
一种跑道型硅靶材的生产方法.pdf

论文****轩吖

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种跑道型硅靶材的生产方法.pdf
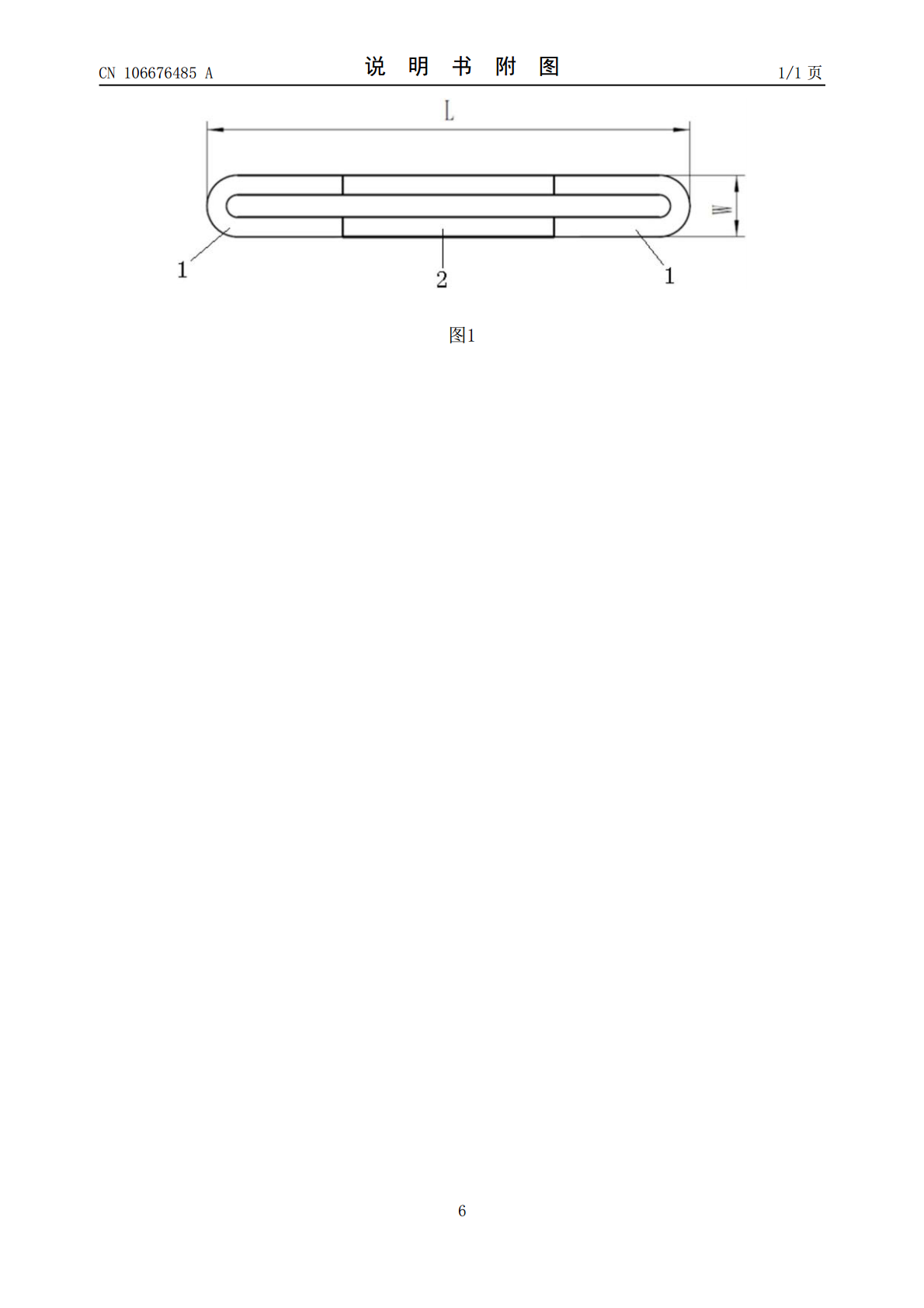
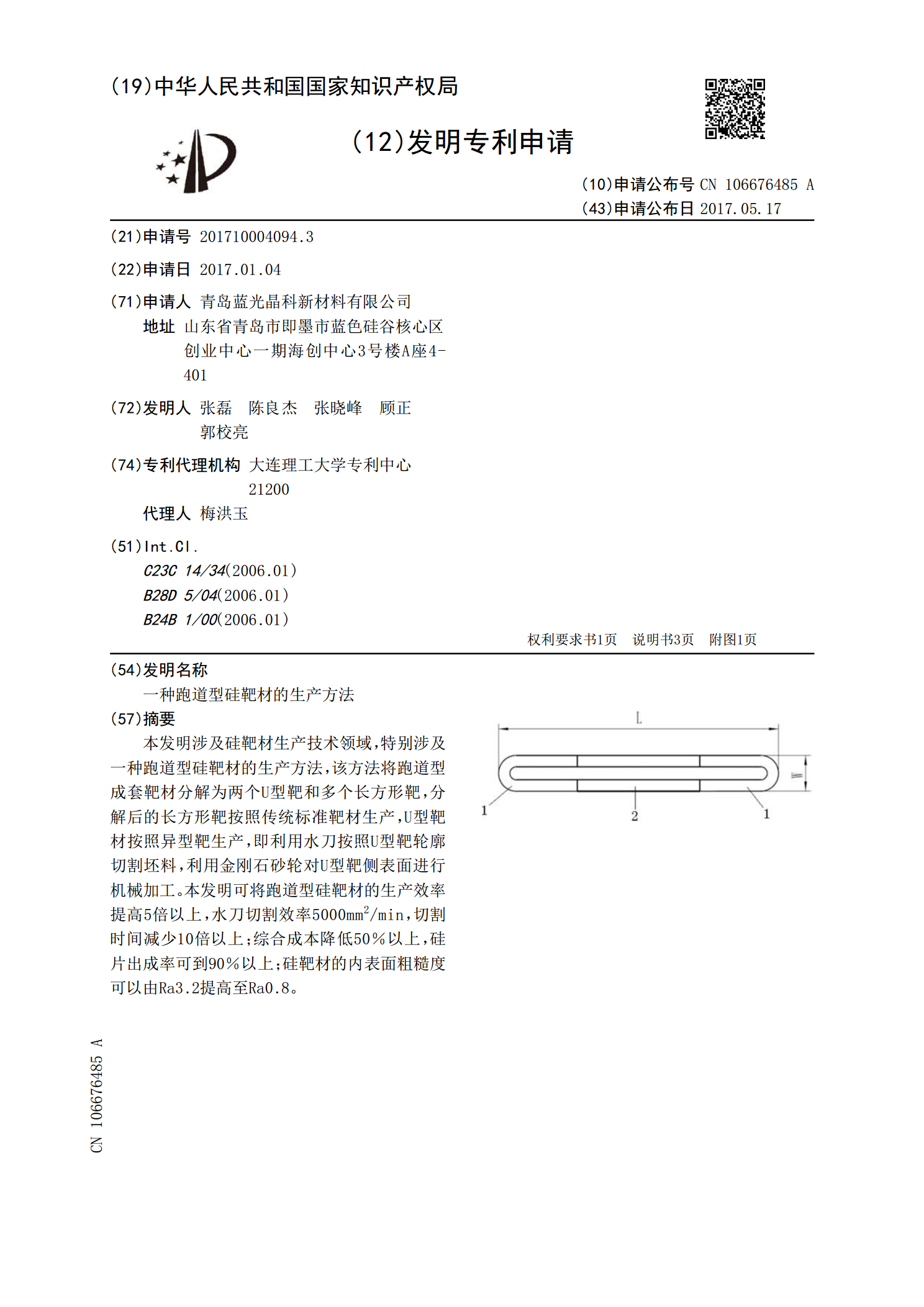
本发明涉及硅靶材生产技术领域,特别涉及一种跑道型硅靶材的生产方法,该方法将跑道型成套靶材分解为两个U型靶和多个长方形靶,分解后的长方形靶按照传统标准靶材生产,U型靶材按照异型靶生产,即利用水刀按照U型靶轮廓切割坯料,利用金刚石砂轮对U型靶侧表面进行机械加工。本发明可将跑道型硅靶材的生产效率提高5倍以上,水刀切割效率5000mm
一种管型靶材的生产方法.pdf
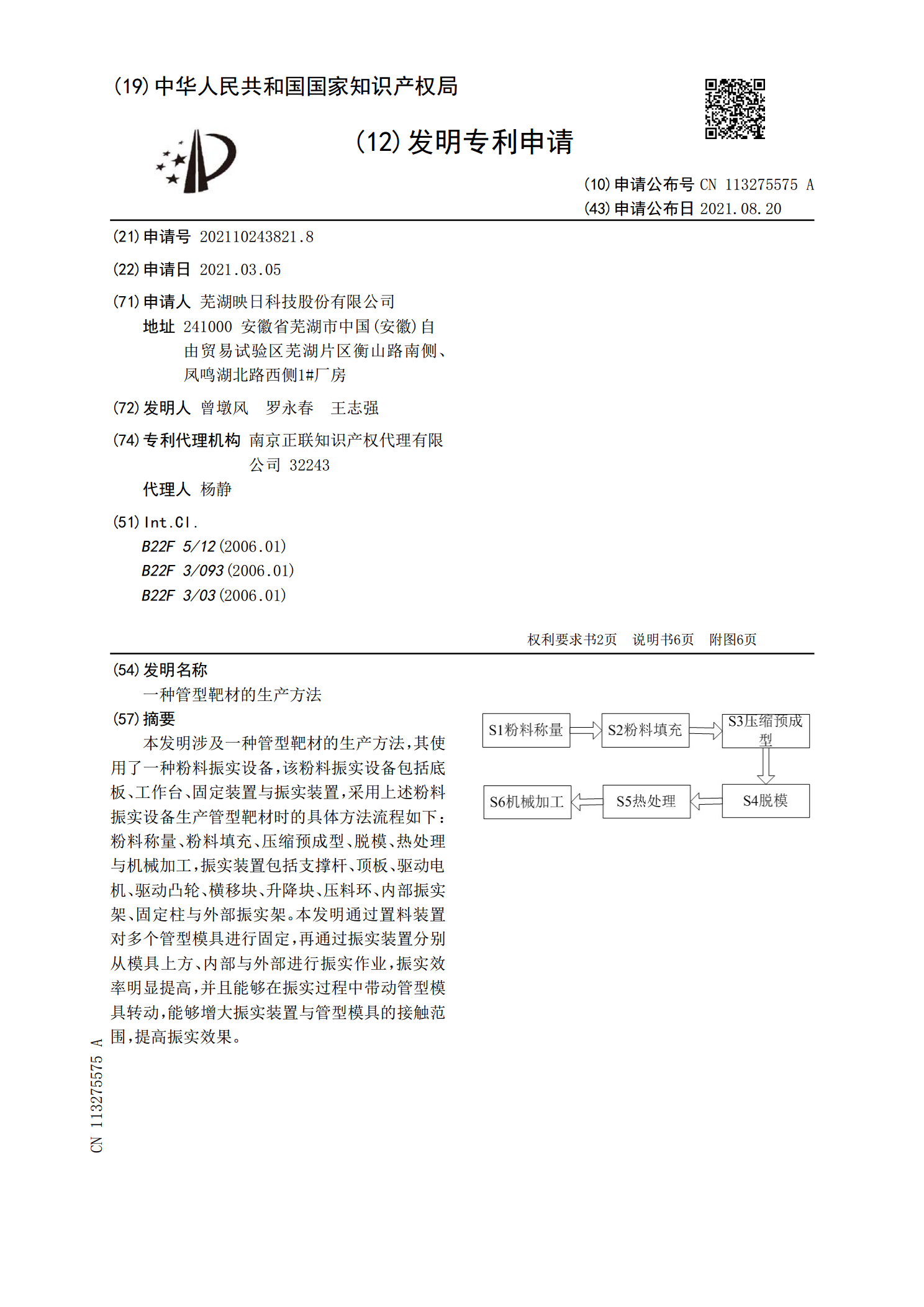
本发明涉及一种管型靶材的生产方法,其使用了一种粉料振实设备,该粉料振实设备包括底板、工作台、固定装置与振实装置,采用上述粉料振实设备生产管型靶材时的具体方法流程如下:粉料称量、粉料填充、压缩预成型、脱模、热处理与机械加工,振实装置包括支撑杆、顶板、驱动电机、驱动凸轮、横移块、升降块、压料环、内部振实架、固定柱与外部振实架。本发明通过置料装置对多个管型模具进行固定,再通过振实装置分别从模具上方、内部与外部进行振实作业,振实效率明显提高,并且能够在振实过程中带动管型模具转动,能够增大振实装置与管型模具的接触范
一种碳硅陶瓷靶材的制备方法.pdf
本发明公开了一种碳硅陶瓷靶材的制备方法。该制备方法包括以下步骤:(1)根据要制备的靶材的碳硅比,称量石墨粉体、单质硅粉体、SiC粉体,其中单质硅粉体占三者总量的5at%‑15at%;(2)将石墨粉体与单质硅粉体采用卧轴球磨法破碎和混合,得到碳硅预球磨粉体;(3)在碳硅预球磨粉体中添加已称量好的SiC粉体,并置于卧轴球磨罐内球磨混合2小时,得到复合原料粉体;(4)将复合原料粉体筛分后,装入石墨模具中,将模具放在热压炉中,抽真空<500pa时充入氩气,采用前段快速升温、中段液相烧结和高温氩气保护烧结;(5)冷
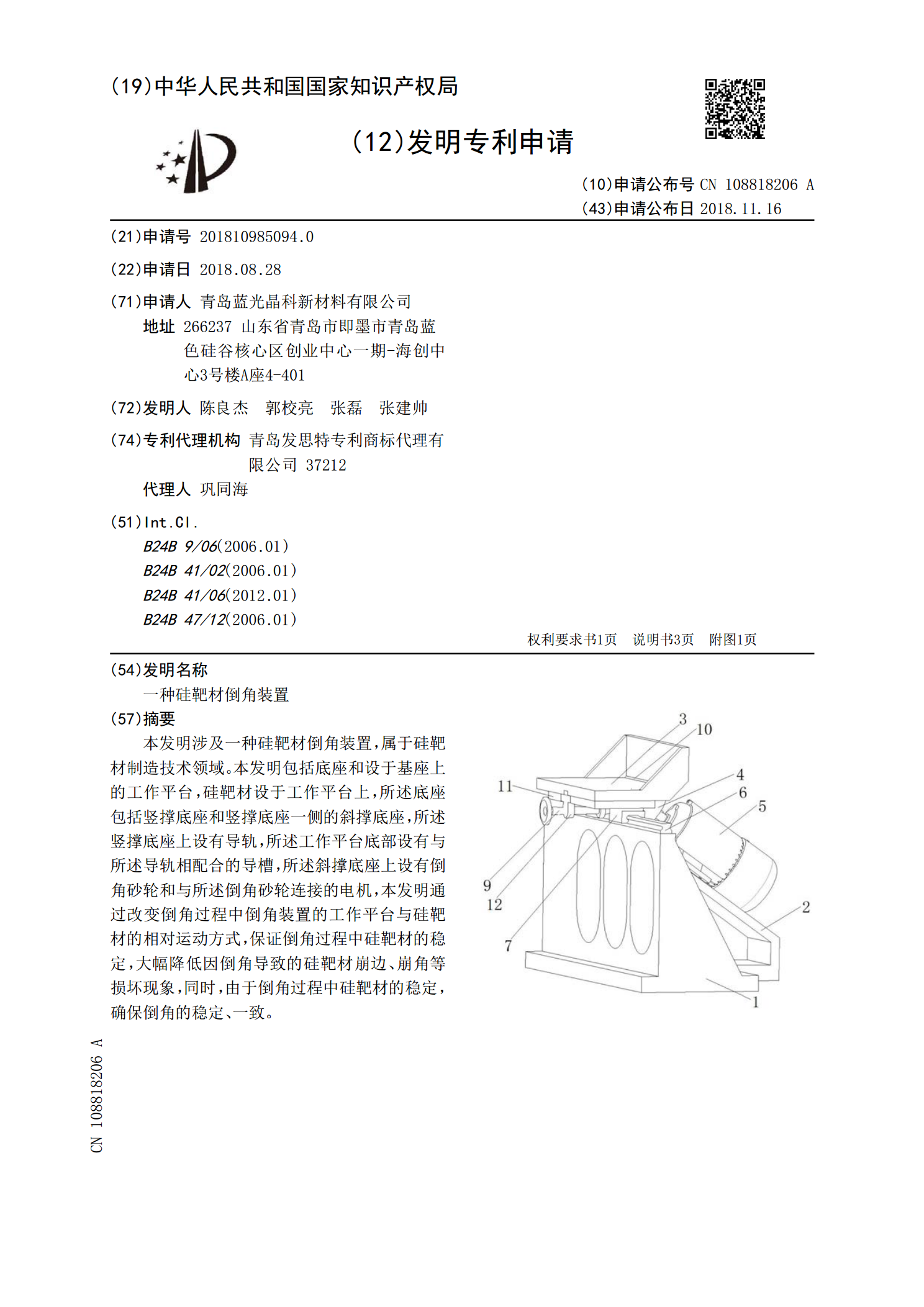
一种硅靶材倒角装置.pdf
本发明涉及一种硅靶材倒角装置,属于硅靶材制造技术领域。本发明包括底座和设于基座上的工作平台,硅靶材设于工作平台上,所述底座包括竖撑底座和竖撑底座一侧的斜撑底座,所述竖撑底座上设有导轨,所述工作平台底部设有与所述导轨相配合的导槽,所述斜撑底座上设有倒角砂轮和与所述倒角砂轮连接的电机,本发明通过改变倒角过程中倒角装置的工作平台与硅靶材的相对运动方式,保证倒角过程中硅靶材的稳定,大幅降低因倒角导致的硅靶材崩边、崩角等损坏现象,同时,由于倒角过程中硅靶材的稳定,确保倒角的稳定、一致。
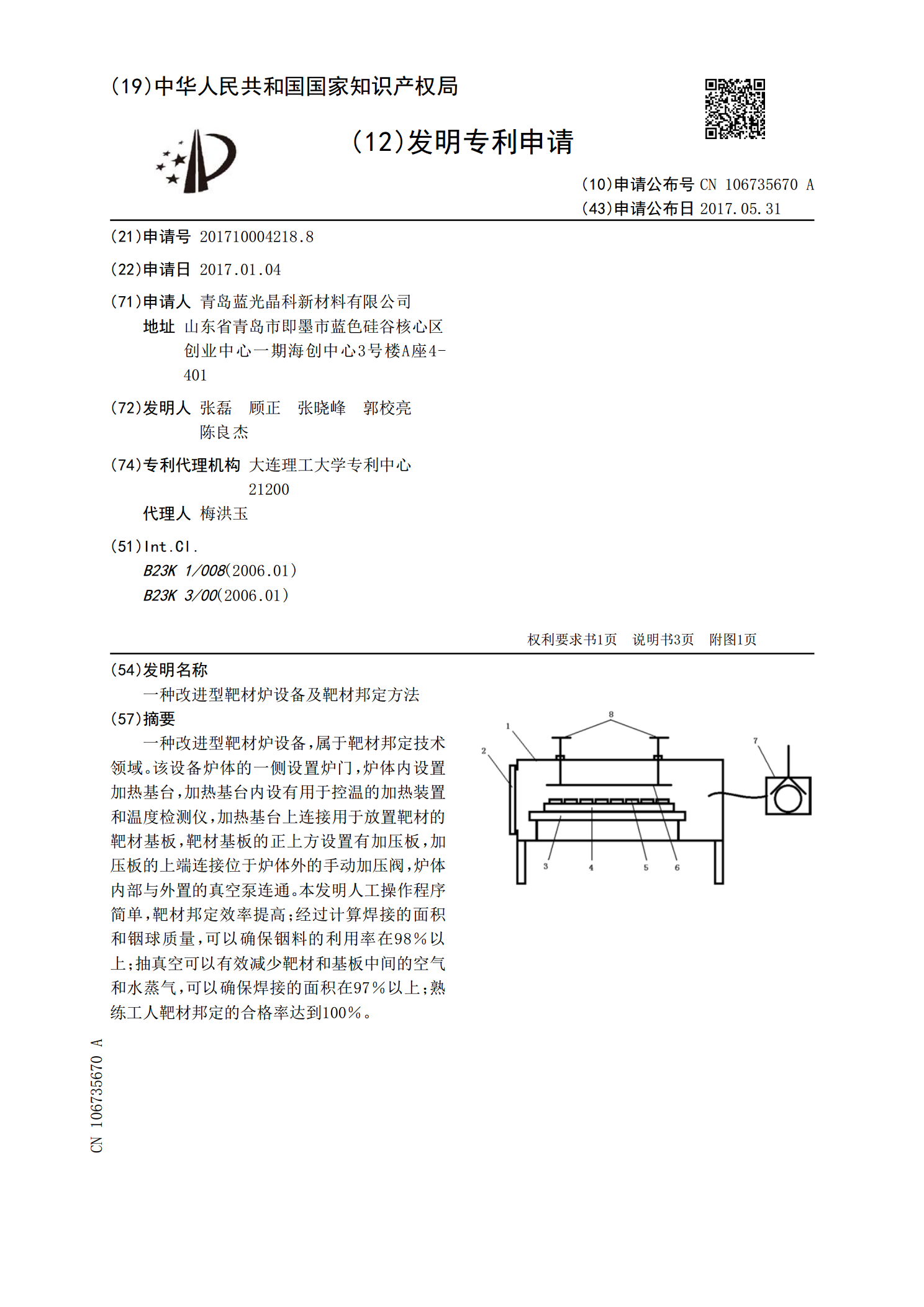
一种改进型靶材炉设备及靶材邦定方法.pdf
一种改进型靶材炉设备,属于靶材邦定技术领域。该设备炉体的一侧设置炉门,炉体内设置加热基台,加热基台内设有用于控温的加热装置和温度检测仪,加热基台上连接用于放置靶材的靶材基板,靶材基板的正上方设置有加压板,加压板的上端连接位于炉体外的手动加压阀,炉体内部与外置的真空泵连通。本发明人工操作程序简单,靶材邦定效率提高;经过计算焊接的面积和铟球质量,可以确保铟料的利用率在98%以上;抽真空可以有效减少靶材和基板中间的空气和水蒸气,可以确保焊接的面积在97%以上;熟练工人靶材邦定的合格率达到100%。