
一种高温合金涡轮动叶片的锻造方法.pdf

小代****回来

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金涡轮动叶片的锻造方法.pdf
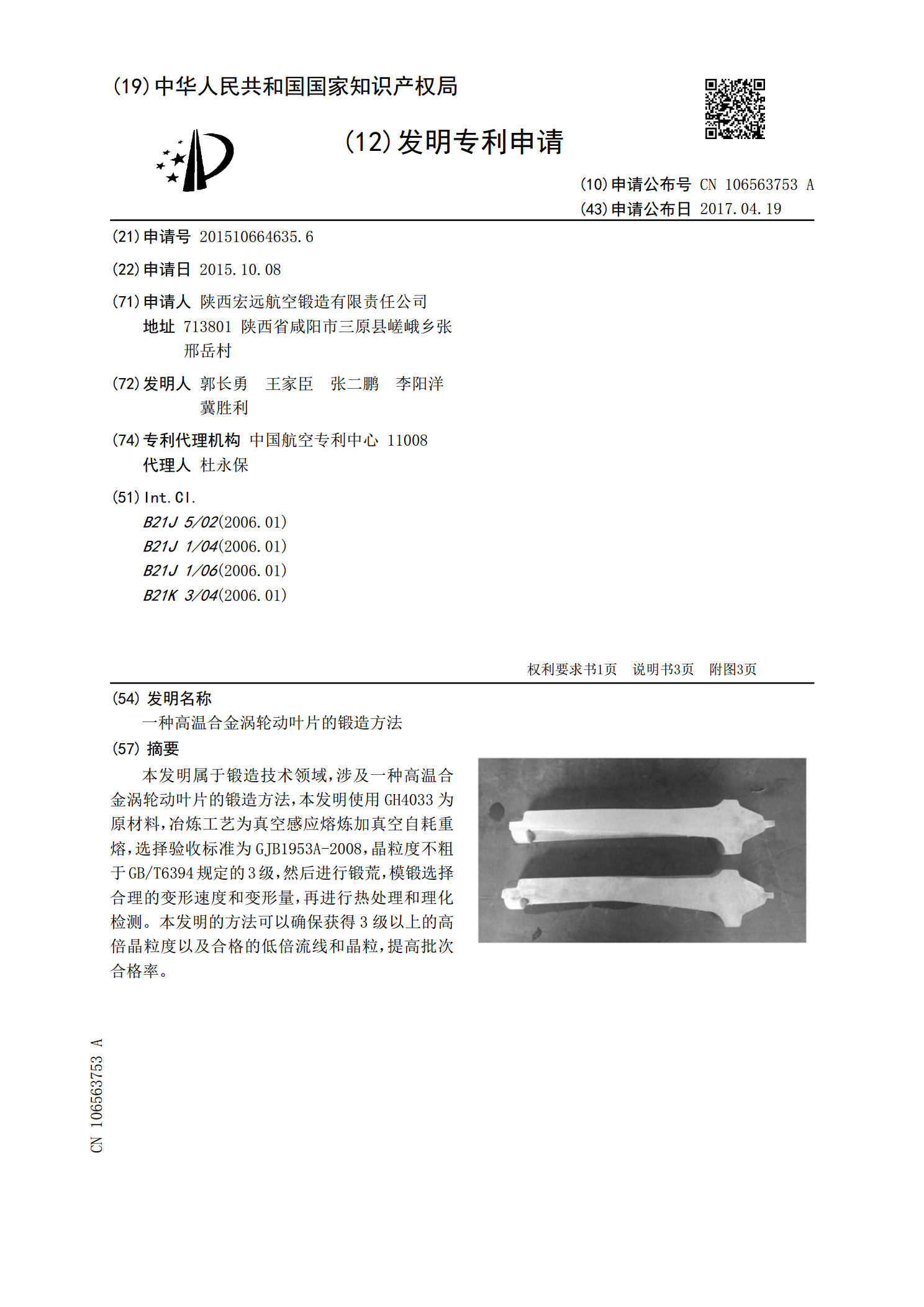
本发明属于锻造技术领域,涉及一种高温合金涡轮动叶片的锻造方法,本发明使用GH4033为原材料,冶炼工艺为真空感应熔炼加真空自耗重熔,选择验收标准为GJB1953A-2008,晶粒度不粗于GB/T6394规定的3级,然后进行锻荒,模锻选择合理的变形速度和变形量,再进行热处理和理化检测。本发明的方法可以确保获得3级以上的高倍晶粒度以及合格的低倍流线和晶粒,提高批次合格率。
一种高温合金涡轮叶片服役条件的评估方法.pdf
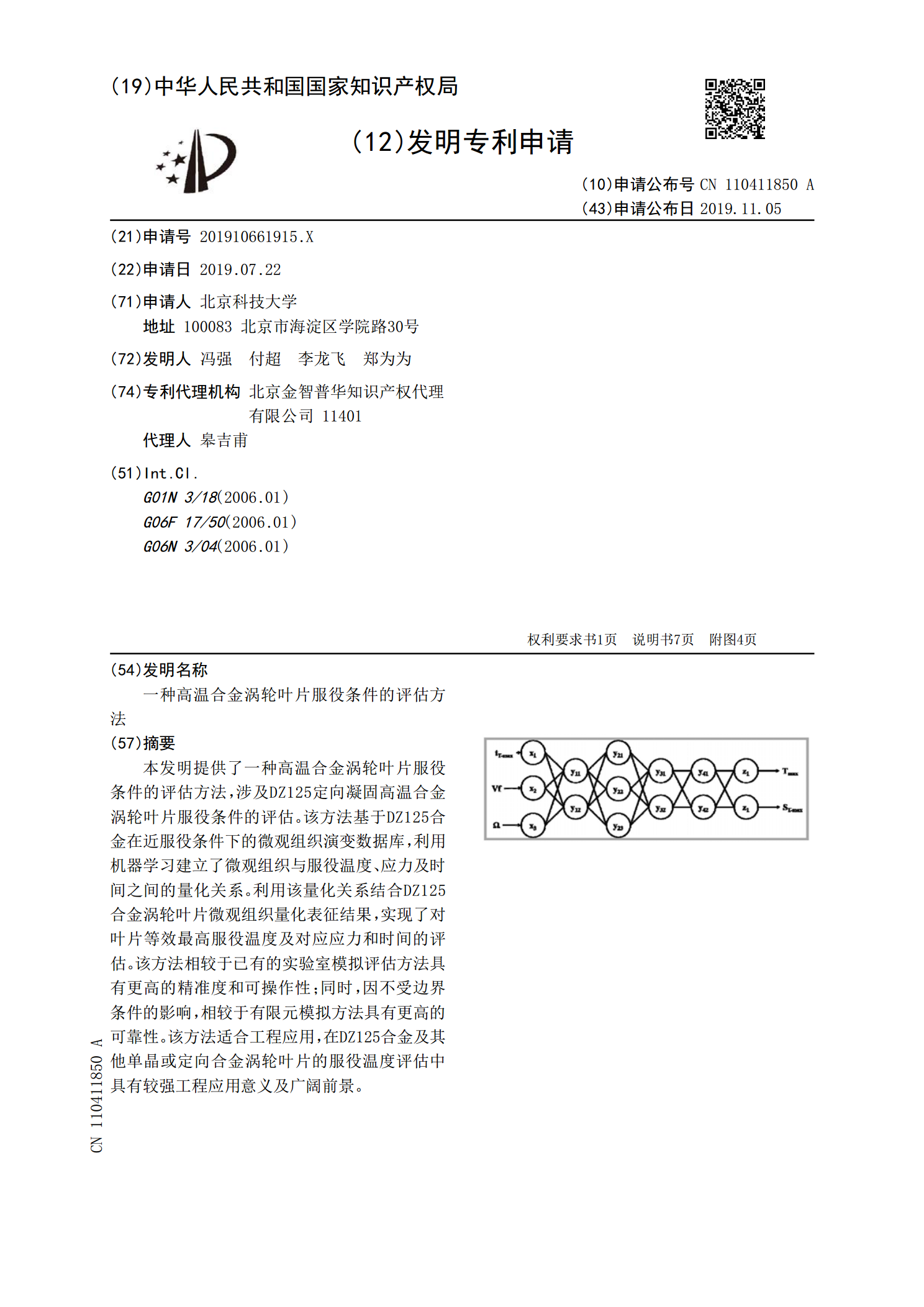
本发明提供了一种高温合金涡轮叶片服役条件的评估方法,涉及DZ125定向凝固高温合金涡轮叶片服役条件的评估。该方法基于DZ125合金在近服役条件下的微观组织演变数据库,利用机器学习建立了微观组织与服役温度、应力及时间之间的量化关系。利用该量化关系结合DZ125合金涡轮叶片微观组织量化表征结果,实现了对叶片等效最高服役温度及对应应力和时间的评估。该方法相较于已有的实验室模拟评估方法具有更高的精准度和可操作性;同时,因不受边界条件的影响,相较于有限元模拟方法具有更高的可靠性。该方法适合工程应用,在DZ125合金
一种GH4169高温合金涡轮盘的锻造方法.pdf
本发明属于合金锻造领域,具体涉及一种GH4169高温合金涡轮盘的锻造方法。该方法包括:将棒材锻造成荒坯;将荒坯在对击锤上模锻成涡轮盘,其中,荒坯的出炉转移时间小于等于50秒。本发明通过控制锤击的能量和次数控制晶粒尺寸,提升了产品组织、性能的均匀性和稳定性。

锻造涡轮叶片的方法.pdf
本发明涉及一种锻造涡轮叶片的方法,其包括:以长度方向上的一体连接体的形式锻造多个涡轮叶片,然后将所述一体连接体分离成各所述涡轮叶片。根据本发明的方法,与传统技术相比能够改善材料的产率,并且能够减少锻造加工的步骤数。此外,能够将涡轮叶片锻造成不产生裂纹的有利的形状。此外,能够有效地减小锻造加工所需要的模具的费用。
一种DD5单晶高温合金涡轮叶片腐蚀方法.pdf
本发明公开了一种DD5单晶高温合金涡轮叶片腐蚀方法,其包括以下步骤:1)喷砂:2)一次化学腐蚀:使用40%三氯化铁溶液和37%盐酸溶液配比腐蚀液,将步骤1)中铸件进行化学浸蚀,化学腐蚀时间为9分钟;3)一次清洗:使用超声波清洗机对步骤2)中化学腐蚀产生的黏着在铸件表面的反应物清洗,超声波频率为20KHz,水温50℃,清洗时间5分钟;4)二次电化学腐蚀;5)二次清洗;6)三次电化学腐蚀;7)中和:将步骤6)中铸件放置在5%NaHCO3室温溶液中浸泡3分钟,中和铸件表面酸液;8)烘干。本发明腐蚀效果清晰,而且