
一种超声磁场辅助的电火花线切割加工方法及装置.pdf

一吃****仕龙


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声磁场辅助的电火花线切割加工方法及装置.pdf
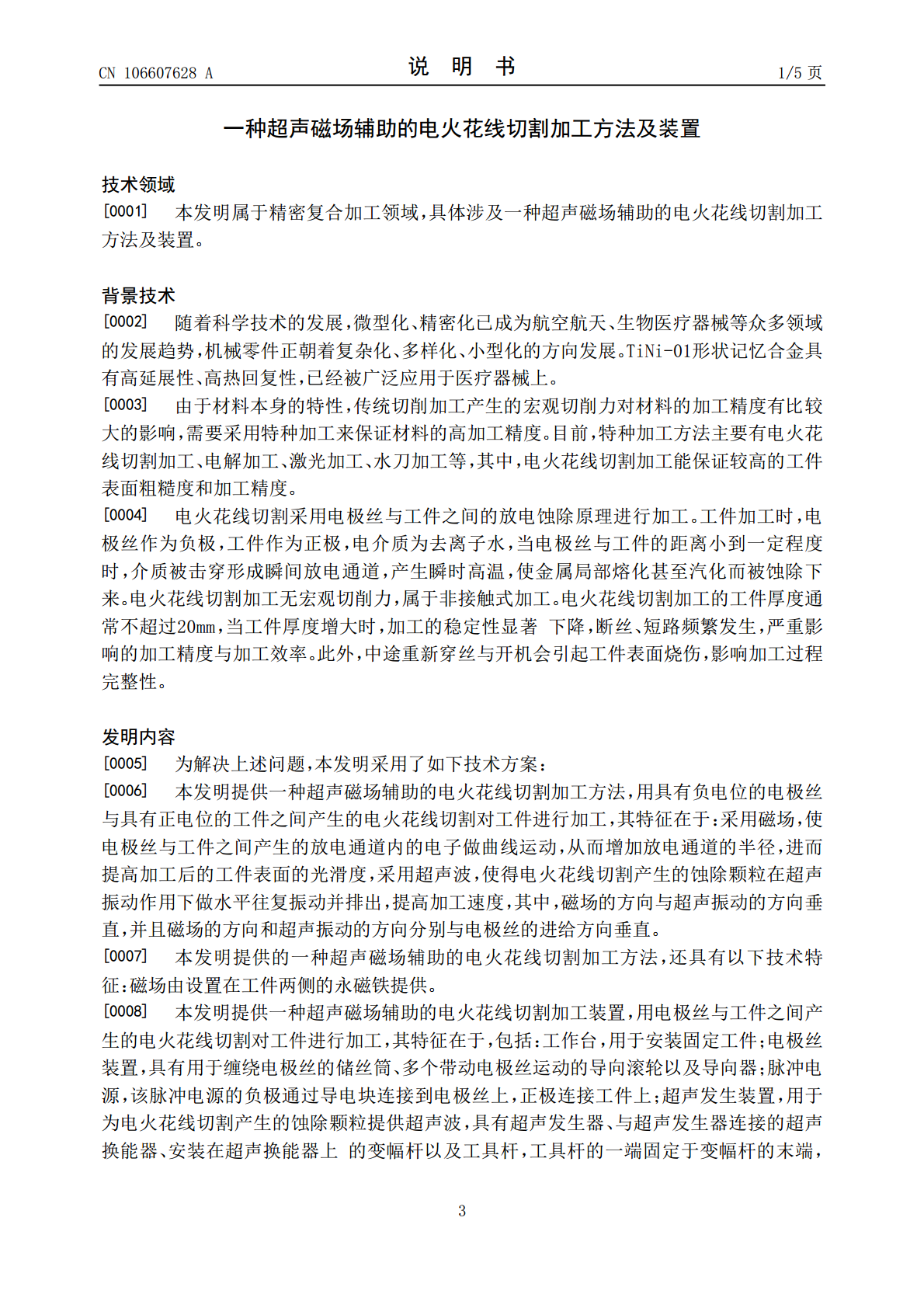
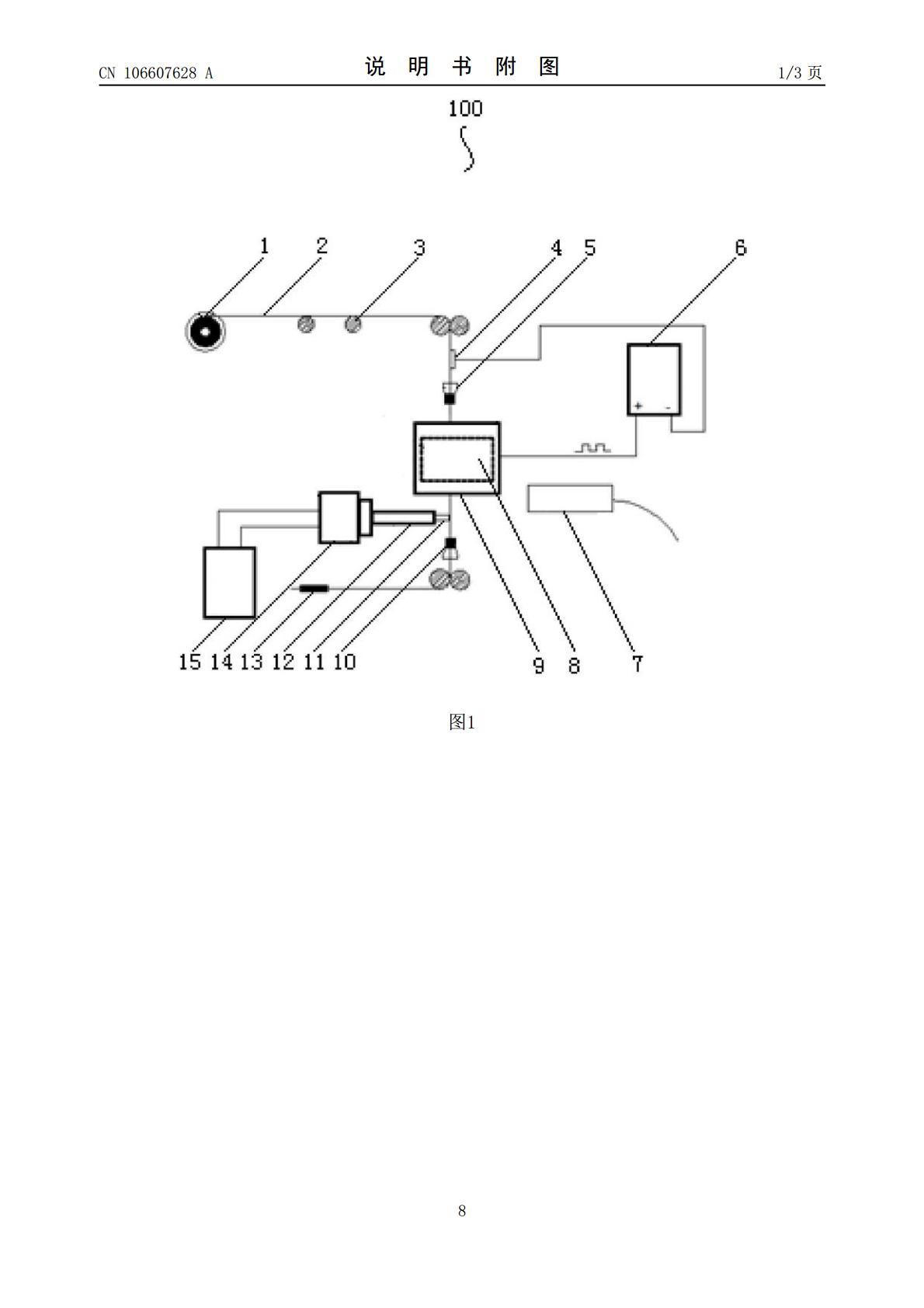
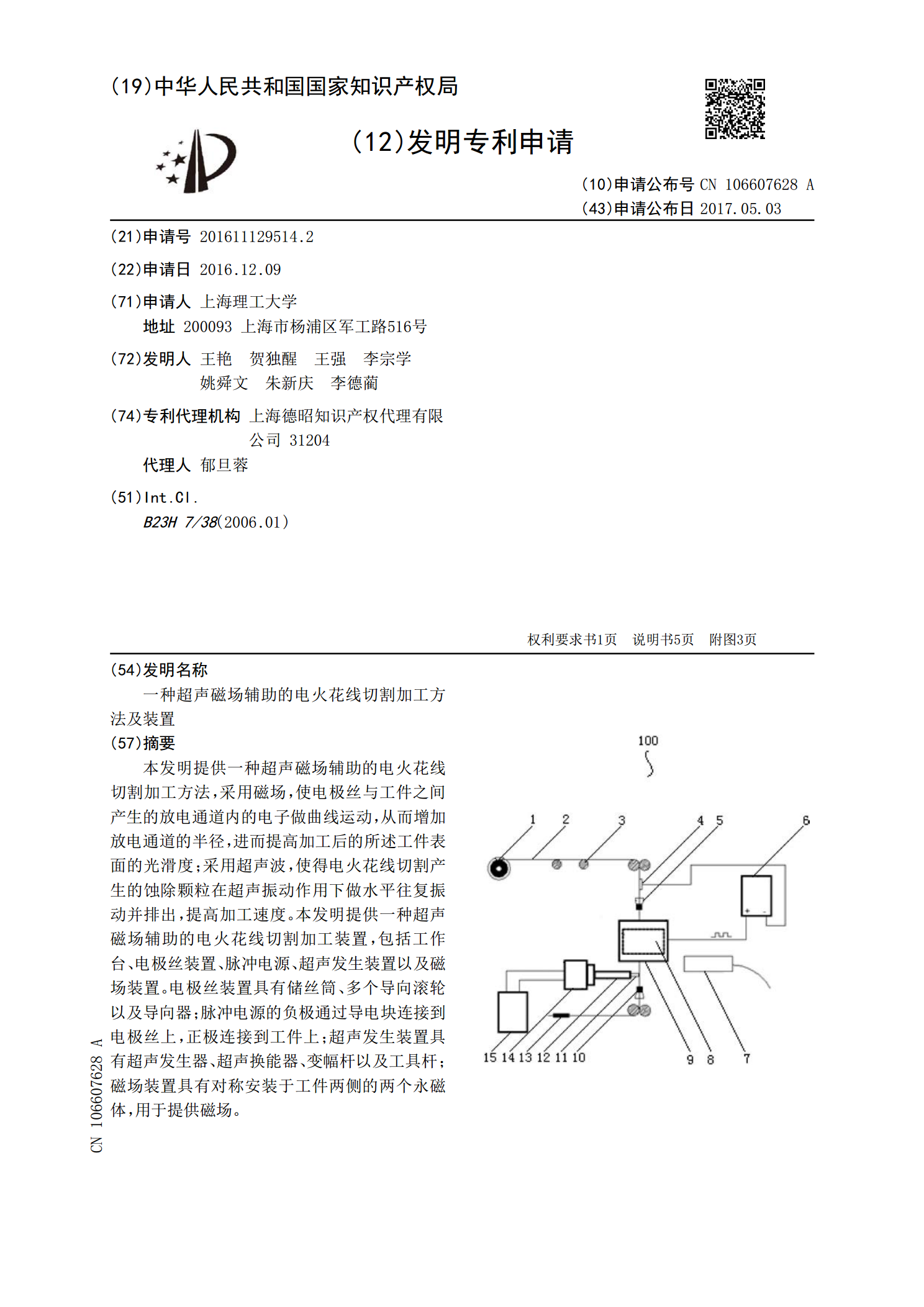
本发明提供一种超声磁场辅助的电火花线切割加工方法,采用磁场,使电极丝与工件之间产生的放电通道内的电子做曲线运动,从而增加放电通道的半径,进而提高加工后的所述工件表面的光滑度;采用超声波,使得电火花线切割产生的蚀除颗粒在超声振动作用下做水平往复振动并排出,提高加工速度。本发明提供一种超声磁场辅助的电火花线切割加工装置,包括工作台、电极丝装置、脉冲电源、超声发生装置以及磁场装置。电极丝装置具有储丝筒、多个导向滚轮以及导向器;脉冲电源的负极通过导电块连接到电极丝上,正极连接到工件上;超声发生装置具有超声发生器、

超声振动辅助微细电解电火花线切割加工方法及装置.pdf
本发明属于复合微细加工领域,是一种面向非导电硬脆材料加工的超声振动辅助微细电解电火花线切割加工方法及装置。本发明加工方法利用超声振动沿电极丝的轴向激励工件,电极丝与辅助电极在电解液中发生电解反应,使电极丝周围析出氢气,进而形成气膜使电极丝与电解液绝缘。本发明加工装置包括机床床身、电解-电火花线切割装置、超声振动单元和工作台;机床床身上设有贮丝筒、主动轮、张紧装置、导轮支架;电解-电火花线切割装置包括固定工件的夹持装置、工件、主轴、走丝装置、电极丝、盛有电解液的工作液箱、辅助电极、电解-电火花电源;辅助电极
电火花加工超声辅助装置.pdf
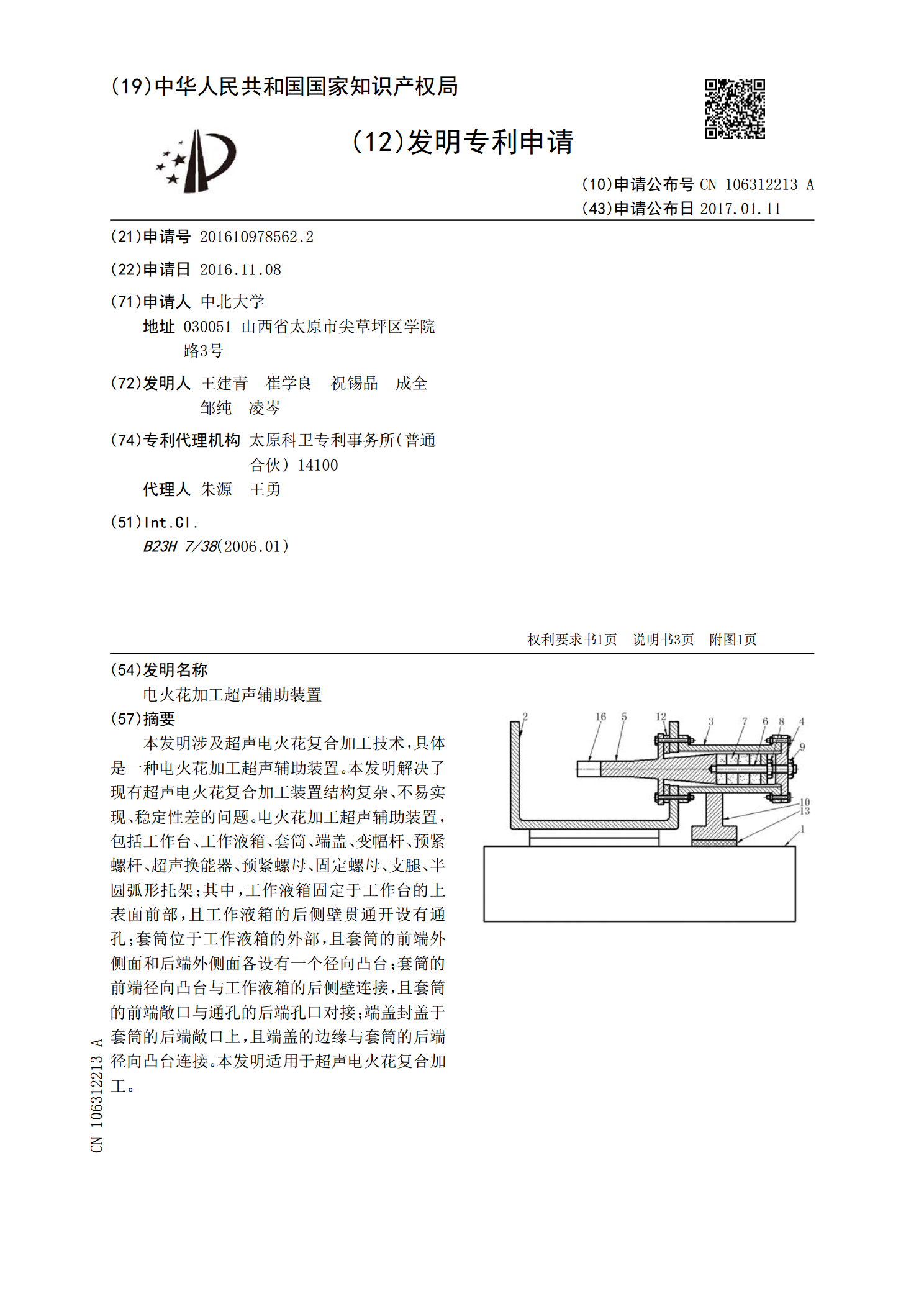
本发明涉及超声电火花复合加工技术,具体是一种电火花加工超声辅助装置。本发明解决了现有超声电火花复合加工装置结构复杂、不易实现、稳定性差的问题。电火花加工超声辅助装置,包括工作台、工作液箱、套筒、端盖、变幅杆、预紧螺杆、超声换能器、预紧螺母、固定螺母、支腿、半圆弧形托架;其中,工作液箱固定于工作台的上表面前部,且工作液箱的后侧壁贯通开设有通孔;套筒位于工作液箱的外部,且套筒的前端外侧面和后端外侧面各设有一个径向凸台;套筒的前端径向凸台与工作液箱的后侧壁连接,且套筒的前端敞口与通孔的后端孔口对接;端盖封盖于套

一种超声电火花辅助铣削加工方法.pdf
本发明一种超声电火花辅助铣削复合加工方法,第一步,于刀具本体一端设置有放电电极组,且放电电极组与工件之间留有给放电电极组放电的放电间隙,第二步,向放电电极组通电,以使放电电极组对工件的加工表面进行放电,使得放电电极组、工件以及供电处之间组成回路,放电过程中,放电电极组通过空气作为介质放电于工件上,电极放电击穿放电电极组与工件之间的间隙产生高温,使待加工表面特性发生改变,软化工件表面,生成易切削的变性层,便于切除,从而延长刀具本体使用寿命、提高加工效率,实现材料高效精密去除。

电火花线切割加工锥齿轮的辅助装置.pdf
本发明是一种电火花线切割加工锥齿轮的辅助装置,涉及电火花线切割机床技术领域,包括导轨滑台、角度调节平台、直角支架、数控分度头、倾角仪一、倾角仪二、距离传感器部件、分度控制器、导电旋转轴部件、导电板部件。所述辅助装置安装在采用绝缘材料的横梁一上,横梁一上侧有容纳所述辅助装置的有效空间,所述辅助装置的基准锥实现锥齿轮坯料安装时精确定位功能,B轴旋转自由度、A轴旋转自由度、Z轴移动自由度实现所述辅助装置在锥齿轮坯料安装时调节锥齿轮坯料安装位置功能,导电异质环实现所述辅助装置高频脉冲电流路径中有相对运动的两个导电