
一种多形变铸件修磨装置的打磨机构.pdf

曦晨****22


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种多形变铸件修磨装置的打磨机构.pdf
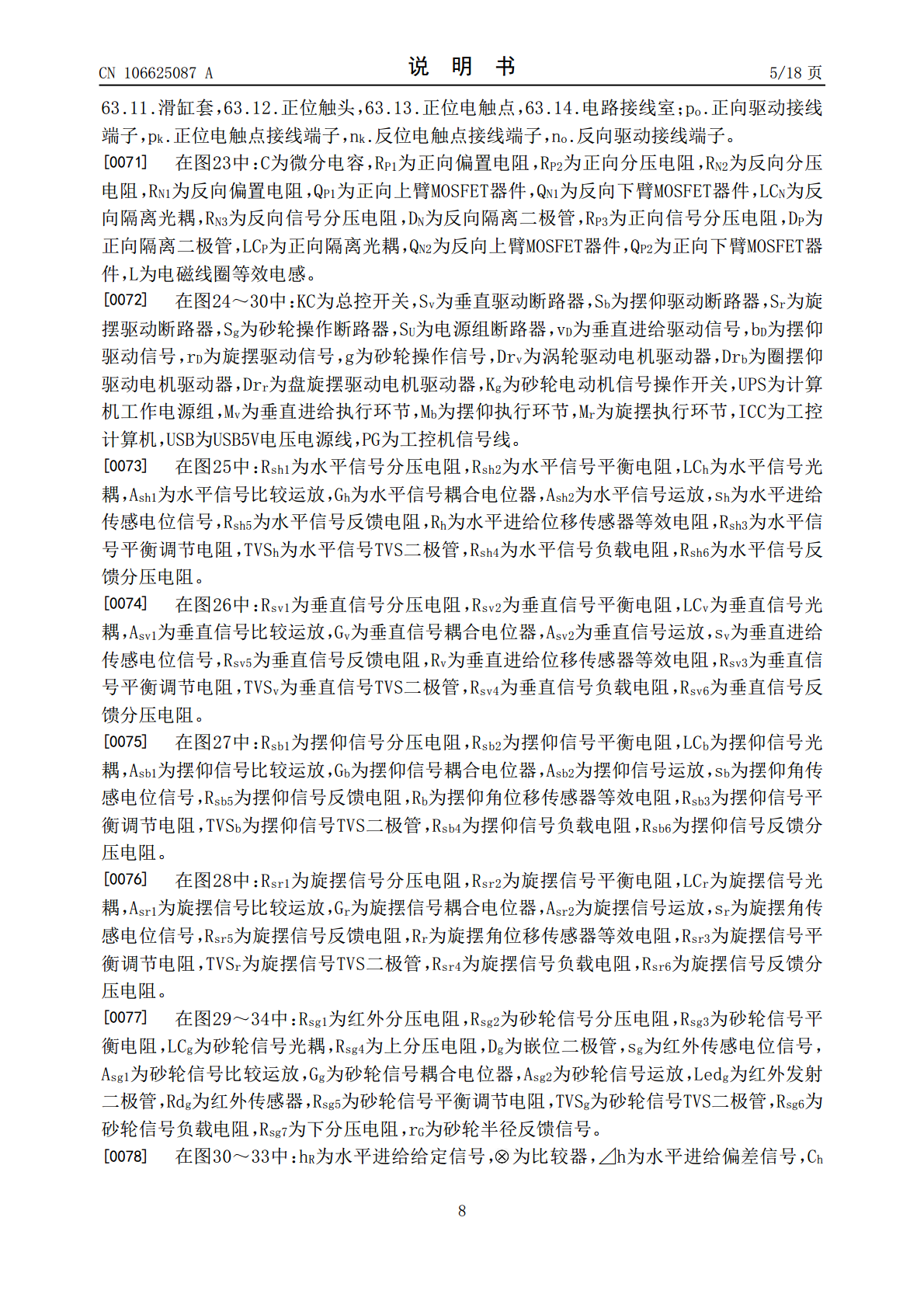
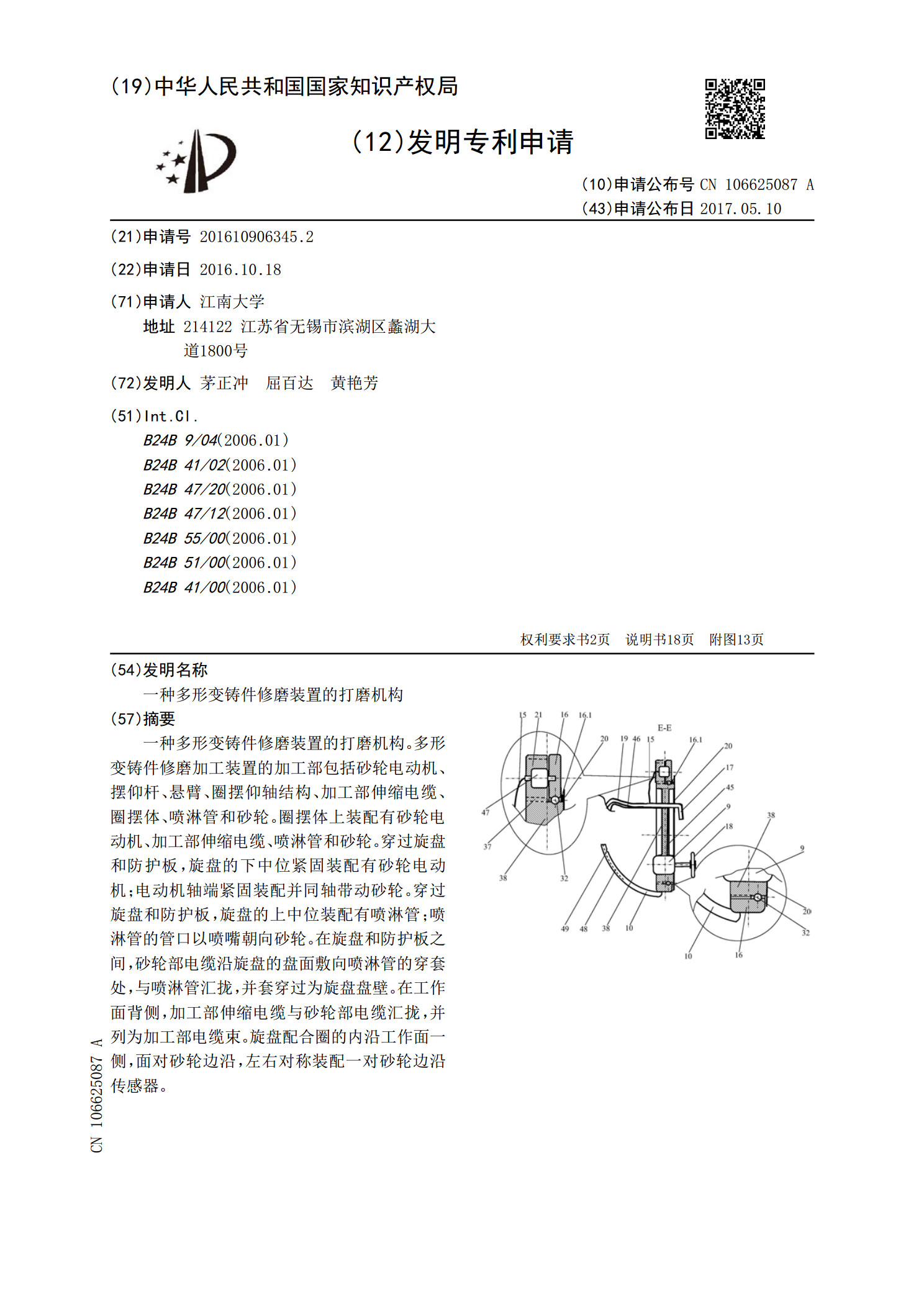
一种多形变铸件修磨装置的打磨机构。多形变铸件修磨加工装置的加工部包括砂轮电动机、摆仰杆、悬臂、圈摆仰轴结构、加工部伸缩电缆、圈摆体、喷淋管和砂轮。圈摆体上装配有砂轮电动机、加工部伸缩电缆、喷淋管和砂轮。穿过旋盘和防护板,旋盘的下中位紧固装配有砂轮电动机;电动机轴端紧固装配并同轴带动砂轮。穿过旋盘和防护板,旋盘的上中位装配有喷淋管;喷淋管的管口以喷嘴朝向砂轮。在旋盘和防护板之间,砂轮部电缆沿旋盘的盘面敷向喷淋管的穿套处,与喷淋管汇拢,并套穿过为旋盘盘壁。在工作面背侧,加工部伸缩电缆与砂轮部电缆汇拢,并列为加

一种多形变铸件修磨加工机构.pdf
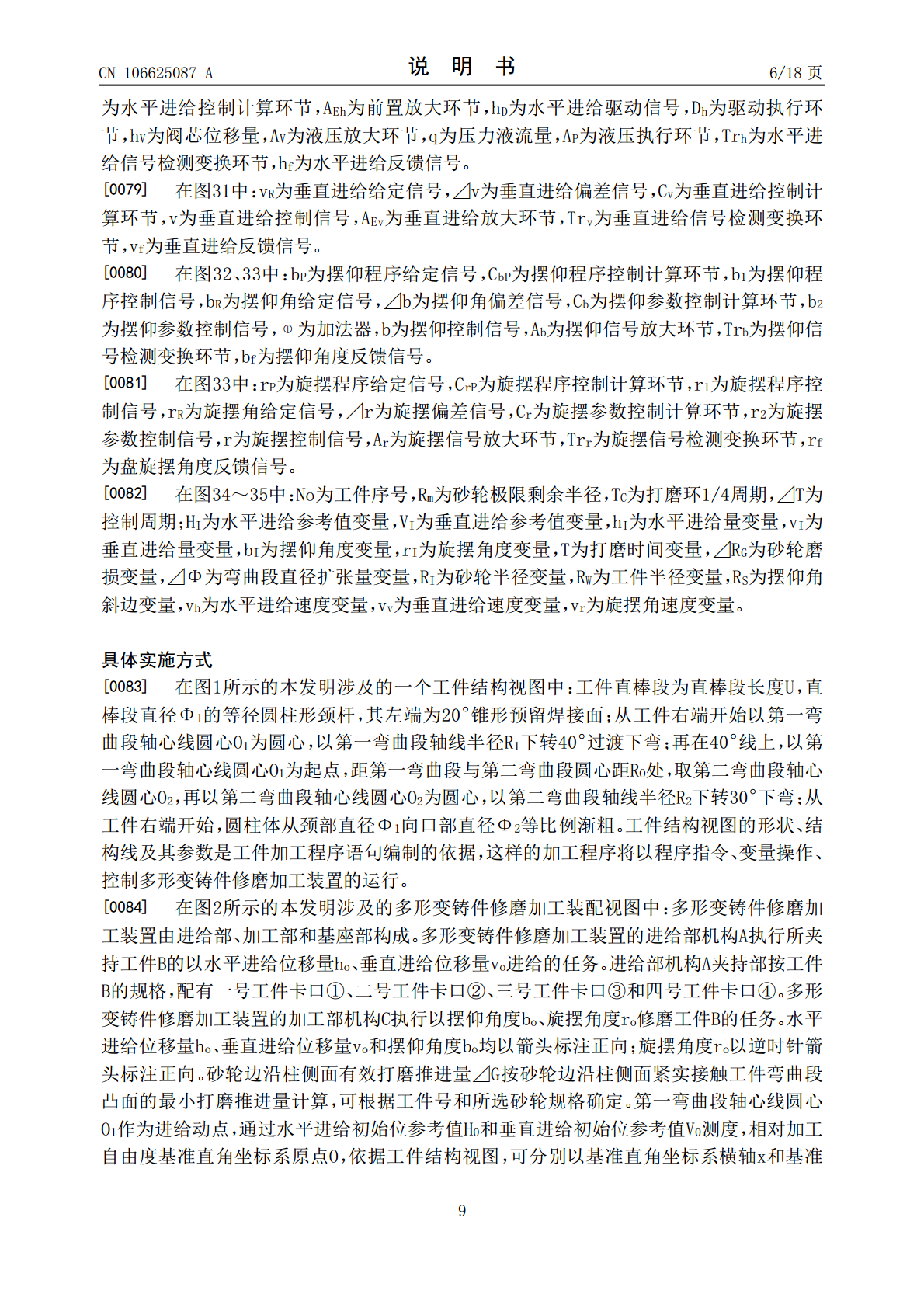
多形变铸件修磨加工机构。包括砂轮电动机、摆仰杆、悬臂、圈摆仰轴结构、加工部伸缩电缆、圈摆体、喷淋管和砂轮。圈摆体为圆环形结构,环内套装旋盘;圈摆体通过旋盘轴承机构与旋盘构成切向滚滑动配合;圈摆体的上部制成旋摆驱动部;旋摆驱动部通过盘圈啮合部,带动旋盘在圈摆体内旋转。旋盘的左上面为加工工作面,配有用以覆盖整个旋盘和旋盘轴承机构的防护板。旋盘的上中位穿套有喷淋管;喷淋管的左部向下弯曲,管口以喷嘴朝向砂轮;喷淋管的右端接有喷淋伸缩管;通过喷淋伸缩管,喷淋管贯通、引入、连接到喷淋操作执行系统。旋盘的下中位装配有装

一种多形变铸件修磨进给机构.pdf
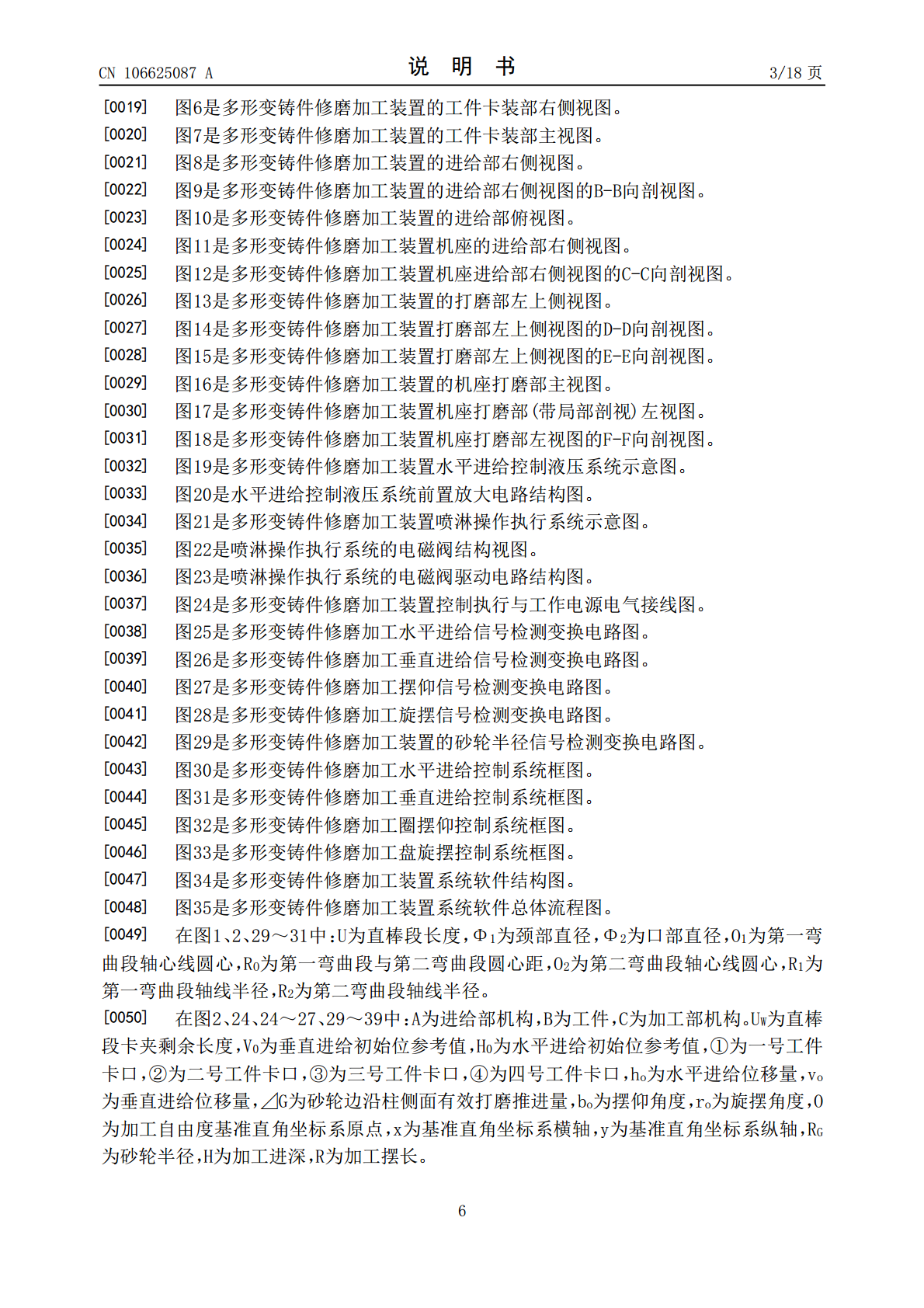
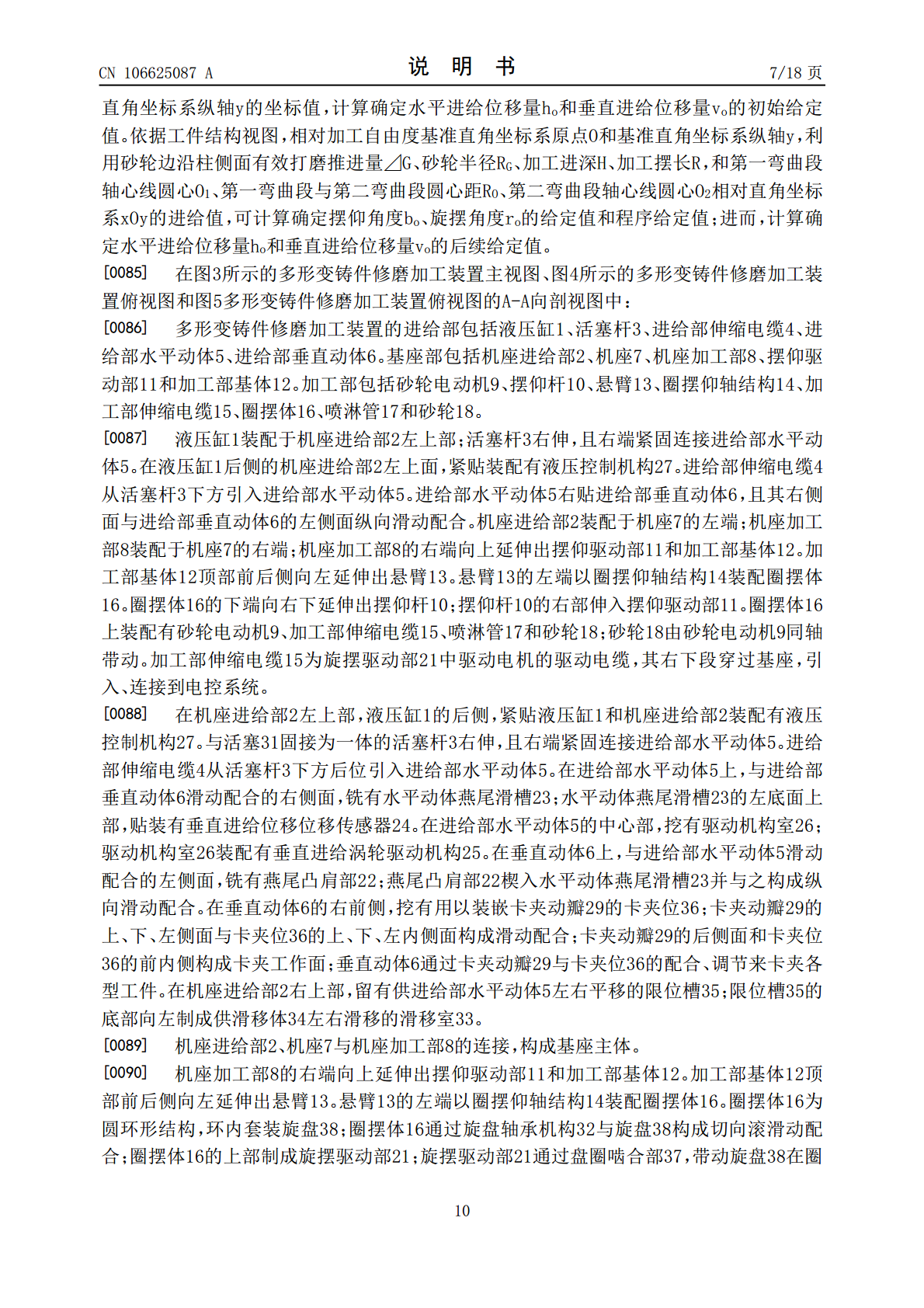
多形变铸件修磨进给机构。包括液压缸、活塞杆、进给部伸缩电缆、进给部水平动体、进给部垂直动体。液压缸装配于机座进给部左上部;活塞杆右伸,且右端紧固连接进给部水平动体。进给部水平动体右贴进给部垂直动体,且其右侧面与进给部垂直动体的左侧面纵向滑动配合。水平动体燕尾滑槽的左底面上部,贴装有垂直进给位移位移传感器。在进给部水平动体的中心部,挖有驱动机构室;驱动机构室装配有垂直进给涡轮驱动机构。在垂直动体上,与进给部水平动体滑动配合的左侧面,铣有燕尾凸肩部;燕尾凸肩部楔入水平动体燕尾滑槽并与之构成纵向滑动配合。机座进
一种多形变铸件修磨加工方法.pdf
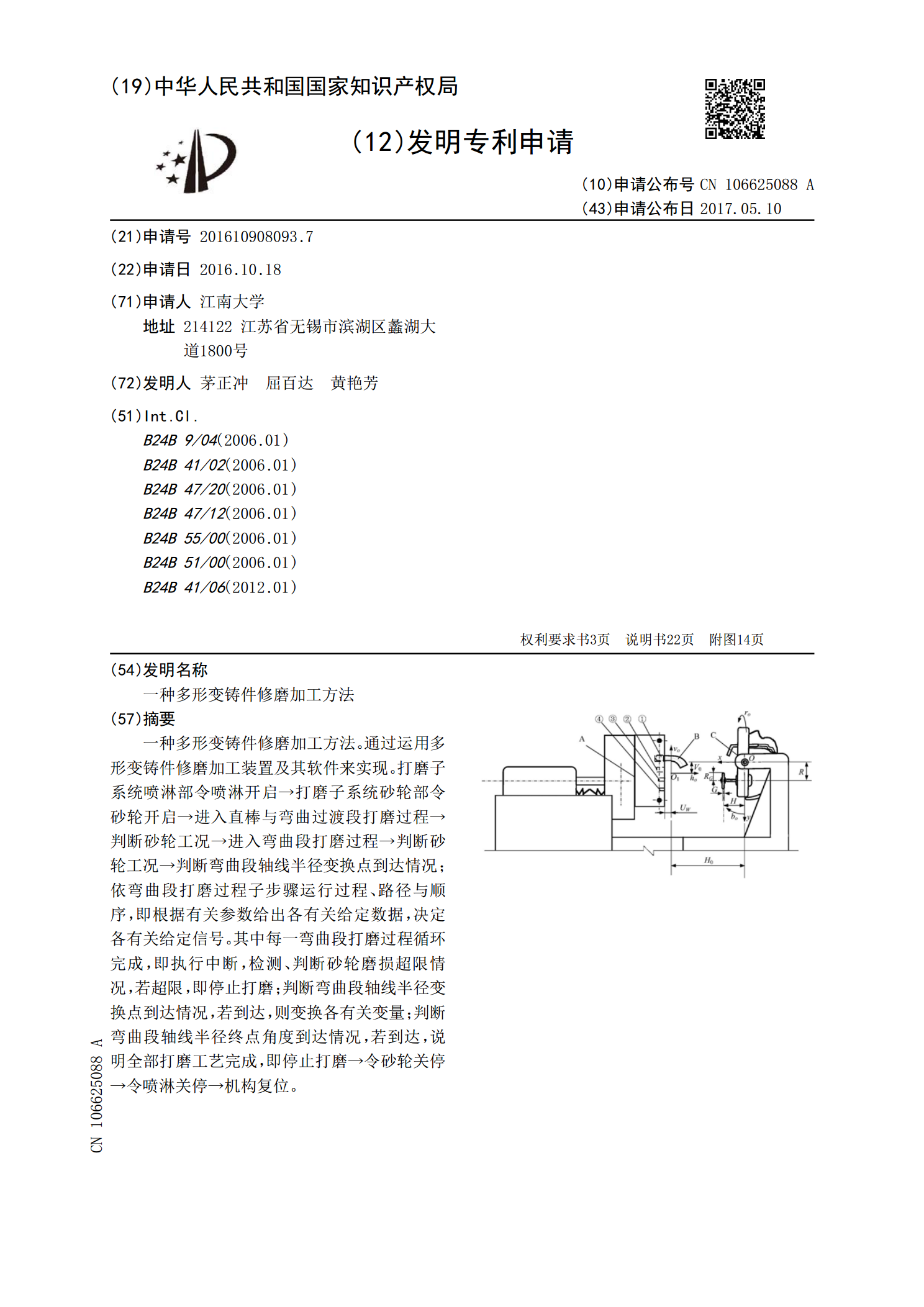
一种多形变铸件修磨加工方法。通过运用多形变铸件修磨加工装置及其软件来实现。打磨子系统喷淋部令喷淋开启→打磨子系统砂轮部令砂轮开启→进入直棒与弯曲过渡段打磨过程→判断砂轮工况→进入弯曲段打磨过程→判断砂轮工况→判断弯曲段轴线半径变换点到达情况;依弯曲段打磨过程子步骤运行过程、路径与顺序,即根据有关参数给出各有关给定数据,决定各有关给定信号。其中每一弯曲段打磨过程循环完成,即执行中断,检测、判断砂轮磨损超限情况,若超限,即停止打磨;判断弯曲段轴线半径变换点到达情况,若到达,则变换各有关变量;判断弯曲段轴线半径
一种多形变铸件修磨加工系统.pdf
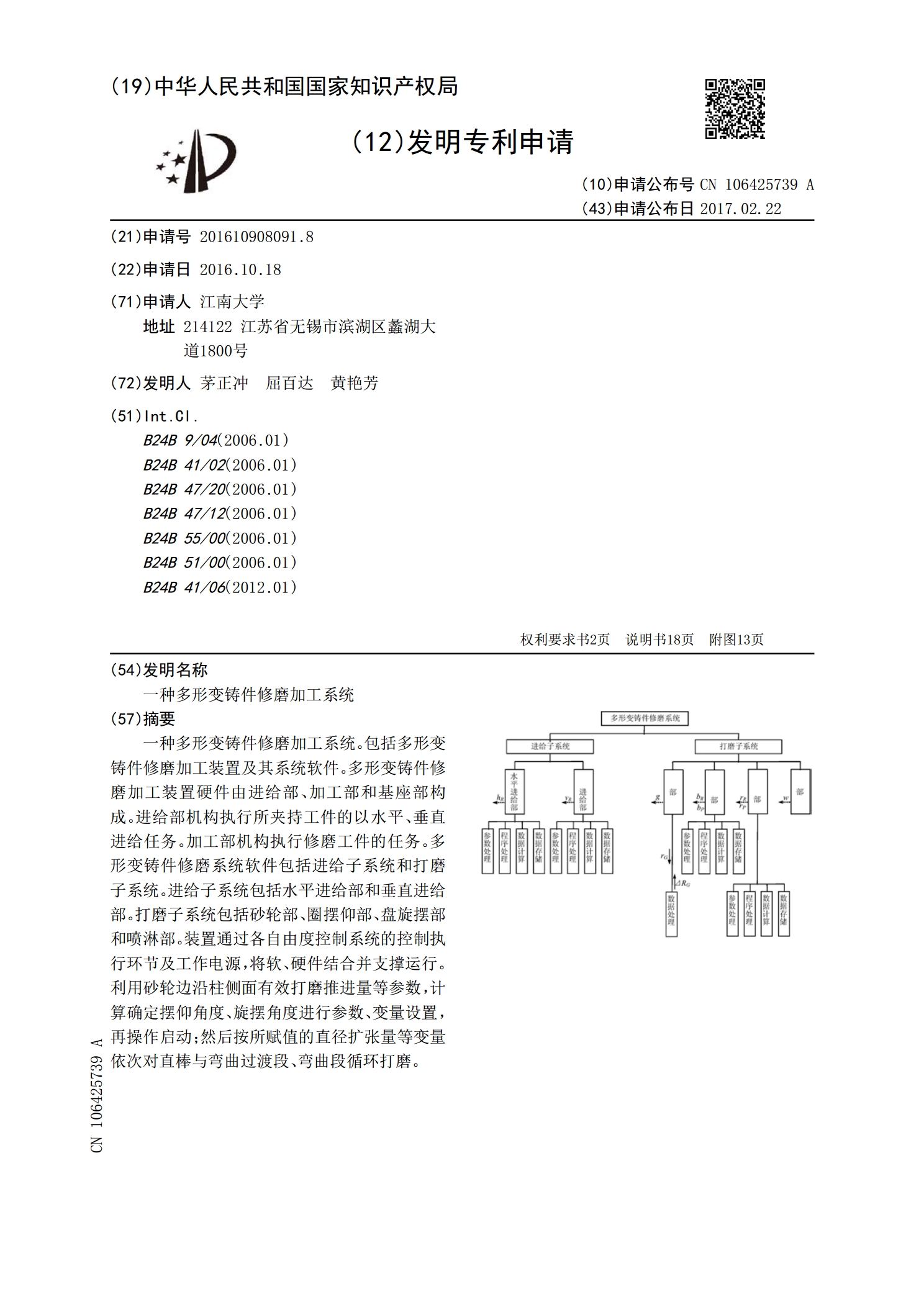
一种多形变铸件修磨加工系统。包括多形变铸件修磨加工装置及其系统软件。多形变铸件修磨加工装置硬件由进给部、加工部和基座部构成。进给部机构执行所夹持工件的以水平、垂直进给任务。加工部机构执行修磨工件的任务。多形变铸件修磨系统软件包括进给子系统和打磨子系统。进给子系统包括水平进给部和垂直进给部。打磨子系统包括砂轮部、圈摆仰部、盘旋摆部和喷淋部。装置通过各自由度控制系统的控制执行环节及工作电源,将软、硬件结合并支撑运行。利用砂轮边沿柱侧面有效打磨推进量等参数,计算确定摆仰角度、旋摆角度进行参数、变量设置,再操作启