
一种GH4169高温合金涡轮盘的锻造方法.pdf

羽沫****魔王


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种GH4169高温合金涡轮盘的锻造方法.pdf
本发明属于合金锻造领域,具体涉及一种GH4169高温合金涡轮盘的锻造方法。该方法包括:将棒材锻造成荒坯;将荒坯在对击锤上模锻成涡轮盘,其中,荒坯的出炉转移时间小于等于50秒。本发明通过控制锤击的能量和次数控制晶粒尺寸,提升了产品组织、性能的均匀性和稳定性。
一种航空发动机用GH4169系高温合金涡轮盘的锻造方法.pdf
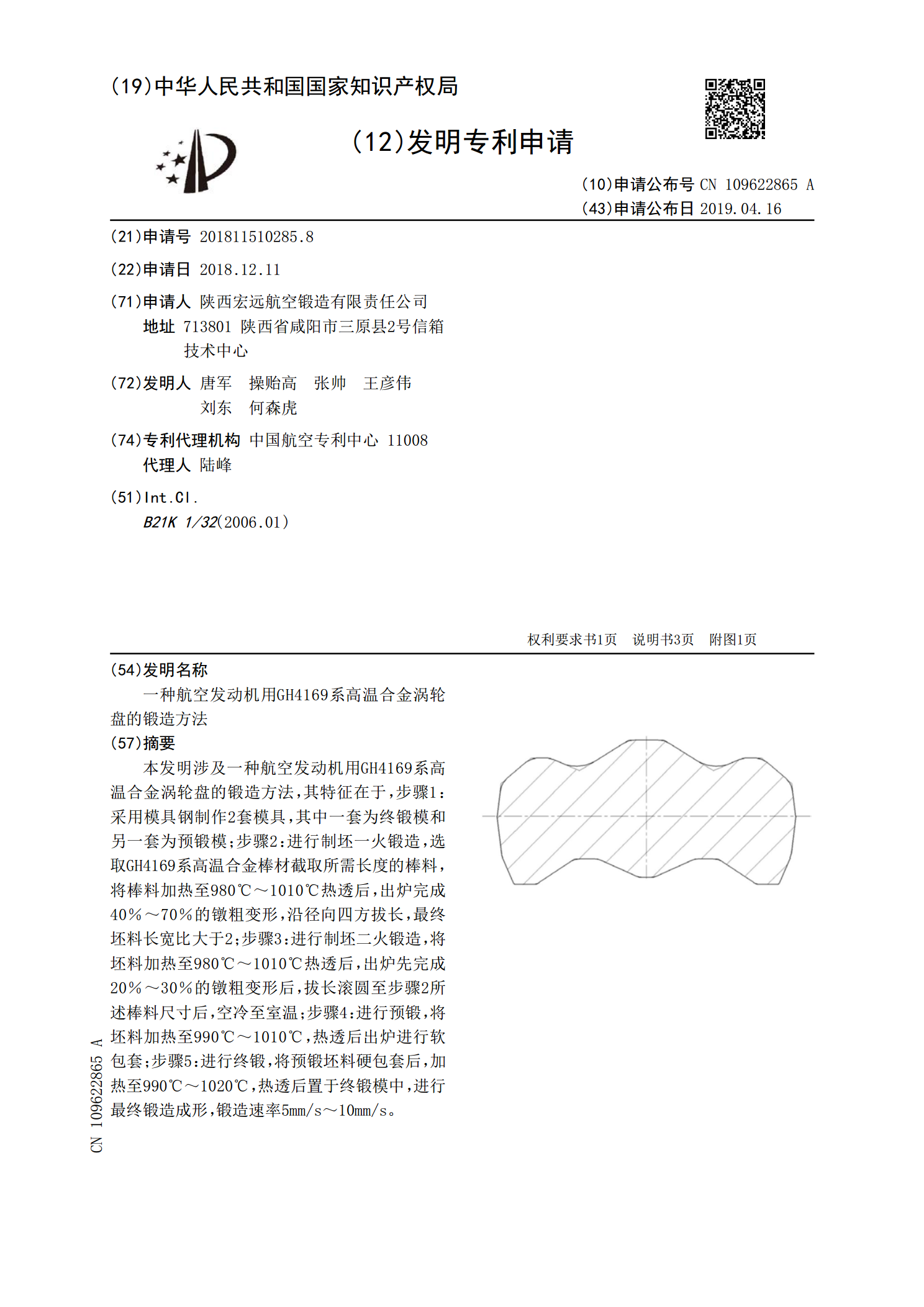
本发明涉及一种航空发动机用GH4169系高温合金涡轮盘的锻造方法,其特征在于,步骤1:采用模具钢制作2套模具,其中一套为终锻模和另一套为预锻模;步骤2:进行制坯一火锻造,选取GH4169系高温合金棒材截取所需长度的棒料,将棒料加热至980℃~1010℃热透后,出炉完成40%~70%的镦粗变形,沿径向四方拔长,最终坯料长宽比大于2;步骤3:进行制坯二火锻造,将坯料加热至980℃~1010℃热透后,出炉先完成20%~30%的镦粗变形后,拔长滚圆至步骤2所述棒料尺寸后,空冷至室温;步骤4:进行预锻,将坯料加热至

GH4169合金涡轮盘锻造成型的数值模拟和分析.docx
GH4169合金涡轮盘锻造成型的数值模拟和分析GH4169合金具有很好的高温性能,广泛应用于航空航天、化工、电力等领域。其中,涡轮盘作为航空发动机的重要部件,对材料的高温、高压、高转速等要求十分严格。因此,涡轮盘的制造技术一直是研究的热点之一。涡轮盘的制造技术有很多种,其中锻造是最常用的方法之一。通过锻造可以使涡轮盘的组织均匀一致、密度高,从而提高其耐热、抗压性能。本文将针对涡轮盘的锻造成型过程进行数值模拟和分析,以期研究出一种优化的制造工艺。首先,通过CAD软件建立涡轮盘的三维模型,在建模过程中考虑到盘
一种GH4586高温合金锻造方法.pdf
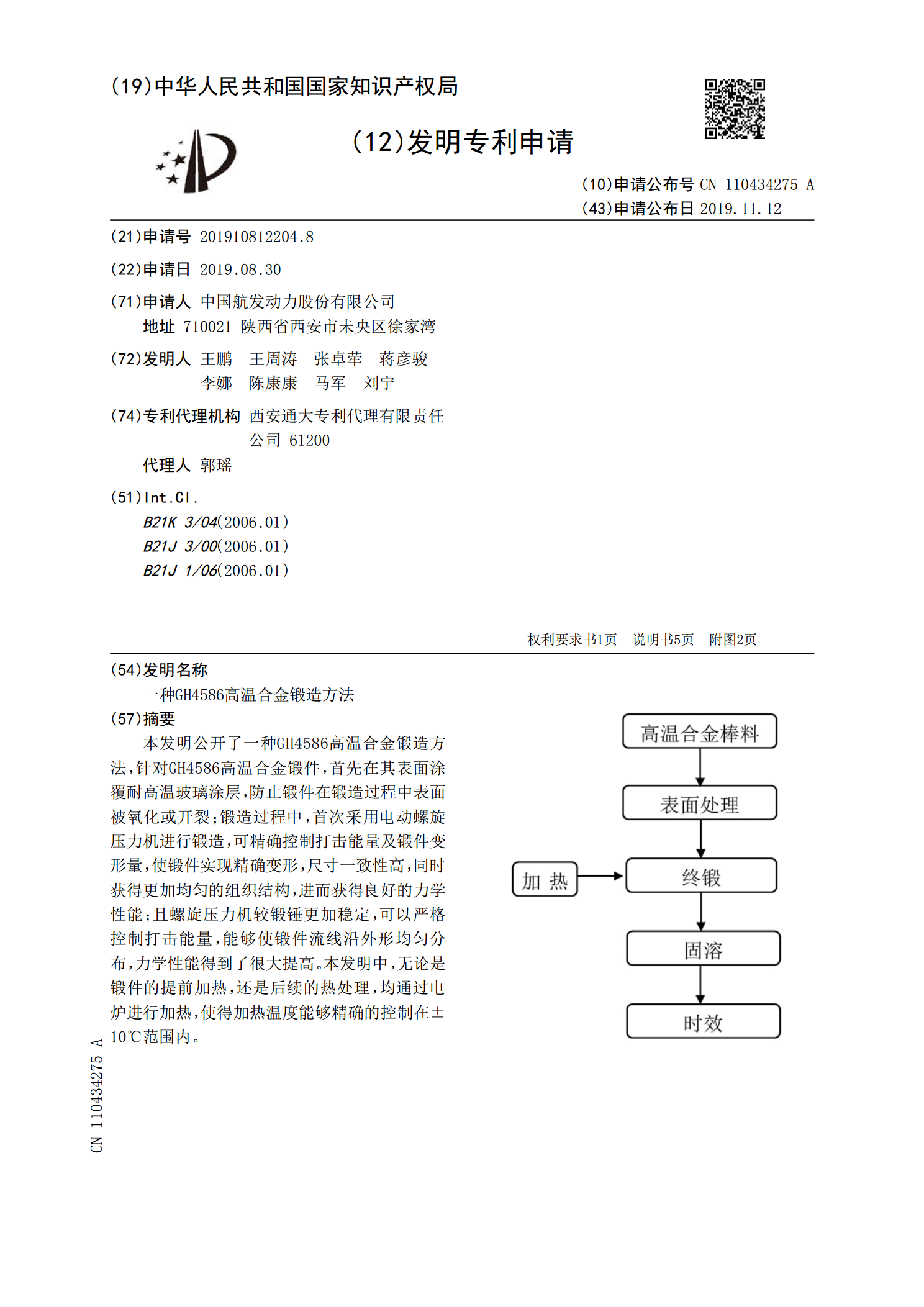
本发明公开了一种GH4586高温合金锻造方法,针对GH4586高温合金锻件,首先在其表面涂覆耐高温玻璃涂层,防止锻件在锻造过程中表面被氧化或开裂;锻造过程中,首次采用电动螺旋压力机进行锻造,可精确控制打击能量及锻件变形量,使锻件实现精确变形,尺寸一致性高,同时获得更加均匀的组织结构,进而获得良好的力学性能;且螺旋压力机较锻锤更加稳定,可以严格控制打击能量,能够使锻件流线沿外形均匀分布,力学性能得到了很大提高。本发明中,无论是锻件的提前加热,还是后续的热处理,均通过电炉进行加热,使得加热温度能够精确的控制在
一种高温合金饼坯的锻造方法.pdf
本发明涉及一种高温合金饼坯制造工艺方法,其工艺为:将坯料加热至要求温度(1000~1140℃),出炉用高温棉及粘结剂包套,回炉保温30min,镦饼第一步镦至变形量的30%至70%,15秒内完成坯料翻面放置于胎模中心,继续镦至工艺要求高度;按照此工艺要求制造的饼坯晶粒度细小均匀,适用于发动机盘类件的最后模锻。