
一种压气机叶片全型面数控磨抛方法.pdf

小宏****aa

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种压气机叶片全型面数控磨抛方法.pdf
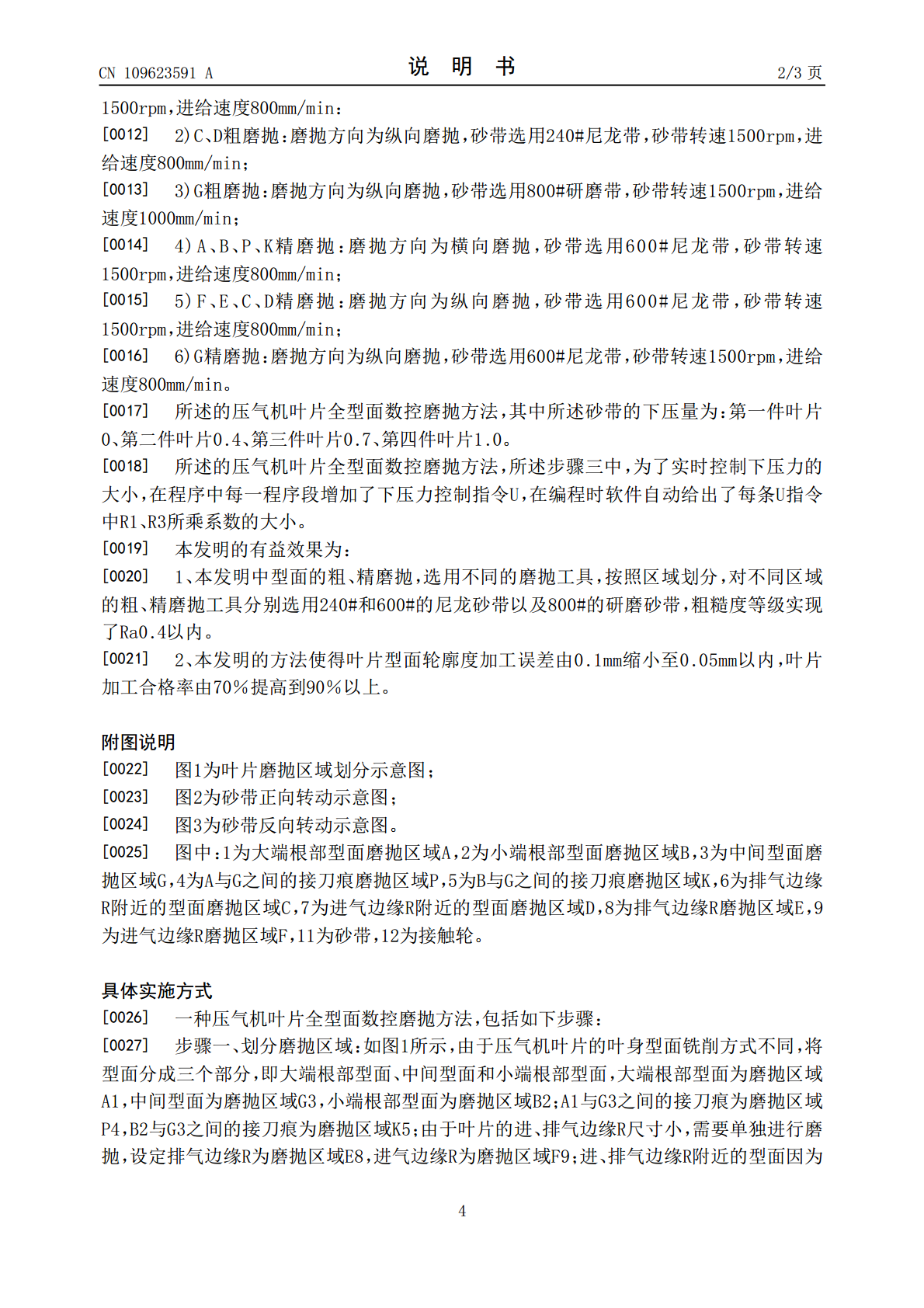
本发明涉及机械加工方法,具体涉及一种压气机叶片全型面数控磨抛方法。本发明的技术方案如下:一种压气机叶片全型面数控磨抛方法,包括如下步骤:步骤一、划分磨抛区域;步骤二、确定磨抛工艺顺序;步骤三、编制磨抛加工程序;步骤四、磨抛加工。本发明提供的压气机叶片全型面数控磨抛方法,通过划分磨抛区域,固化数控加工程序、磨抛参数、砂带选择和磨抛工艺,实现磨抛去除量可控,轮廓尺寸以及粗糙度符合设计图纸要求,解决手工抛光带来的去除量不可控,过抛或欠抛、尖边、方头等问题。
叶片型面数控砂带抛磨CADCAM系统研究.pdf
江南大学硕士学位论文叶片型面数控砂带抛磨CAD/CAM系统研究姓名:陈则仕申请学位级别:硕士专业:机械制造及其自动化指导教师:张秋菊20070301要摘叶片在汽轮机、燃气轮机、航空发动机、船舶推进器等动力装置中是关键零件。叶片型面作为典型自由曲面所具有的复杂的几何形状特征使得它的设计加工历来就是难点。围绕着叶片型面的抛光磨削加工目前国内还没有经济可靠的数控抛磨设备各

一种压气机叶片机器人砂带磨抛加工方法.pdf
本发明公开了一种压气机叶片机器人砂带磨抛加工方法,包括S100:搭建机器人磨抛系统,并对机器人进行标定和运动路径规划;S200:以砂带型号、粒度和磨抛机接触轮半径为已知量,以机器人进给速度、砂带线速度和磨削力作为磨抛变量,进行正交实验,并通过机器人磨抛系统对叶片进行磨抛实验;获得磨抛叶片样本;S300:测量所述磨抛叶片样本的磨削深度、表面粗糙度及表面形貌特征,并建立考虑切入切出过磨或欠磨现象的切入、中间、切出部分材料去除率模型;S400:根据所述材料去除率模型,分析其主要影响因素,优化调整切入、切出时所述

一种叶片型面横向数控抛光方法.pdf
本发明提出了一种叶片型面横向数控抛光方法,首先选择软质接触轮,接触轮的接触面上开有斜槽,斜槽与接触轮轴向方向夹角为30°~60°;然后规划数控抛光轨迹,最后对叶片进行抛光,抛光时接触轮沿自身轴线方向移动,接触轮轴线方向沿v方向。本发明所提出的方法采用横向抛光,抛光时接触轮沿自身轴线方向移动,且由于采用软质接触轮,使得对抛光轮施加一定压力后,抛光轮会变形砂带点抛光变为面抛光,从而可明显消除横向振纹,使叶片的表面质量稳定,并且大大提高了抛光的效果和精度,不仅可以用于叶片的抛光,而且可以用于整体叶盘叶片的抛光。

整体螺旋桨叶片型面机器人砂带抛磨方法.docx
整体螺旋桨叶片型面机器人砂带抛磨方法摘要本篇论文研究了整体螺旋桨叶片型面机器人砂带抛磨方法。整体螺旋桨是一种重要的航空发动机零部件,其质量直接影响到飞行安全。机器人砂带抛磨是一种高效且精度高的叶片表面处理方法。本文介绍了机器人砂带抛磨方法的基本原理和流程,并提出了一种基于视觉导引的自动控制系统。最后,通过实验验证了这种方法的可行性和有效性。关键词:整体螺旋桨;叶片型面;机器人砂带抛磨;视觉导引;自动控制系统AbstractThispaperstudiestherobotsandingandpolishin