
超声振动辅助微细电解电火花线切割加工方法及装置.pdf

依波****bc


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超声振动辅助微细电解电火花线切割加工方法及装置.pdf
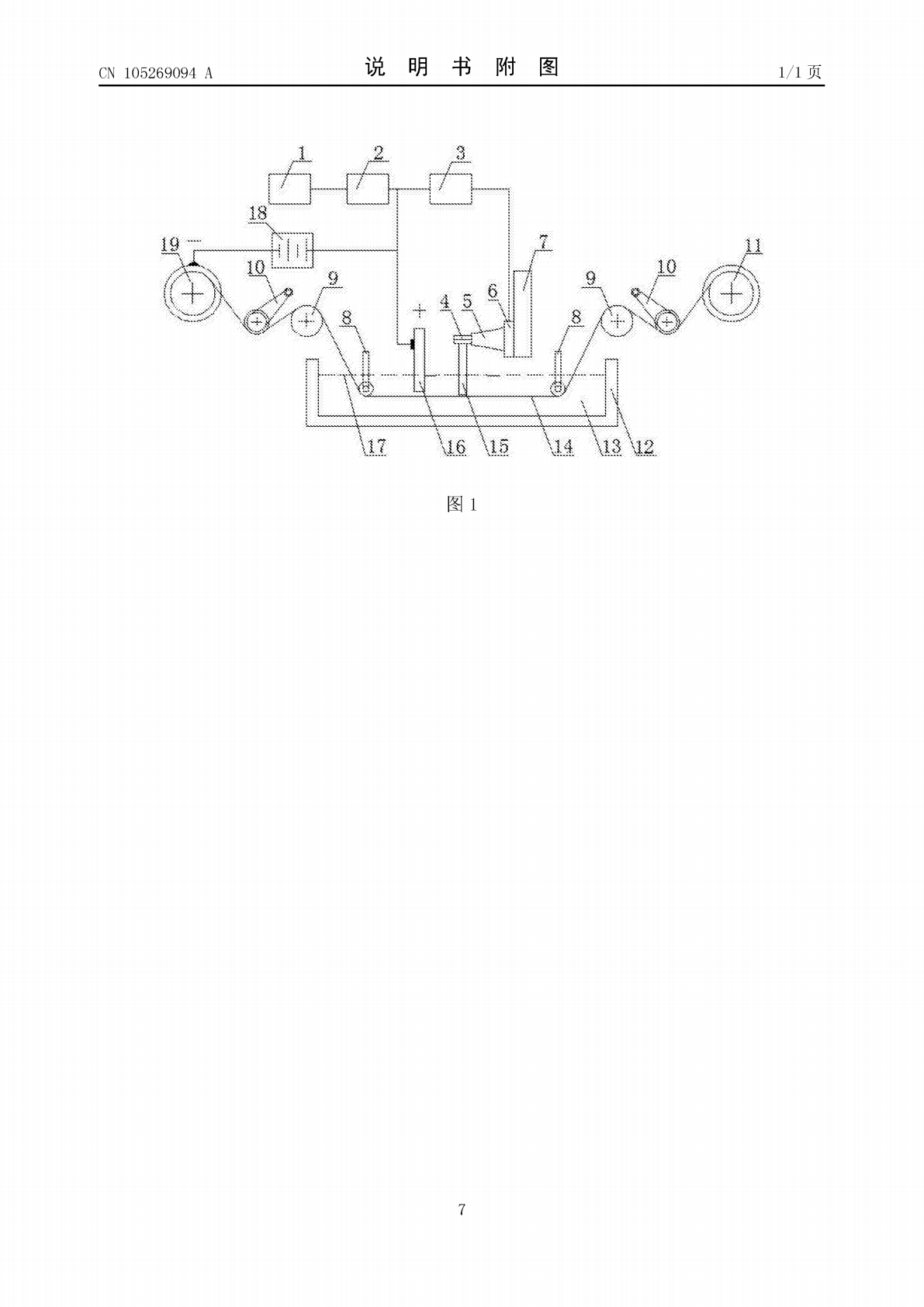
本发明属于复合微细加工领域,是一种面向非导电硬脆材料加工的超声振动辅助微细电解电火花线切割加工方法及装置。本发明加工方法利用超声振动沿电极丝的轴向激励工件,电极丝与辅助电极在电解液中发生电解反应,使电极丝周围析出氢气,进而形成气膜使电极丝与电解液绝缘。本发明加工装置包括机床床身、电解-电火花线切割装置、超声振动单元和工作台;机床床身上设有贮丝筒、主动轮、张紧装置、导轮支架;电解-电火花线切割装置包括固定工件的夹持装置、工件、主轴、走丝装置、电极丝、盛有电解液的工作液箱、辅助电极、电解-电火花电源;辅助电极
电火花加工超声辅助装置.pdf
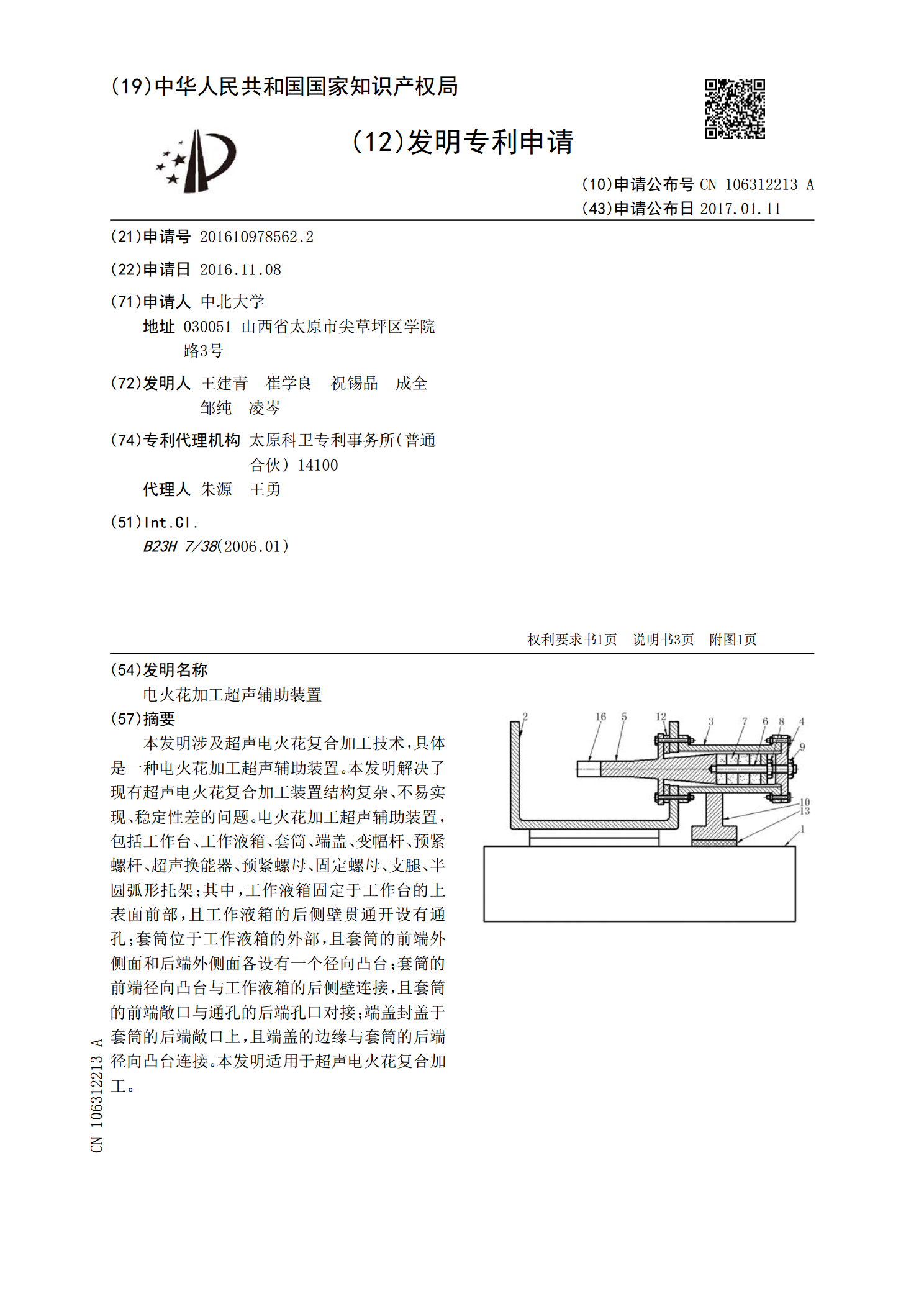
本发明涉及超声电火花复合加工技术,具体是一种电火花加工超声辅助装置。本发明解决了现有超声电火花复合加工装置结构复杂、不易实现、稳定性差的问题。电火花加工超声辅助装置,包括工作台、工作液箱、套筒、端盖、变幅杆、预紧螺杆、超声换能器、预紧螺母、固定螺母、支腿、半圆弧形托架;其中,工作液箱固定于工作台的上表面前部,且工作液箱的后侧壁贯通开设有通孔;套筒位于工作液箱的外部,且套筒的前端外侧面和后端外侧面各设有一个径向凸台;套筒的前端径向凸台与工作液箱的后侧壁连接,且套筒的前端敞口与通孔的后端孔口对接;端盖封盖于套
一种超声磁场辅助的电火花线切割加工方法及装置.pdf
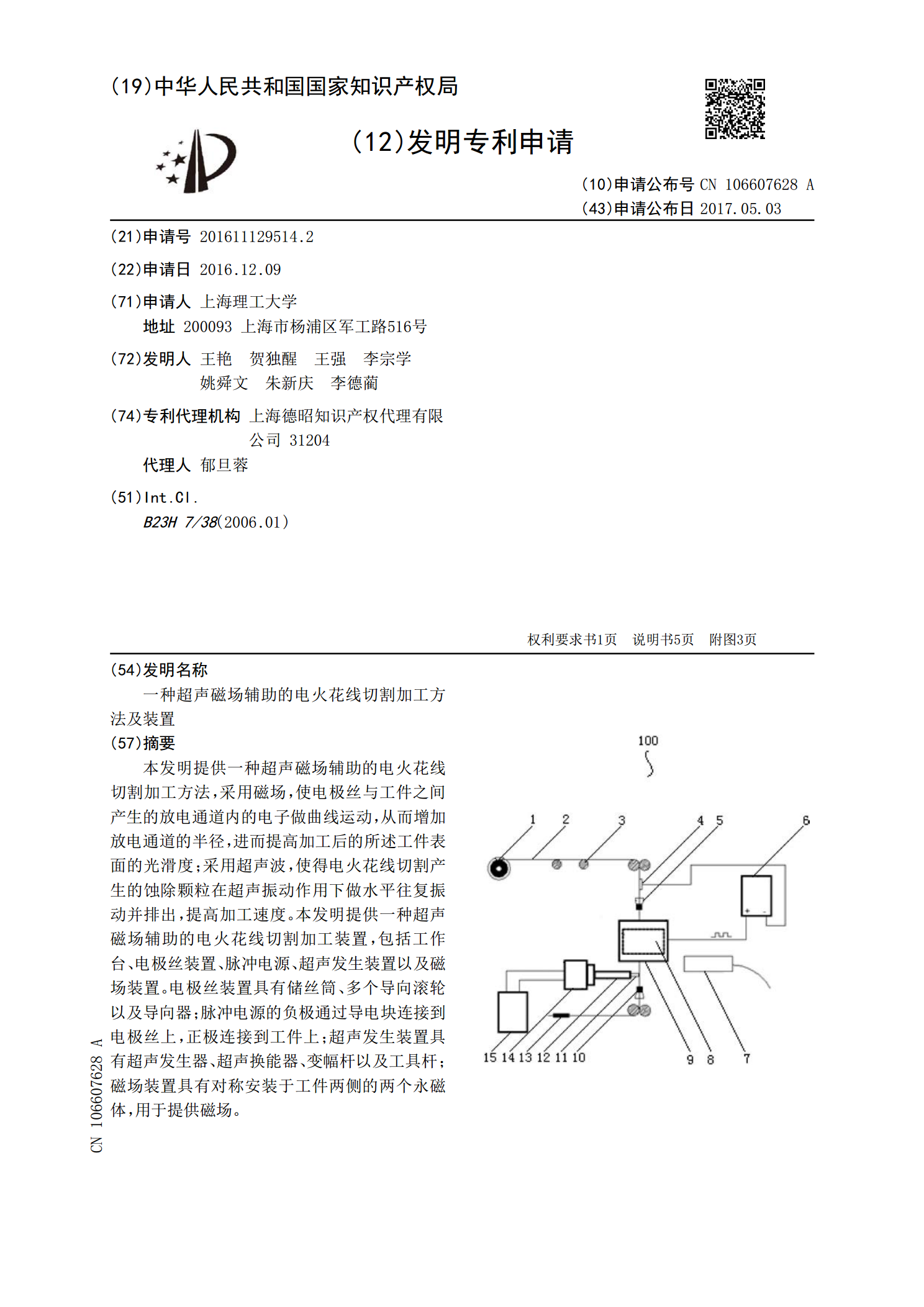
本发明提供一种超声磁场辅助的电火花线切割加工方法,采用磁场,使电极丝与工件之间产生的放电通道内的电子做曲线运动,从而增加放电通道的半径,进而提高加工后的所述工件表面的光滑度;采用超声波,使得电火花线切割产生的蚀除颗粒在超声振动作用下做水平往复振动并排出,提高加工速度。本发明提供一种超声磁场辅助的电火花线切割加工装置,包括工作台、电极丝装置、脉冲电源、超声发生装置以及磁场装置。电极丝装置具有储丝筒、多个导向滚轮以及导向器;脉冲电源的负极通过导电块连接到电极丝上,正极连接到工件上;超声发生装置具有超声发生器、
径向超声振动辅助微织构滚蚀电解加工方法及装置.pdf
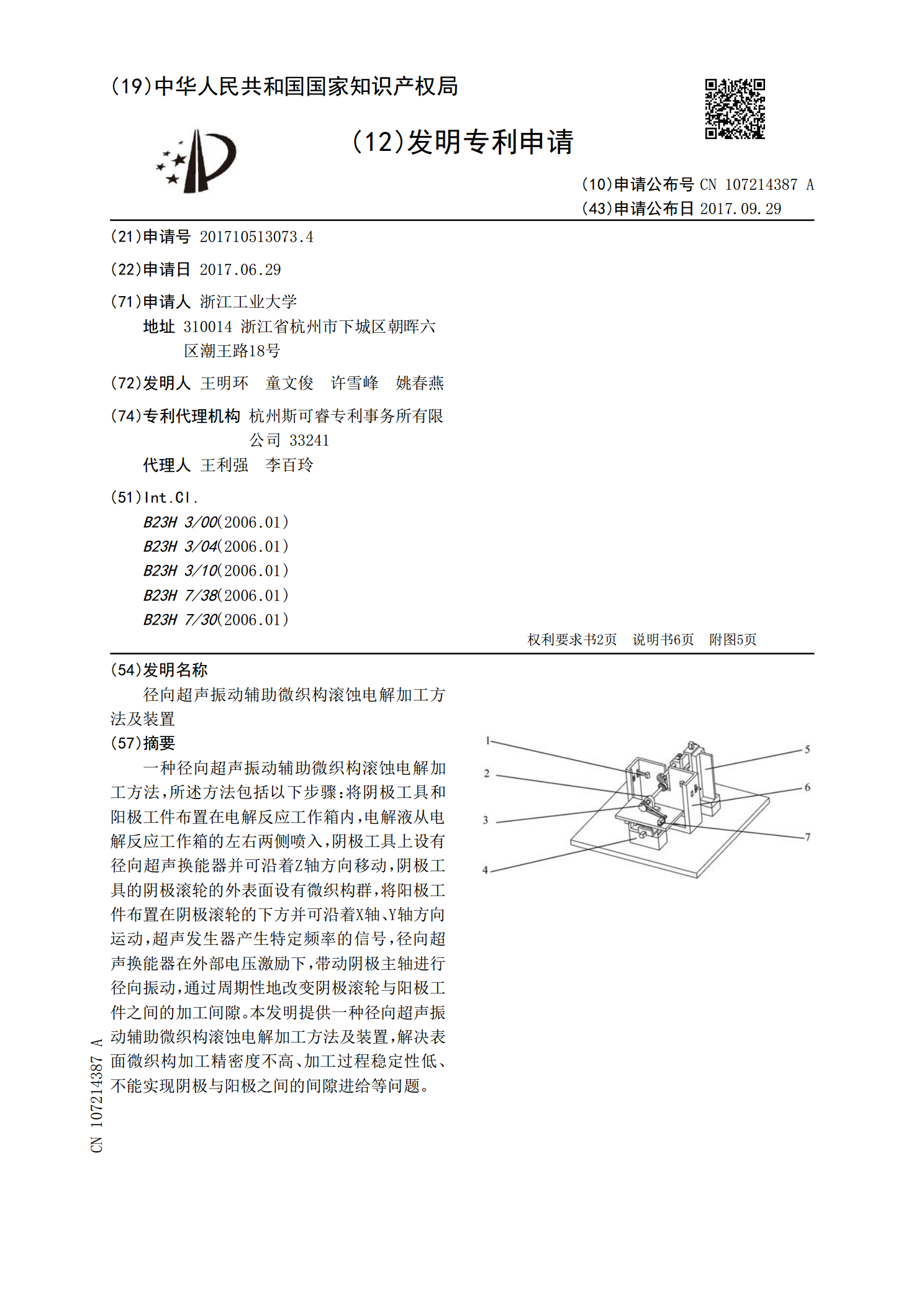
一种径向超声振动辅助微织构滚蚀电解加工方法,所述方法包括以下步骤:将阴极工具和阳极工件布置在电解反应工作箱内,电解液从电解反应工作箱的左右两侧喷入,阴极工具上设有径向超声换能器并可沿着Z轴方向移动,阴极工具的阴极滚轮的外表面设有微织构群,将阳极工件布置在阴极滚轮的下方并可沿着X轴、Y轴方向运动,超声发生器产生特定频率的信号,径向超声换能器在外部电压激励下,带动阴极主轴进行径向振动,通过周期性地改变阴极滚轮与阳极工件之间的加工间隙。本发明提供一种径向超声振动辅助微织构滚蚀电解加工方法及装置,解决表面微织构加
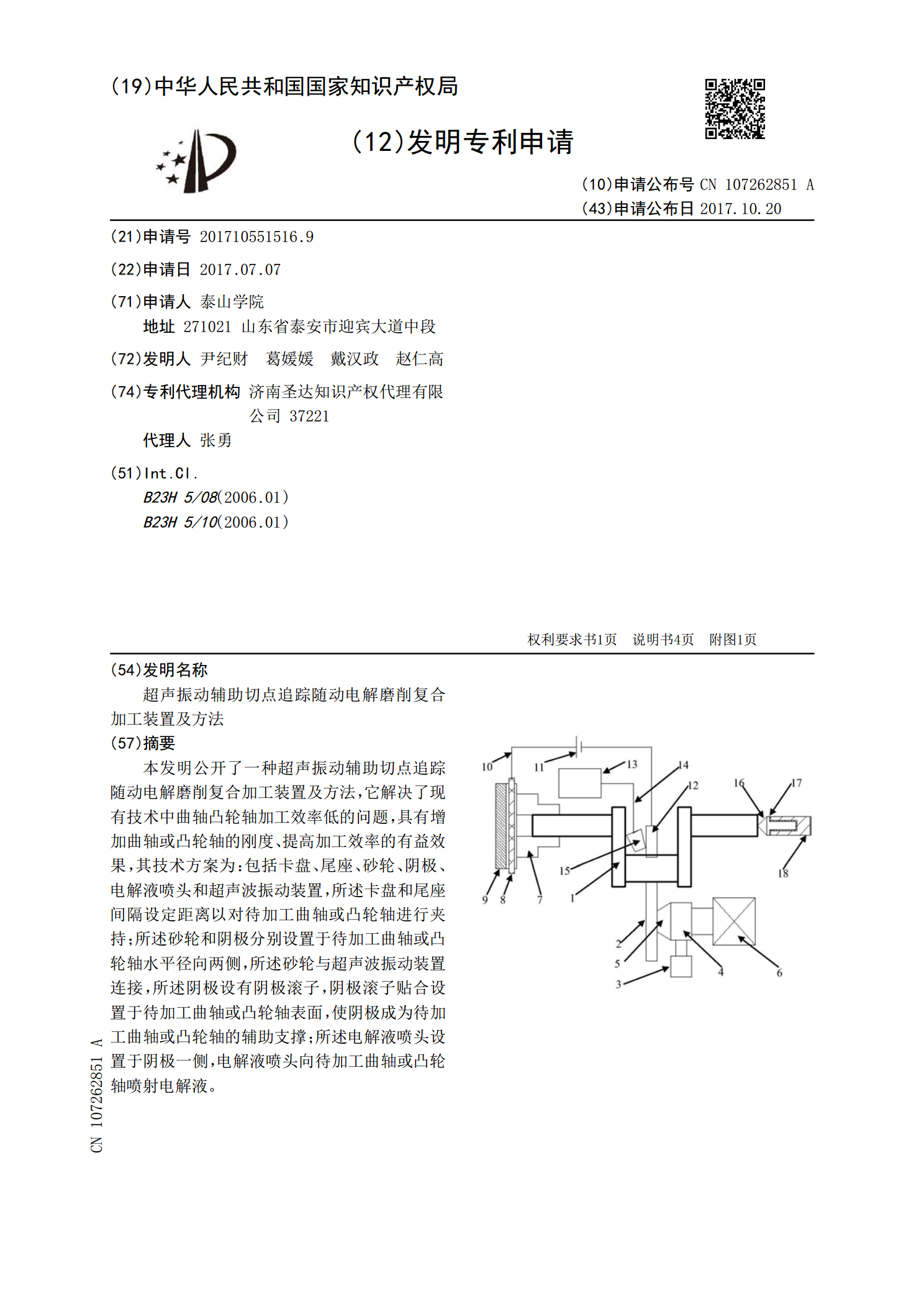
超声振动辅助切点追踪随动电解磨削复合加工装置及方法.pdf
本发明公开了一种超声振动辅助切点追踪随动电解磨削复合加工装置及方法,它解决了现有技术中曲轴凸轮轴加工效率低的问题,具有增加曲轴或凸轮轴的刚度、提高加工效率的有益效果,其技术方案为:包括卡盘、尾座、砂轮、阴极、电解液喷头和超声波振动装置,所述卡盘和尾座间隔设定距离以对待加工曲轴或凸轮轴进行夹持;所述砂轮和阴极分别设置于待加工曲轴或凸轮轴水平径向两侧,所述砂轮与超声波振动装置连接,所述阴极设有阴极滚子,阴极滚子贴合设置于待加工曲轴或凸轮轴表面,使阴极成为待加工曲轴或凸轮轴的辅助支撑;所述电解液喷头设置于阴极一