
电火花加工超声辅助装置.pdf

是来****文章


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电火花加工超声辅助装置.pdf
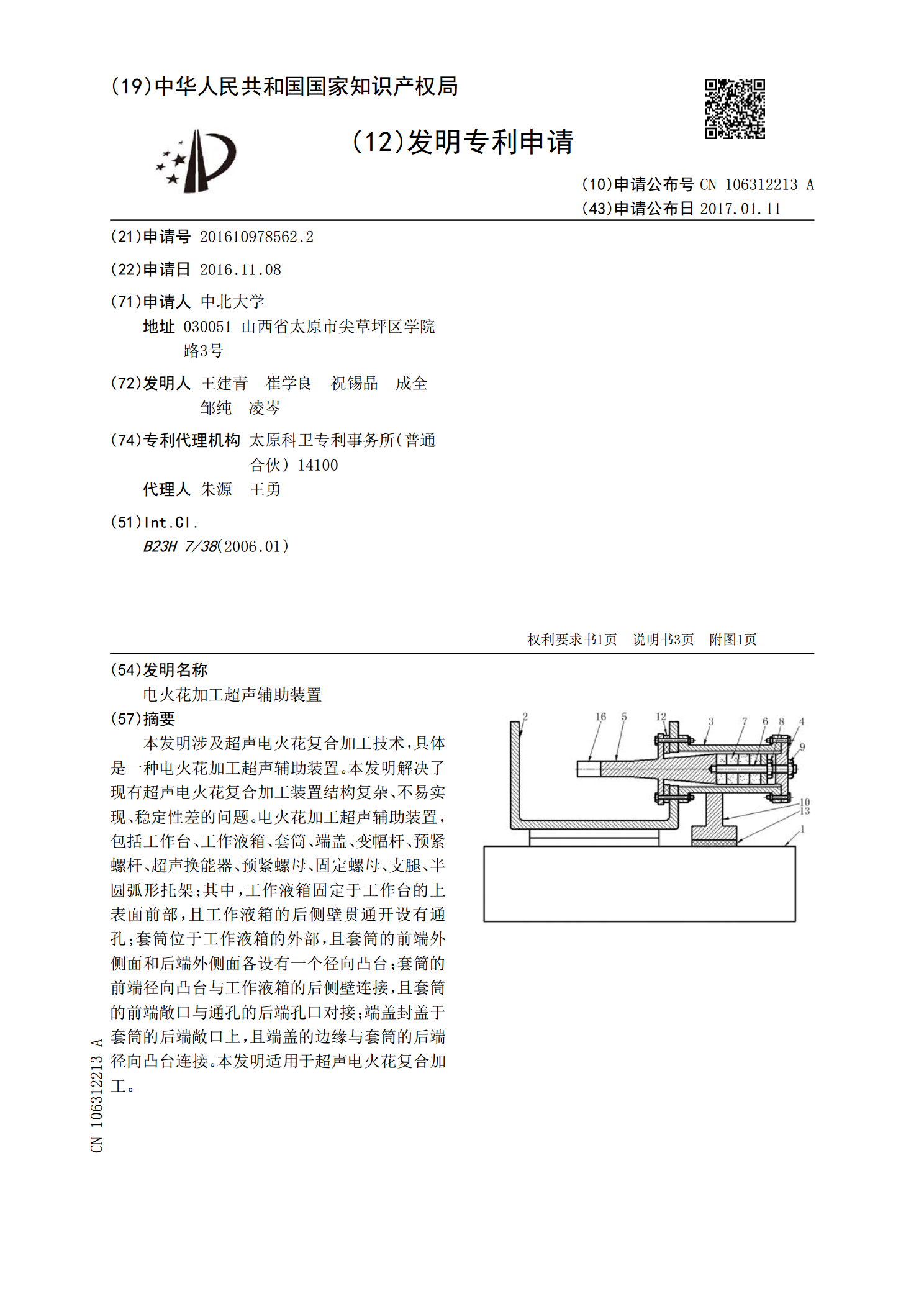
本发明涉及超声电火花复合加工技术,具体是一种电火花加工超声辅助装置。本发明解决了现有超声电火花复合加工装置结构复杂、不易实现、稳定性差的问题。电火花加工超声辅助装置,包括工作台、工作液箱、套筒、端盖、变幅杆、预紧螺杆、超声换能器、预紧螺母、固定螺母、支腿、半圆弧形托架;其中,工作液箱固定于工作台的上表面前部,且工作液箱的后侧壁贯通开设有通孔;套筒位于工作液箱的外部,且套筒的前端外侧面和后端外侧面各设有一个径向凸台;套筒的前端径向凸台与工作液箱的后侧壁连接,且套筒的前端敞口与通孔的后端孔口对接;端盖封盖于套

超声振动辅助微细电解电火花线切割加工方法及装置.pdf
本发明属于复合微细加工领域,是一种面向非导电硬脆材料加工的超声振动辅助微细电解电火花线切割加工方法及装置。本发明加工方法利用超声振动沿电极丝的轴向激励工件,电极丝与辅助电极在电解液中发生电解反应,使电极丝周围析出氢气,进而形成气膜使电极丝与电解液绝缘。本发明加工装置包括机床床身、电解-电火花线切割装置、超声振动单元和工作台;机床床身上设有贮丝筒、主动轮、张紧装置、导轮支架;电解-电火花线切割装置包括固定工件的夹持装置、工件、主轴、走丝装置、电极丝、盛有电解液的工作液箱、辅助电极、电解-电火花电源;辅助电极

超声辅助气中电火花铣削加工研究.docx
超声辅助气中电火花铣削加工研究一、研究背景近年来,气中电火花铣削作为一种高效加工技术,广泛应用于各个领域。气中电火花铣削加工的主要优点是具备高速度、高效率、高精度、低加热区域、不易造成疲劳效应、不会产生残留应力、不需要精密冷却等特点。但气中电火花铣削加工过程中容易出现热效应、悬挂加工等问题。如果能够寻找更好的方法来改善这些问题,就可以使气中电火花铣削加工的效率大幅提高。二、研究目的本论文的研究目的是探究超声辅助技术对气中电火花铣削加工的影响及其机理,为气中电火花铣削加工技术的进一步提升提供有效的参考。三、

一种超声电火花辅助铣削加工方法.pdf
本发明一种超声电火花辅助铣削复合加工方法,第一步,于刀具本体一端设置有放电电极组,且放电电极组与工件之间留有给放电电极组放电的放电间隙,第二步,向放电电极组通电,以使放电电极组对工件的加工表面进行放电,使得放电电极组、工件以及供电处之间组成回路,放电过程中,放电电极组通过空气作为介质放电于工件上,电极放电击穿放电电极组与工件之间的间隙产生高温,使待加工表面特性发生改变,软化工件表面,生成易切削的变性层,便于切除,从而延长刀具本体使用寿命、提高加工效率,实现材料高效精密去除。

超声辅助多介质电火花铣削加工机床的研究.docx
超声辅助多介质电火花铣削加工机床的研究随着现代工业的发展和技术的不断提高,越来越多的产品需要高精度、高质量的加工,这也对加工机床提出了更高的要求。超声辅助多介质电火花铣削加工技术由于其在精度、表面质量、加工效率等方面的优势被广泛应用。本文将探讨超声辅助多介质电火花铣削加工机床的研究。一、超声辅助多介质电火花铣削加工技术概述超声辅助多介质电火花铣削加工(SAEDM)技术是一种新型的电火花加工方法。在传统的电火花加工发生时,液体介质会扰动放电通道,使电极与工件之间的间隙始终难以保持稳定,这就导致了一定的误差。