
涂胶装置及涂胶方法.pdf

一条****贺6

1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
涂胶装置及涂胶方法.pdf
本申请涉及涂胶技术领域,尤其涉及一种涂胶装置及涂胶方法。涂胶装置包括涂胶执行器以及扫描系统,所述扫描系统用于扫描各待涂胶工件上的涂胶面与非涂胶面的外形轮廓,并计算相邻两个所述待涂胶工件堆叠后的容胶空间;所述涂胶执行器与所述扫描系统信号连接,用于根据所述容胶空间调整涂胶量,然后对所述涂胶面涂覆胶液。本申请在涂胶时不容易产生胶液不足或者溢胶的现象,进而尽量节省后续补胶与除胶的工序,能够缩短生产周期。
竹胶板涂胶装置及涂胶方法.pdf
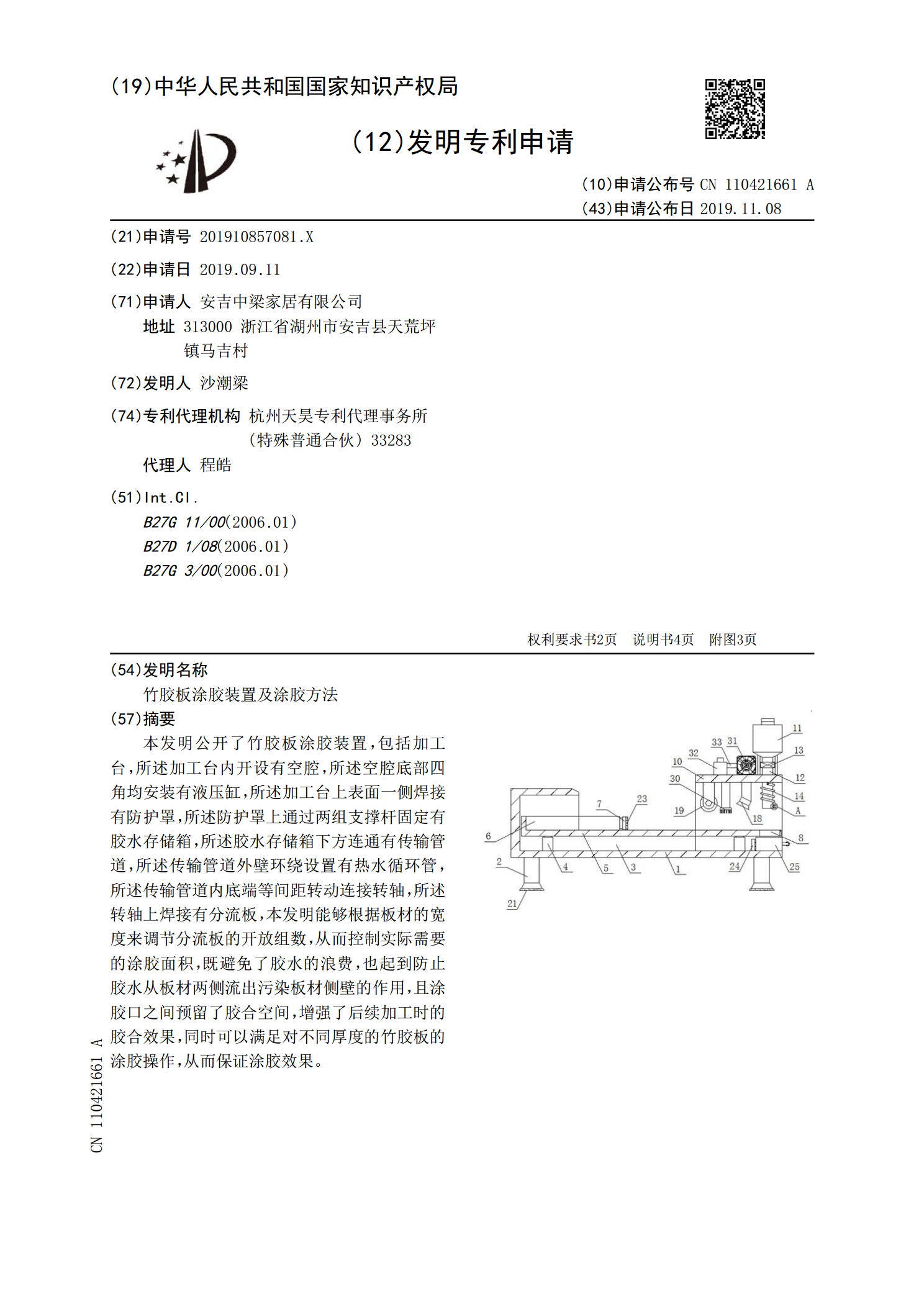
本发明公开了竹胶板涂胶装置,包括加工台,所述加工台内开设有空腔,所述空腔底部四角均安装有液压缸,所述加工台上表面一侧焊接有防护罩,所述防护罩上通过两组支撑杆固定有胶水存储箱,所述胶水存储箱下方连通有传输管道,所述传输管道外壁环绕设置有热水循环管,所述传输管道内底端等间距转动连接转轴,所述转轴上焊接有分流板,本发明能够根据板材的宽度来调节分流板的开放组数,从而控制实际需要的涂胶面积,既避免了胶水的浪费,也起到防止胶水从板材两侧流出污染板材侧壁的作用,且涂胶口之间预留了胶合空间,增强了后续加工时的胶合效果,同
涂胶轨迹的获取方法及涂胶方法、装置和涂胶轨迹生成系统.pdf
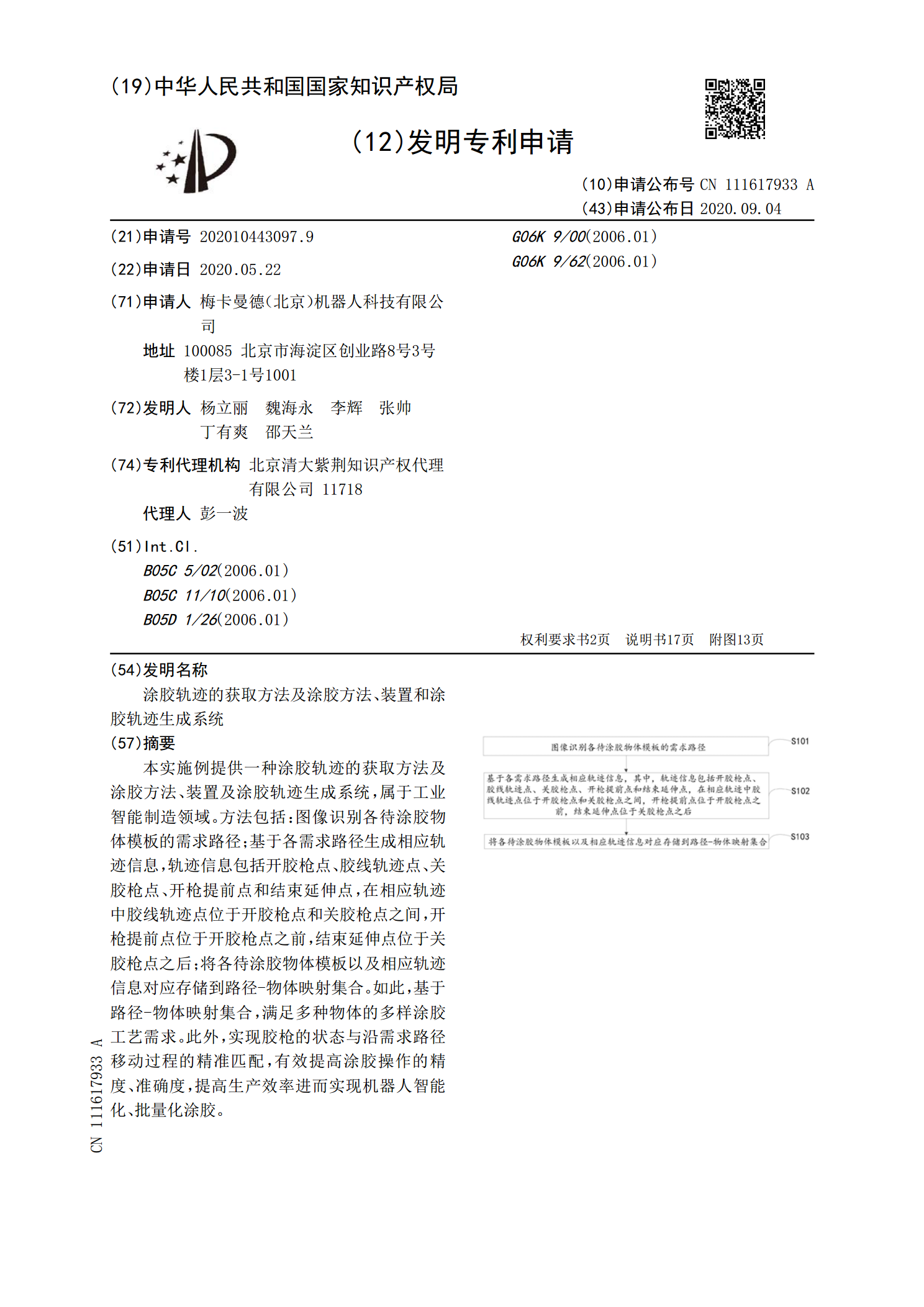
本实施例提供一种涂胶轨迹的获取方法及涂胶方法、装置及涂胶轨迹生成系统,属于工业智能制造领域。方法包括:图像识别各待涂胶物体模板的需求路径;基于各需求路径生成相应轨迹信息,轨迹信息包括开胶枪点、胶线轨迹点、关胶枪点、开枪提前点和结束延伸点,在相应轨迹中胶线轨迹点位于开胶枪点和关胶枪点之间,开枪提前点位于开胶枪点之前,结束延伸点位于关胶枪点之后;将各待涂胶物体模板以及相应轨迹信息对应存储到路径‑物体映射集合。如此,基于路径‑物体映射集合,满足多种物体的多样涂胶工艺需求。此外,实现胶枪的状态与沿需求路径移动过程
涂胶头、涂胶装置及涂胶工艺.pdf
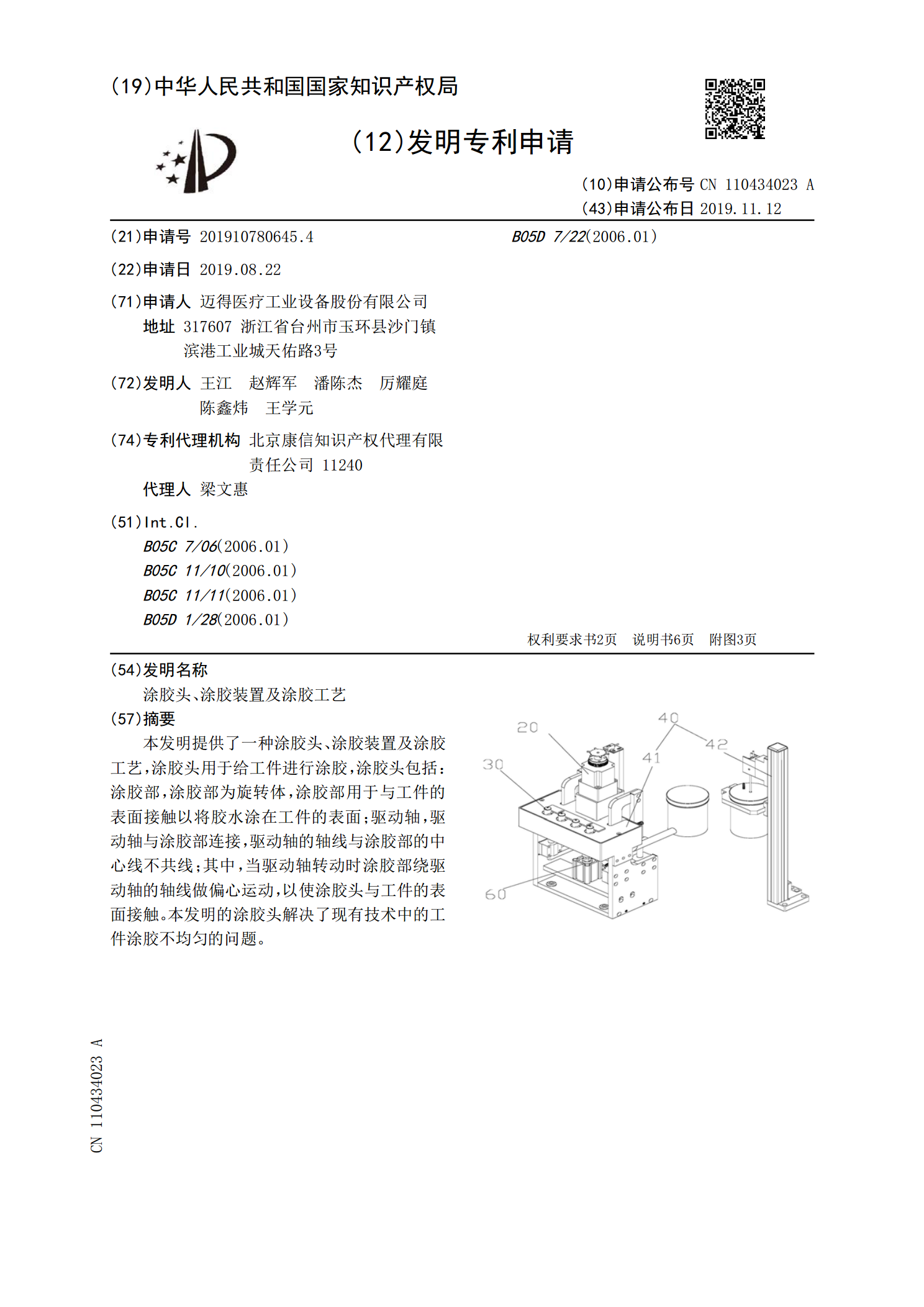
本发明提供了一种涂胶头、涂胶装置及涂胶工艺,涂胶头用于给工件进行涂胶,涂胶头包括:涂胶部,涂胶部为旋转体,涂胶部用于与工件的表面接触以将胶水涂在工件的表面;驱动轴,驱动轴与涂胶部连接,驱动轴的轴线与涂胶部的中心线不共线;其中,当驱动轴转动时涂胶部绕驱动轴的轴线做偏心运动,以使涂胶头与工件的表面接触。本发明的涂胶头解决了现有技术中的工件涂胶不均匀的问题。
涂胶头、涂胶装置.pdf
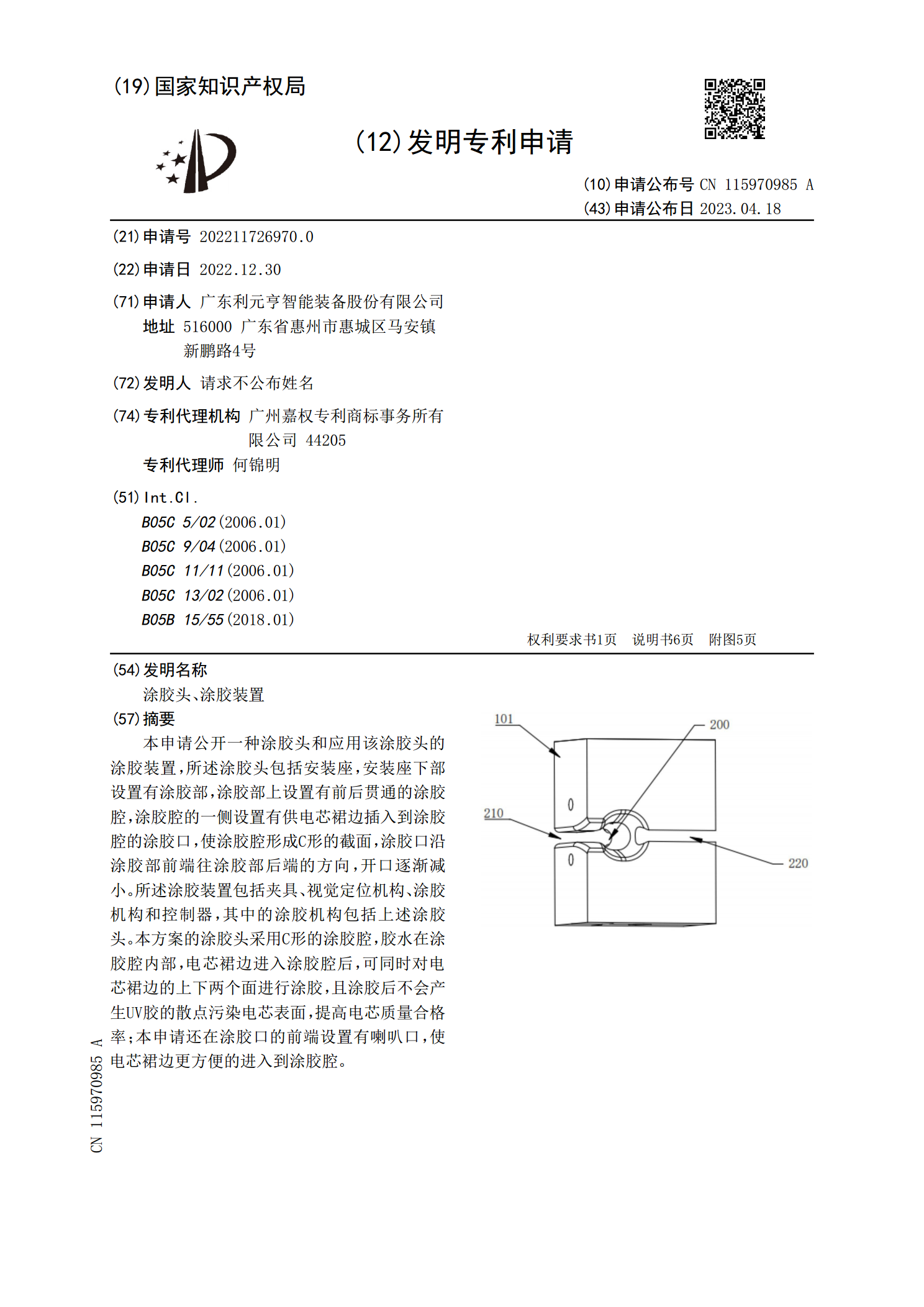
本申请公开一种涂胶头和应用该涂胶头的涂胶装置,所述涂胶头包括安装座,安装座下部设置有涂胶部,涂胶部上设置有前后贯通的涂胶腔,涂胶腔的一侧设置有供电芯裙边插入到涂胶腔的涂胶口,使涂胶腔形成C形的截面,涂胶口沿涂胶部前端往涂胶部后端的方向,开口逐渐减小。所述涂胶装置包括夹具、视觉定位机构、涂胶机构和控制器,其中的涂胶机构包括上述涂胶头。本方案的涂胶头采用C形的涂胶腔,胶水在涂胶腔内部,电芯裙边进入涂胶腔后,可同时对电芯裙边的上下两个面进行涂胶,且涂胶后不会产生UV胶的散点污染电芯表面,提高电芯质量合格率;本申