
一种双包缠平行纱纺纱装置及纺纱方法.pdf

书生****22

1/8

2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双包缠平行纱纺纱装置及纺纱方法.pdf
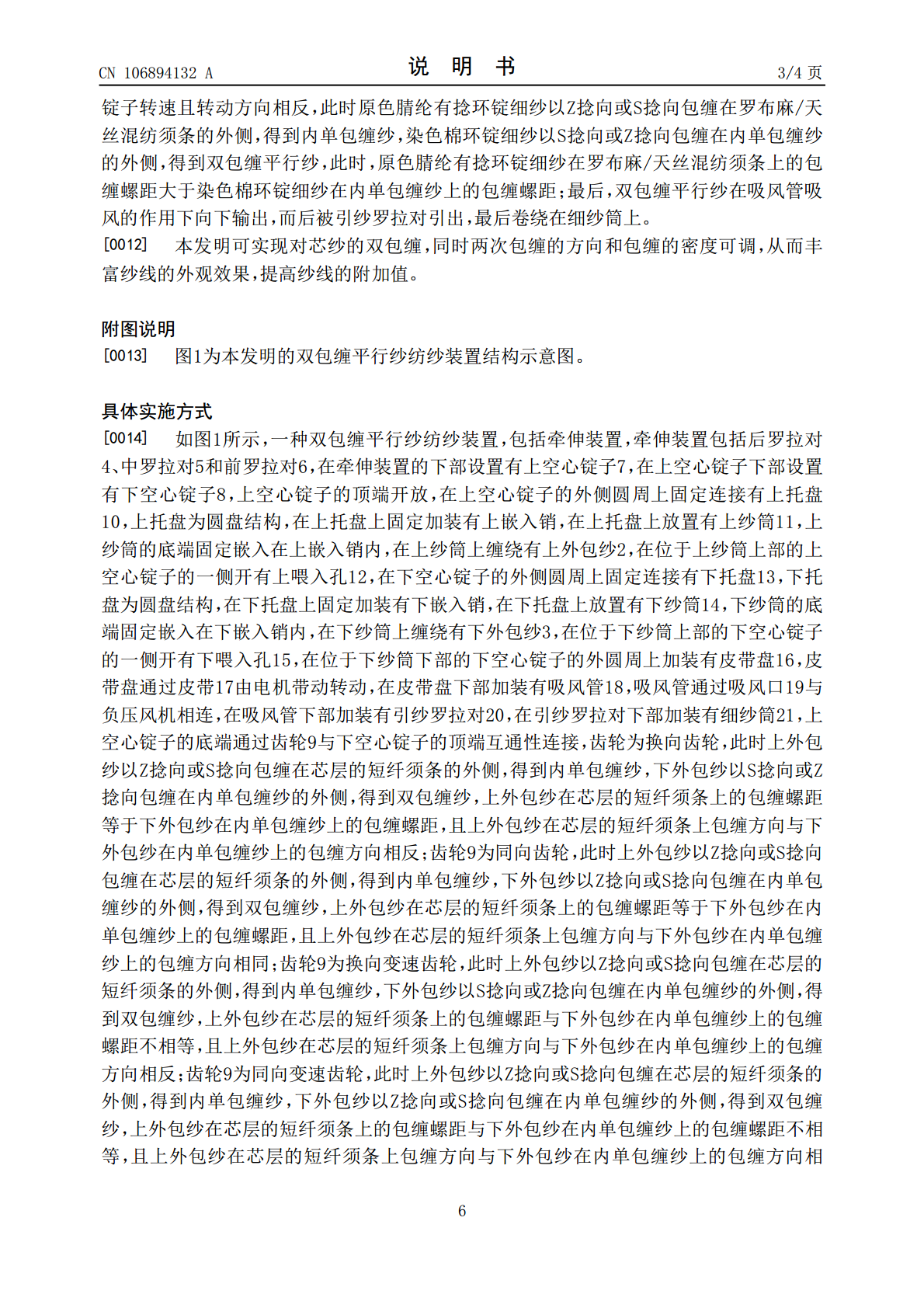
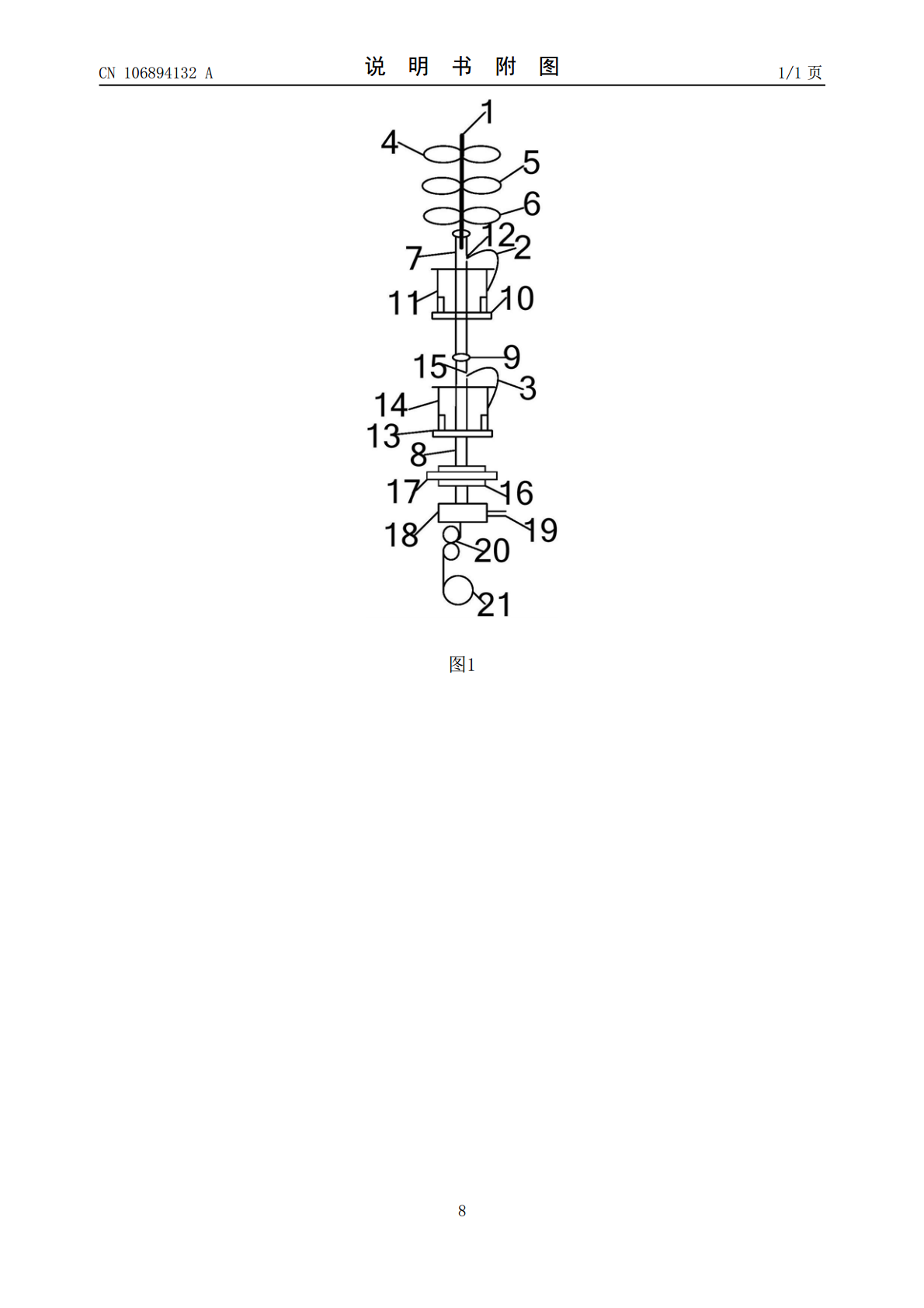
本发明给出一种双包缠平行纱纺纱装置,包括上空心锭子和下空心锭子,上、下空心锭子之间通过齿轮互通连接,在上、下空心锭子上分别通过托盘加装有上、下纱筒,在上、下纱筒上缠绕有上、下外包纱,下空心锭子通过固定连接的皮带盘由电机带动转动。纺纱时,选择齿轮分别为换向齿轮、同向齿轮、换向变速齿轮、实现上、下外包纱同时包缠时的包缠方向和包缠螺距的调节。本发明可实现对芯纱的双包缠,同时两次包缠的方向和包缠的密度可调,从而丰富纱线的外观效果,提高纱线的附加值。
一种三丝包缠平行纺纱线、纺纱装置和纺纱方法.pdf
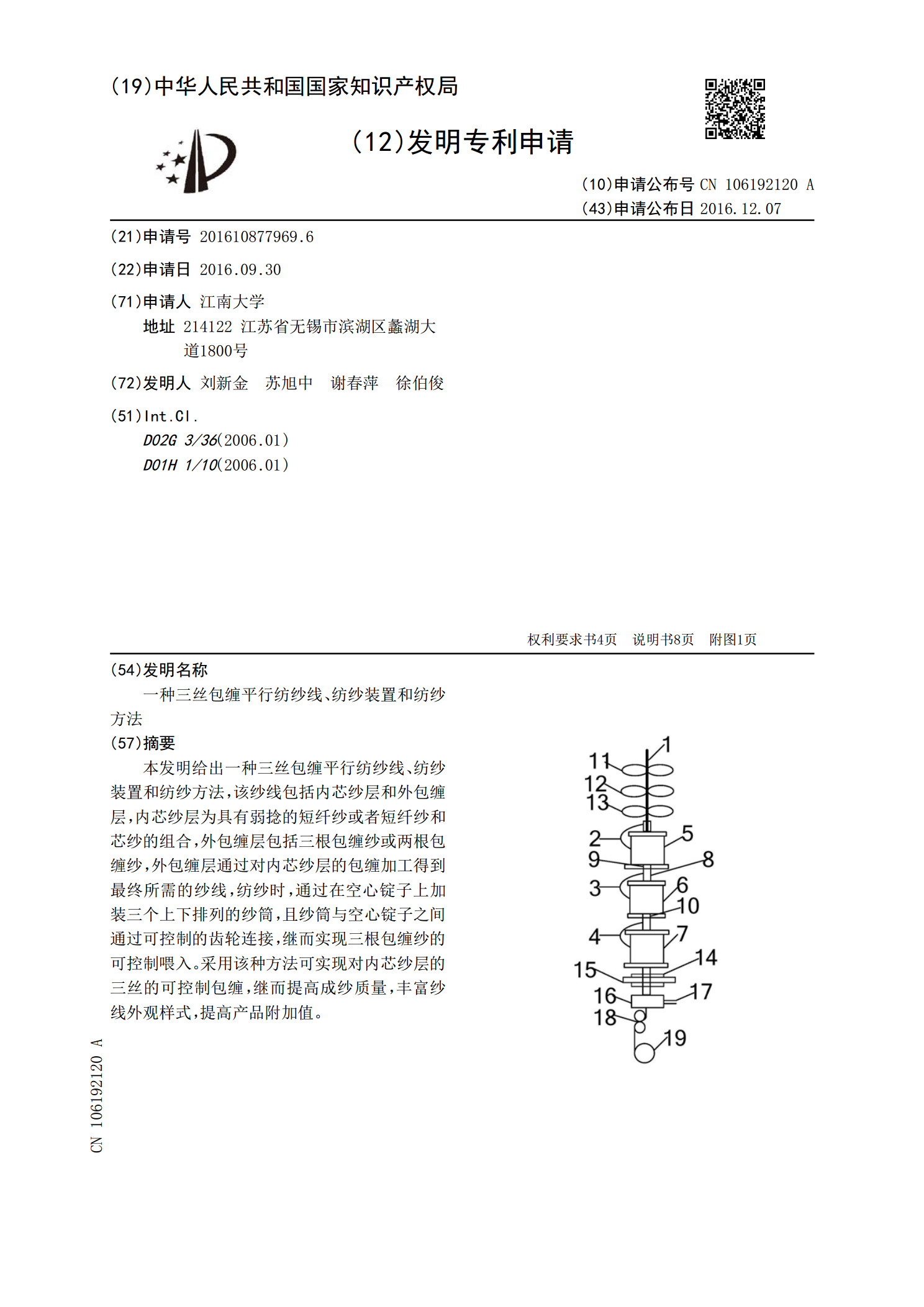
本发明给出一种三丝包缠平行纺纱线、纺纱装置和纺纱方法,该纱线包括内芯纱层和外包缠层,内芯纱层为具有弱捻的短纤纱或者短纤纱和芯纱的组合,外包缠层包括三根包缠纱或两根包缠纱,外包缠层通过对内芯纱层的包缠加工得到最终所需的纱线,纺纱时,通过在空心锭子上加装三个上下排列的纱筒,且纱筒与空心锭子之间通过可控制的齿轮连接,继而实现三根包缠纱的可控制喂入。采用该种方法可实现对内芯纱层的三丝的可控制包缠,继而提高成纱质量,丰富纱线外观样式,提高产品附加值。

一种芯纱整理有捻平行纺纱装置.pdf
本发明给出一种芯纱整理有捻平行纺纱装置,包括上空心锭子和下空心锭子,上、下空心锭子之间通过轴承互通连接,在上空心锭子内部加装有导纱装置,在下空心锭子上通过托盘加装有纱筒,在纱筒上缠绕有外包纱,下空心锭子通过固定连接的皮带盘由电机带动转动。纺纱时,牵伸后的短纤须条经呈S形路线穿过各导纱装置的导纱轮,通过控制轴承的开和关,实现上空心锭子跟随或不随下空心锭子一起转动,继而实现对短纤须条的整理或者加捻。本发明可实现对芯丝被外包纱包缠前的整理,或者实现对芯丝被外包纱包缠前的加捻,继而改善成纱质量。
一种集中传动单锭纱支可控纺纱装置和纺纱方法.pdf
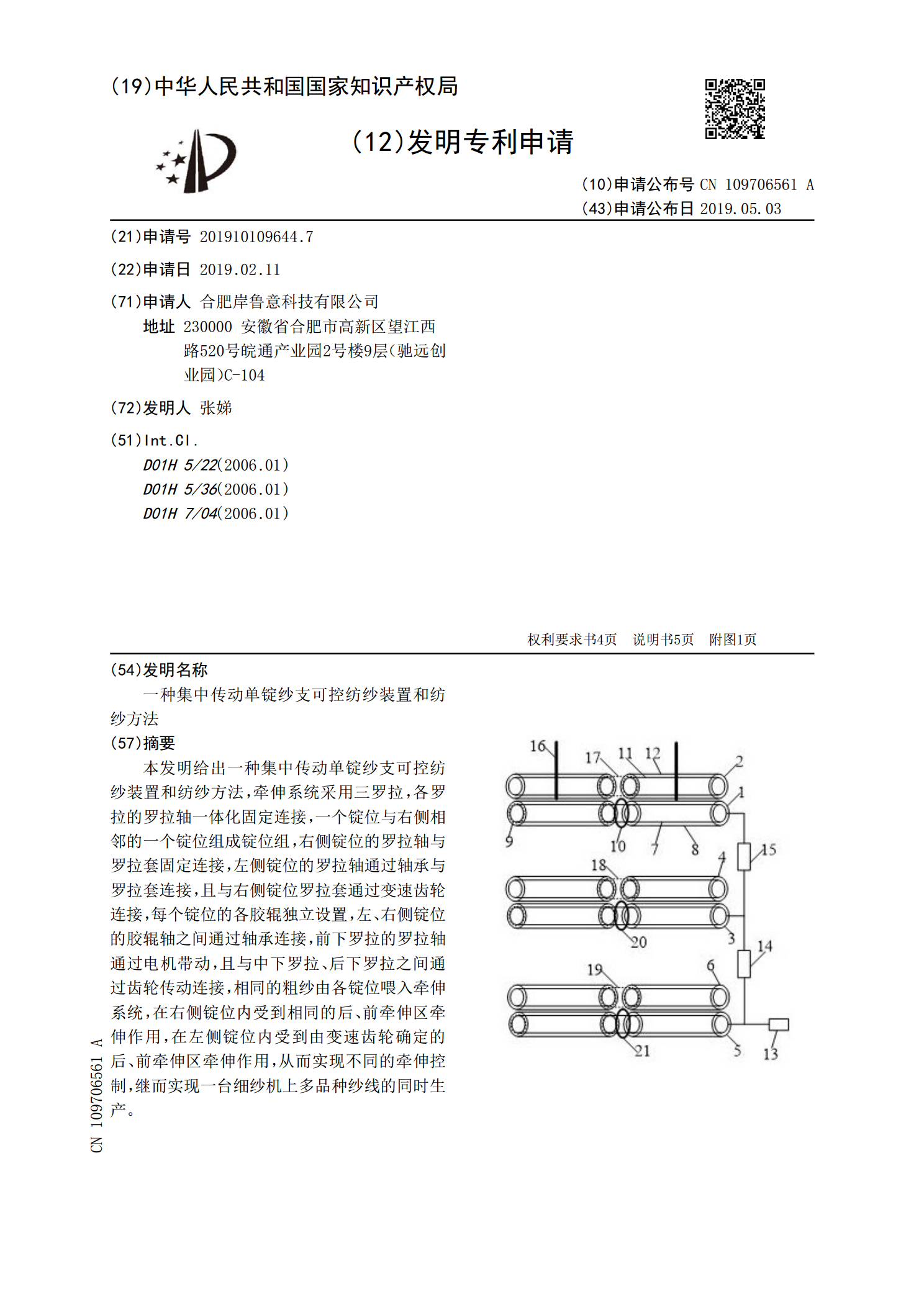
本发明给出一种集中传动单锭纱支可控纺纱装置和纺纱方法,牵伸系统采用三罗拉,各罗拉的罗拉轴一体化固定连接,一个锭位与右侧相邻的一个锭位组成锭位组,右侧锭位的罗拉轴与罗拉套固定连接,左侧锭位的罗拉轴通过轴承与罗拉套连接,且与右侧锭位罗拉套通过变速齿轮连接,每个锭位的各胶辊独立设置,左、右侧锭位的胶辊轴之间通过轴承连接,前下罗拉的罗拉轴通过电机带动,且与中下罗拉、后下罗拉之间通过齿轮传动连接,相同的粗纱由各锭位喂入牵伸系统,在右侧锭位内受到相同的后、前牵伸区牵伸作用,在左侧锭位内受到由变速齿轮确定的后、前牵伸区
一种纺纱断纱检测装置.pdf
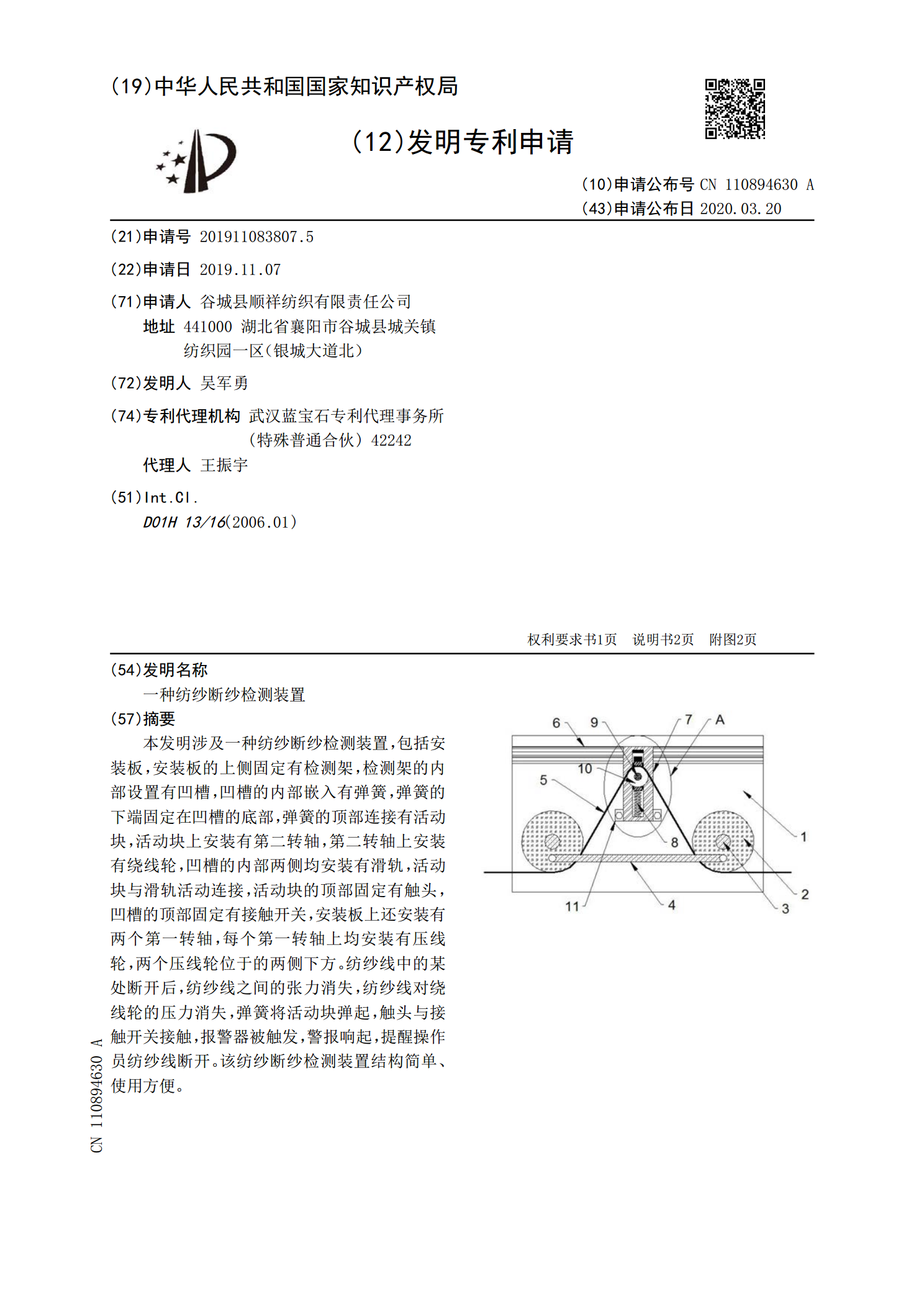
本发明涉及一种纺纱断纱检测装置,包括安装板,安装板的上侧固定有检测架,检测架的内部设置有凹槽,凹槽的内部嵌入有弹簧,弹簧的下端固定在凹槽的底部,弹簧的顶部连接有活动块,活动块上安装有第二转轴,第二转轴上安装有绕线轮,凹槽的内部两侧均安装有滑轨,活动块与滑轨活动连接,活动块的顶部固定有触头,凹槽的顶部固定有接触开关,安装板上还安装有两个第一转轴,每个第一转轴上均安装有压线轮,两个压线轮位于的两侧下方。纺纱线中的某处断开后,纺纱线之间的张力消失,纺纱线对绕线轮的压力消失,弹簧将活动块弹起,触头与接触开关接触,