
一种赛洛菲尔双包缠纱及其生产方法.pdf

春兰****89

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种赛洛菲尔双包缠纱及其生产方法.pdf
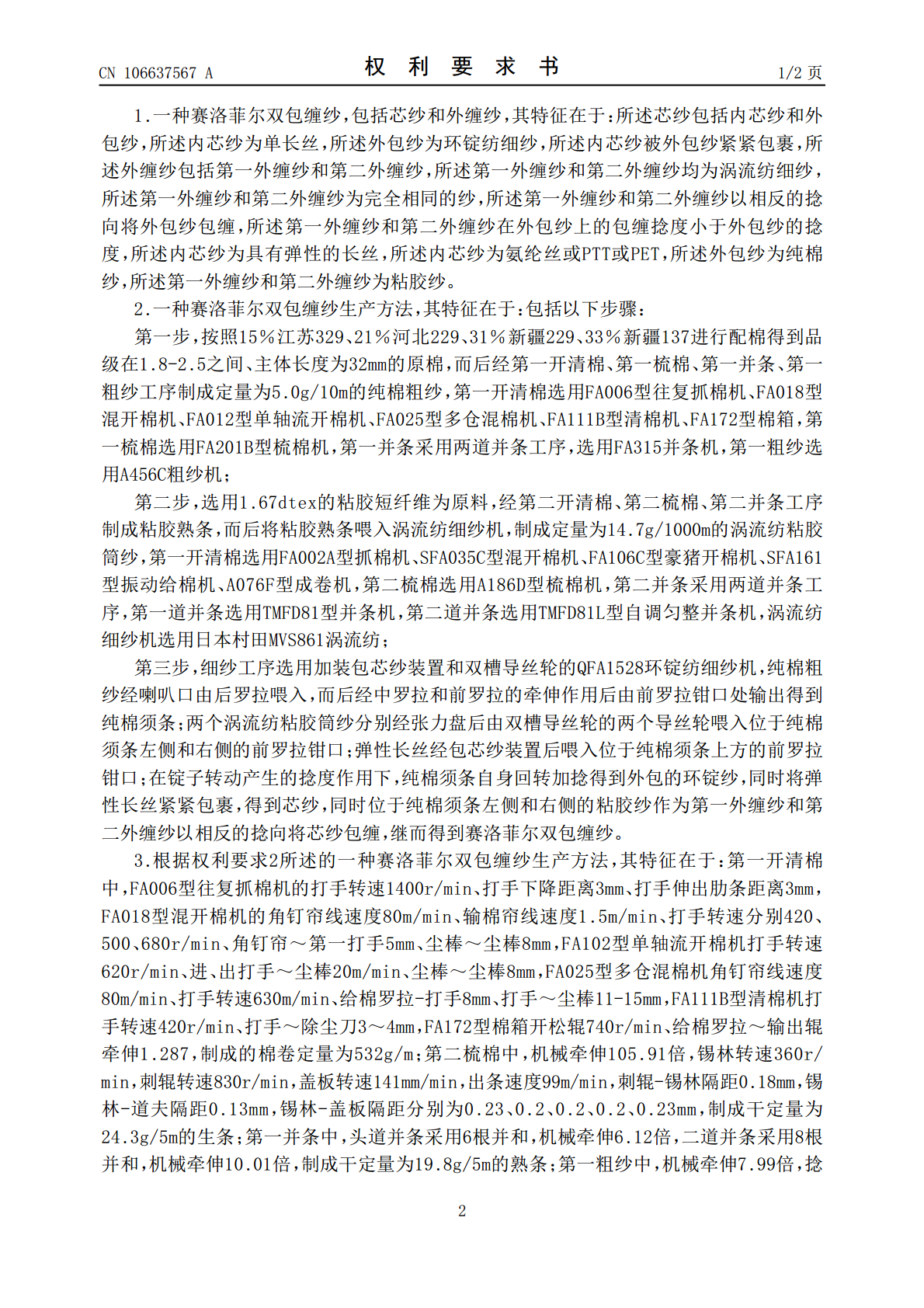
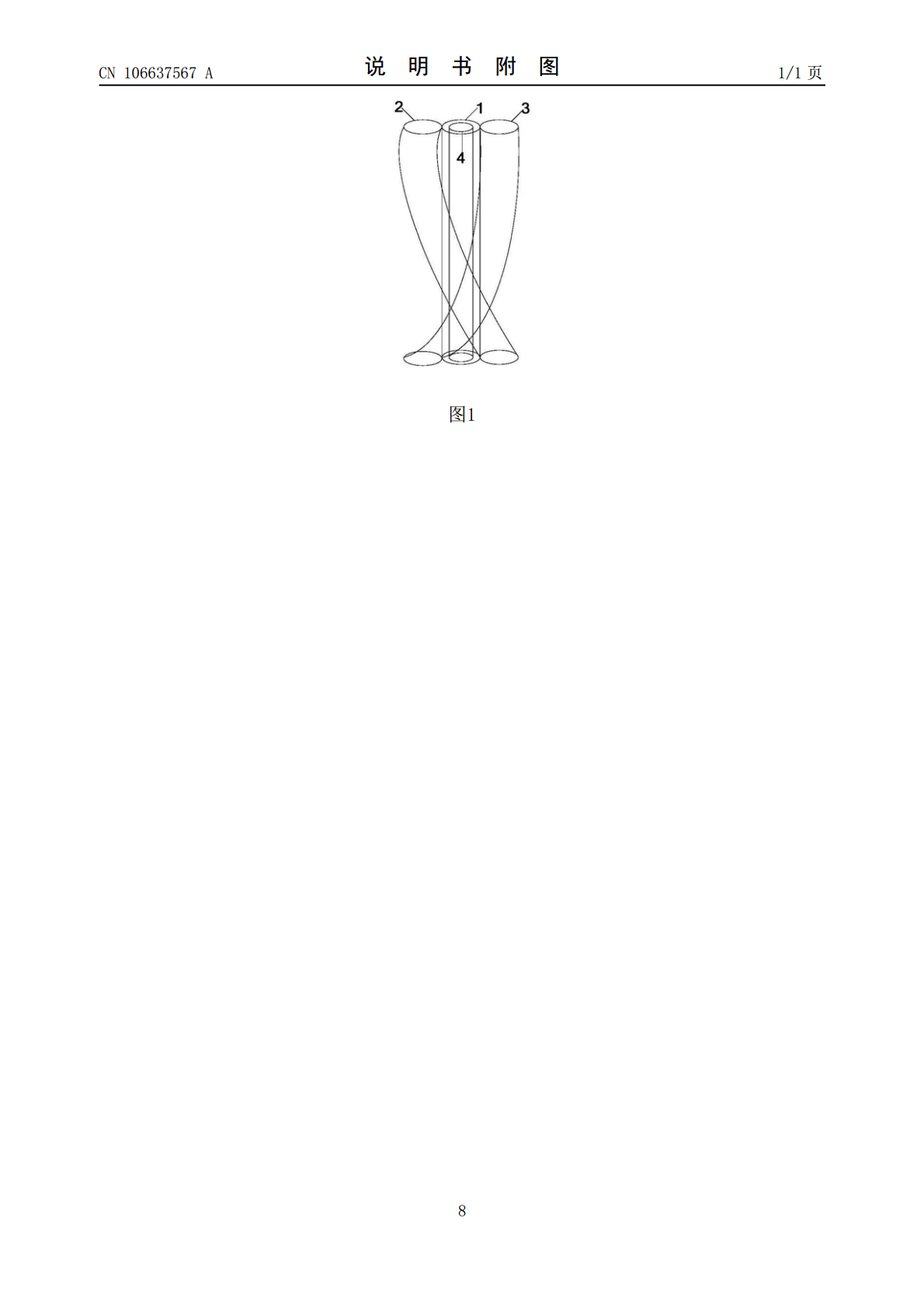
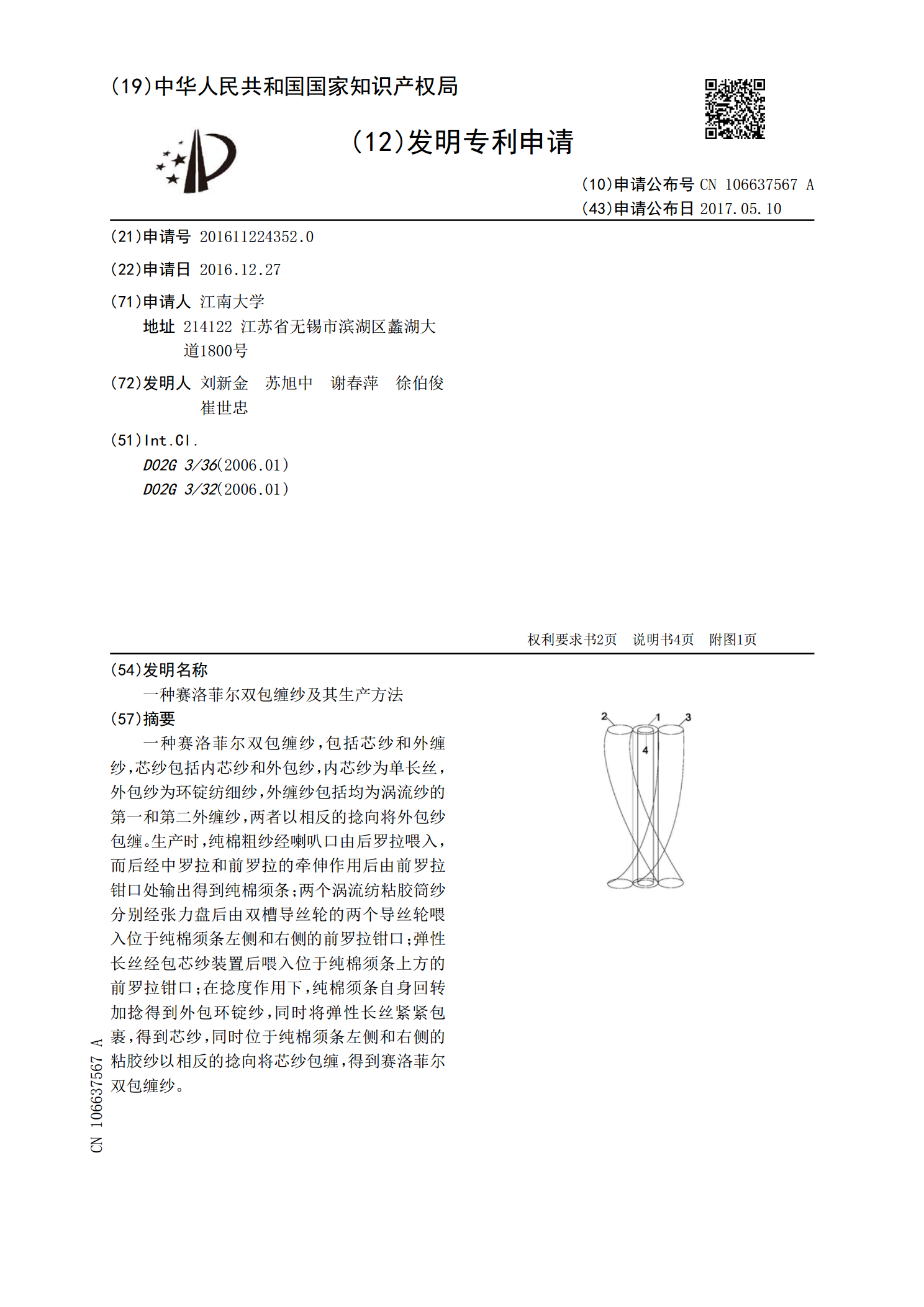
一种赛洛菲尔双包缠纱,包括芯纱和外缠纱,芯纱包括内芯纱和外包纱,内芯纱为单长丝,外包纱为环锭纺细纱,外缠纱包括均为涡流纱的第一和第二外缠纱,两者以相反的捻向将外包纱包缠。生产时,纯棉粗纱经喇叭口由后罗拉喂入,而后经中罗拉和前罗拉的牵伸作用后由前罗拉钳口处输出得到纯棉须条;两个涡流纺粘胶筒纱分别经张力盘后由双槽导丝轮的两个导丝轮喂入位于纯棉须条左侧和右侧的前罗拉钳口;弹性长丝经包芯纱装置后喂入位于纯棉须条上方的前罗拉钳口;在捻度作用下,纯棉须条自身回转加捻得到外包环锭纱,同时将弹性长丝紧紧包裹,得到芯纱,同

一种赛洛菲尔包芯纱生产装置和生产方法.pdf
本发明给出一种赛洛菲尔包芯纱生产装置和生产方法,包括摇架杆,在摇架杆上连接有横向支架,横向支架包括后、中、前横向支架,其上加装有左导丝轮和右导丝轮,在前横向支架的左、右导丝轮的中间连接有中导丝轮,在中导丝轮的表面圆周的中间部位开有左、中和右导丝槽。纺纱时,长丝束通过S形路线经导丝轮喂入前罗拉,单根芯丝选择从外包纱的正上方、外包纱和长丝束之间喂入,继而分别实现外包纱对芯丝包裹后再与长丝束包缠成纱或外包纱与长丝束同时包裹芯丝并包缠成纱,从而实现具有优异芯丝包覆效果、且服用效果优异的赛洛菲尔包芯纱的生产。

一种双包缠平行纱纺纱装置及纺纱方法.pdf
本发明给出一种双包缠平行纱纺纱装置,包括上空心锭子和下空心锭子,上、下空心锭子之间通过齿轮互通连接,在上、下空心锭子上分别通过托盘加装有上、下纱筒,在上、下纱筒上缠绕有上、下外包纱,下空心锭子通过固定连接的皮带盘由电机带动转动。纺纱时,选择齿轮分别为换向齿轮、同向齿轮、换向变速齿轮、实现上、下外包纱同时包缠时的包缠方向和包缠螺距的调节。本发明可实现对芯纱的双包缠,同时两次包缠的方向和包缠的密度可调,从而丰富纱线的外观效果,提高纱线的附加值。
一种集聚型赛络菲尔纺SOLOTEX复合纱及其纺纱方法.pdf
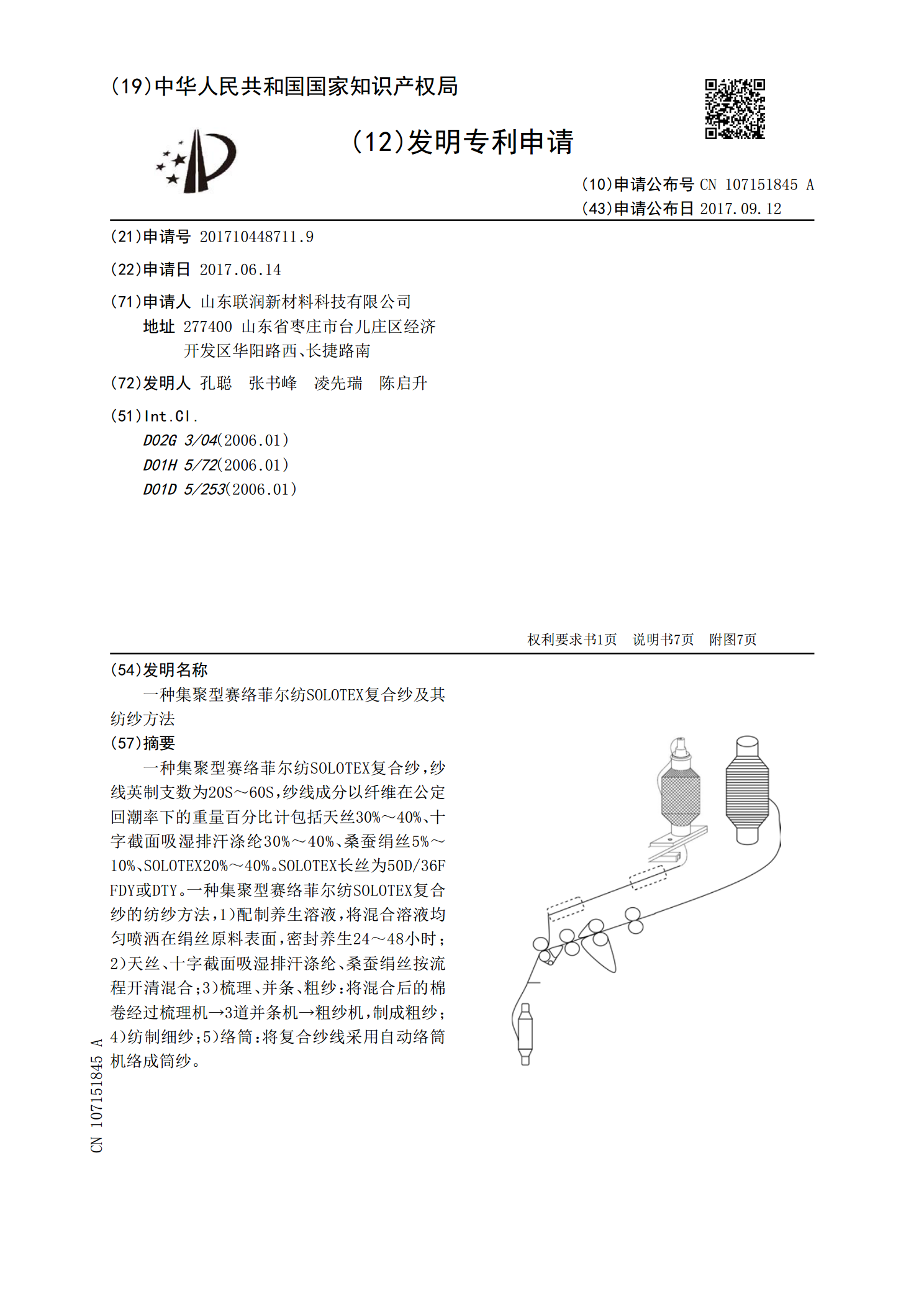
一种集聚型赛络菲尔纺SOLOTEX复合纱,纱线英制支数为20S~60S,纱线成分以纤维在公定回潮率下的重量百分比计包括天丝30%~40%、十字截面吸湿排汗涤纶30%~40%、桑蚕绢丝5%~10%、SOLOTEX20%~40%。SOLOTEX长丝为50D/36FFDY或DTY。一种集聚型赛络菲尔纺SOLOTEX复合纱的纺纱方法,1)配制养生溶液,将混合溶液均匀喷洒在绢丝原料表面,密封养生24~48小时;2)天丝、十字截面吸湿排汗涤纶、桑蚕绢丝按流程开清混合;3)梳理、并条、粗纱:将混合后的棉卷经过梳理机→

一种包缠包芯纱及其生产方法.pdf
本发明给出一种包缠包芯纱及其生产方法,包缠包芯纱包括主纱和芯纱,主纱为具有强捻的短纤纱,芯纱为化纤长丝或化纤长丝束,沿着所述包缠包芯纱的长度方向,主纱和芯纱之间的结合方式呈周期性变化,且一个周期内包含六种结合方式;生产时在加装包芯纱装置的细纱机上纺制,通过采用由电机主动控制的可沿着横杆来回滑动的导丝轮,实现芯纱由主体须条的中心喂入逐渐过渡到由主体须条的左、右两端喂入,继而实现纺纱过程中主体须条对芯纱的包芯过渡到芯纱对主体须条的包缠,从而实现兼具包缠和包芯效果的纱线的生产,丰富纱线的外观风格,提高产品附加值