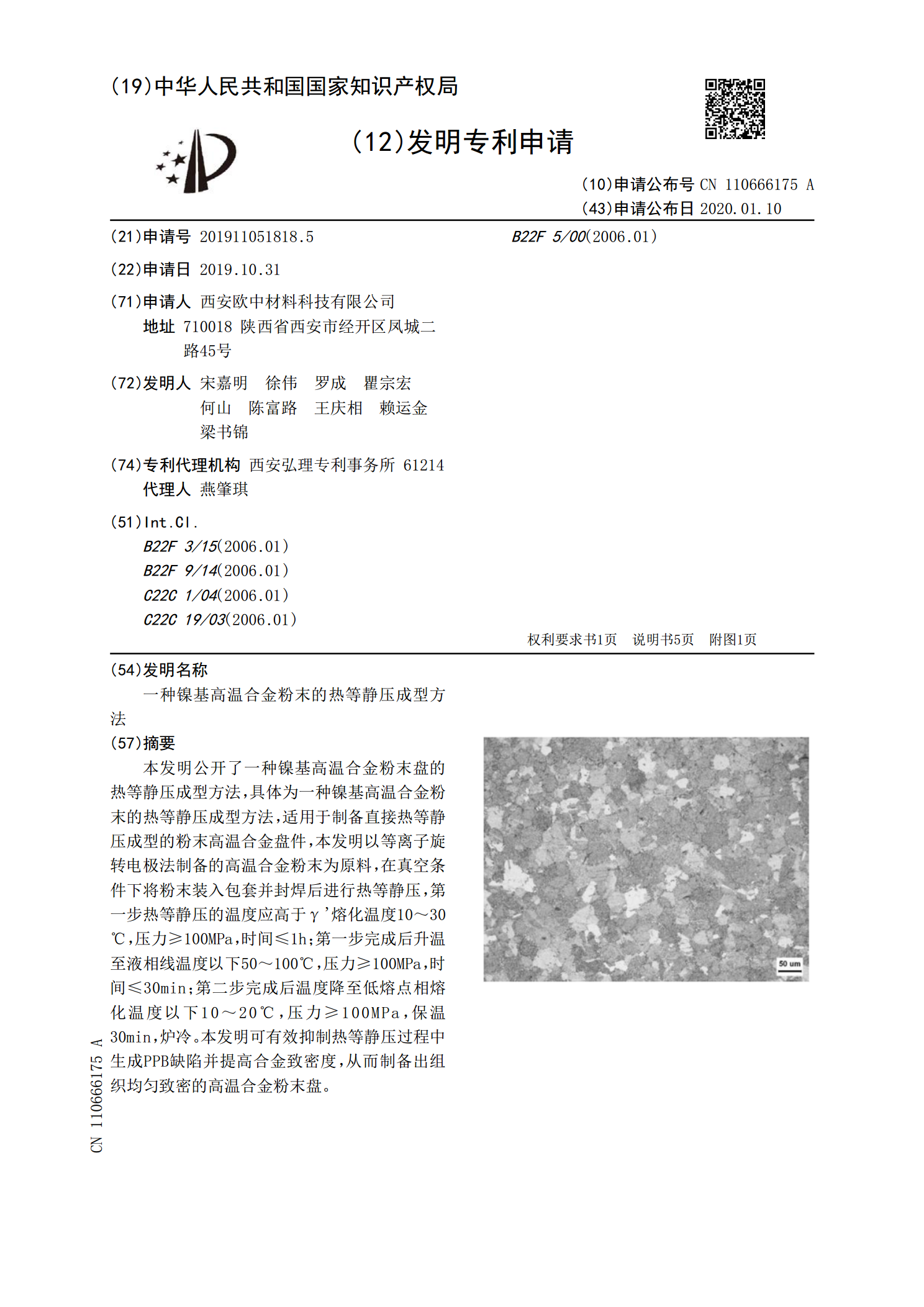
一种镍基高温合金粉末的热等静压成型方法.pdf
本发明公开了一种镍基高温合金粉末盘的热等静压成型方法,具体为一种镍基高温合金粉末的热等静压成型方法,适用于制备直接热等静压成型的粉末高温合金盘件,本发明以等离子旋转电极法制备的高温合金粉末为原料,在真空条件下将粉末装入包套并封焊后进行热等静压,第一步热等静压的温度应高于γ’熔化温度10~30℃,压力≥100MPa,时间≤1h;第一步完成后升温至液相线温度以下50~100℃,压力≥100MPa,时间≤30min;第二步完成后温度降至低熔点相熔化温度以下10~20℃,压力≥100MPa,保温30min,炉冷。