
一种高精度直齿鼠牙盘磨削加工方法.pdf

觅松****哥哥


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高精度直齿鼠牙盘磨削加工方法.pdf
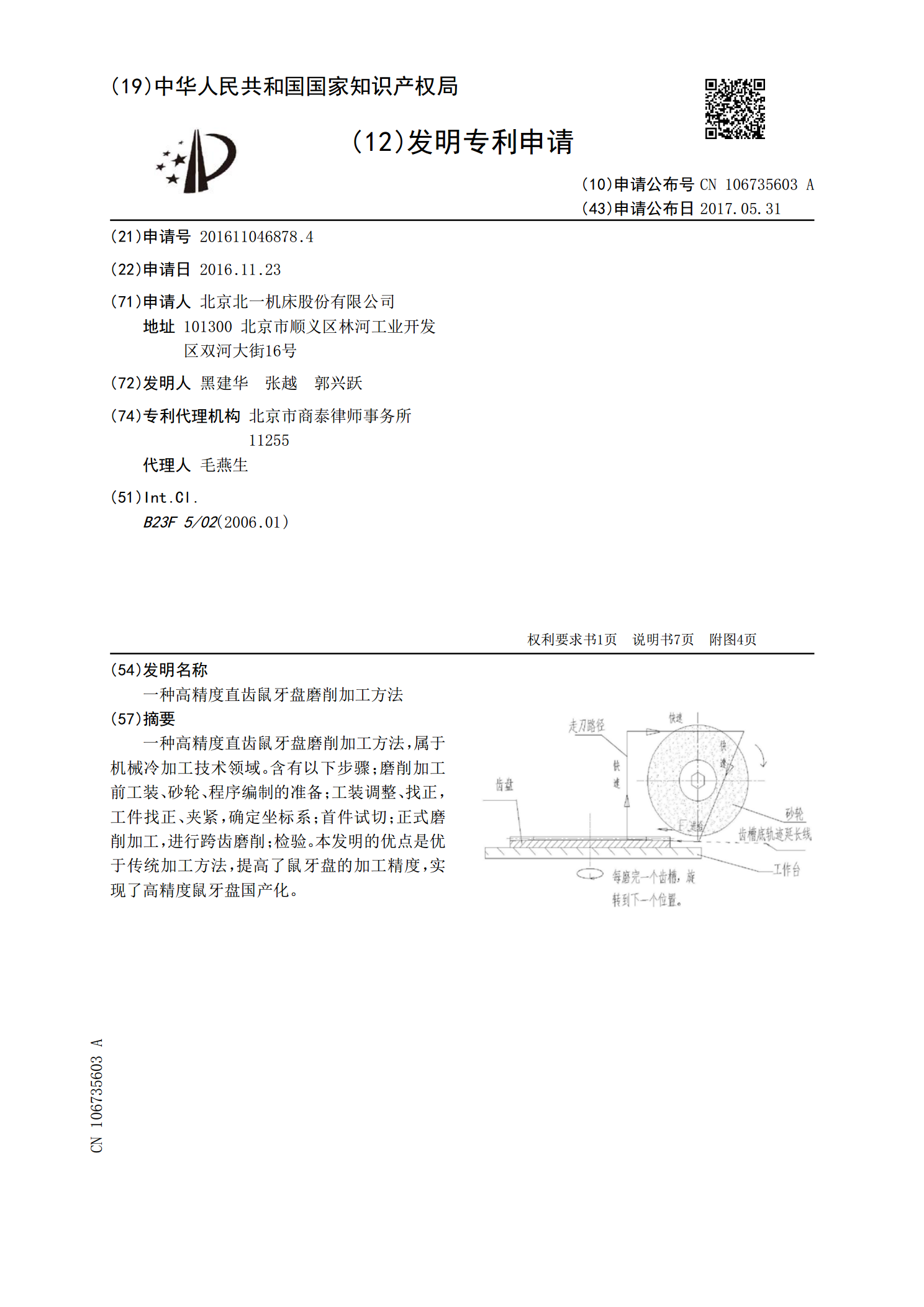
一种高精度直齿鼠牙盘磨削加工方法,属于机械冷加工技术领域。含有以下步骤;磨削加工前工装、砂轮、程序编制的准备;工装调整、找正,工件找正、夹紧,确定坐标系;首件试切;正式磨削加工,进行跨齿磨削;检验。本发明的优点是优于传统加工方法,提高了鼠牙盘的加工精度,实现了高精度鼠牙盘国产化。
一种独立加工高精度级直齿端面盘的方法.pdf
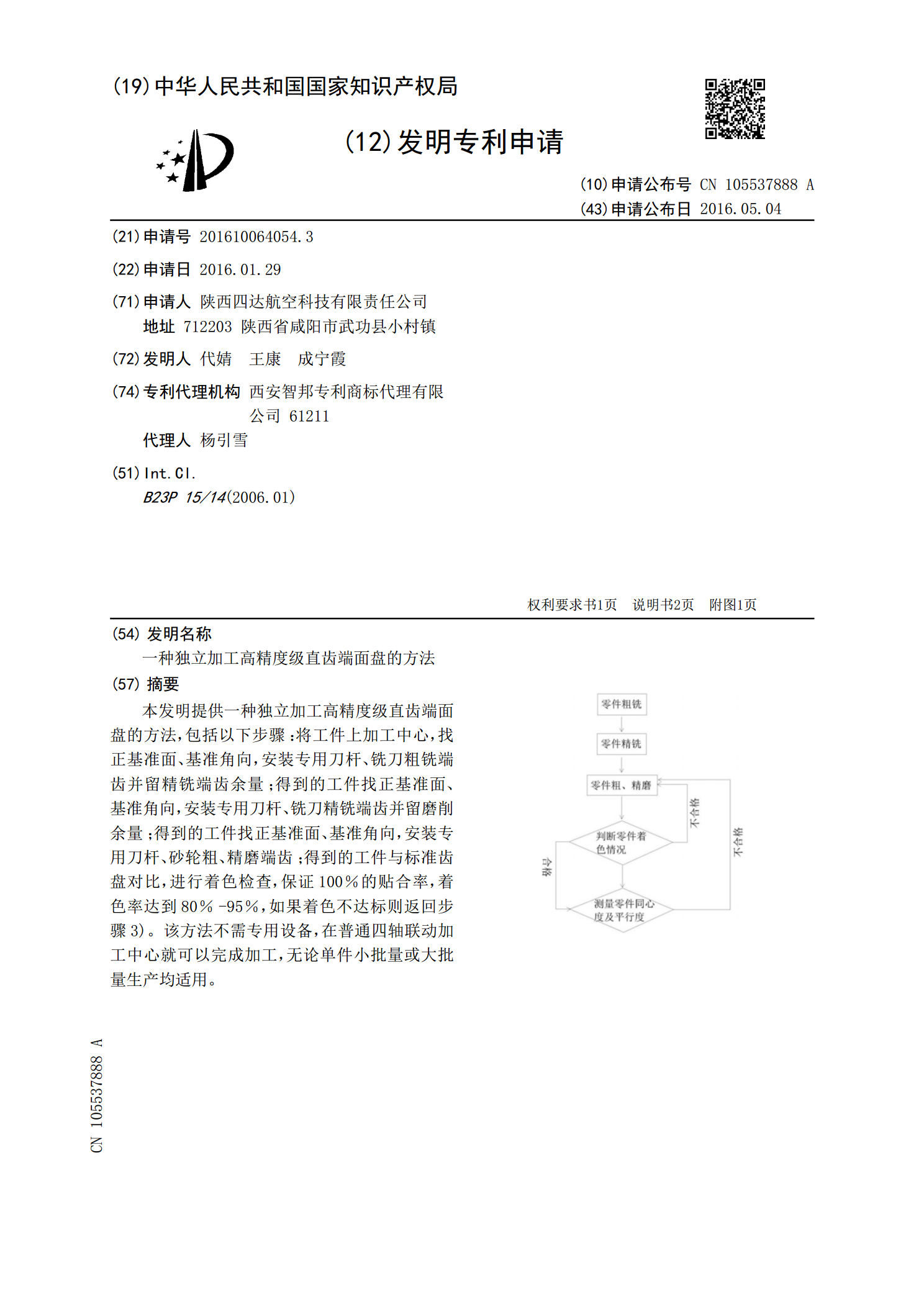
本发明提供一种独立加工高精度级直齿端面盘的方法,包括以下步骤:将工件上加工中心,找正基准面、基准角向,安装专用刀杆、铣刀粗铣端齿并留精铣端齿余量;得到的工件找正基准面、基准角向,安装专用刀杆、铣刀精铣端齿并留磨削余量;得到的工件找正基准面、基准角向,安装专用刀杆、砂轮粗、精磨端齿;得到的工件与标准齿盘对比,进行着色检查,保证100%的贴合率,着色率达到80%-95%,如果着色不达标则返回步骤3)。该方法不需专用设备,在普通四轴联动加工中心就可以完成加工,无论单件小批量或大批量生产均适用。

采用蠕动进给磨削加工直齿端齿盘.pdf
r’阳:l.阳.l网.Nl工⋯艺与装备l.......L...一。⋯。..⋯⋯j采用蠕动进给磨削加工直齿端齿盘南京机床厂罗志刚德国ELB公司是国际上生产蠕动进给磨宜径400宜祖400-床的著名企业之一,但使用蠕动进给磨床磨削直齿端齿盘(齿牙盘)仅仅是近几年才采用的工艺方法。目前,西德许多生产数控车床和加工·中心的厂家如特劳伯(TRAVB)公司,费瑞茨七z,ernor维尔纳(Fri)W工厂都采用这一工艺12.进给O01比及进给方法磨削直齿端齿盘,在与ELB公司专家的,住复磨附蟠动进给座谈会上将所了解的一些情
端面齿盘变模数的磨削加工方法.pdf
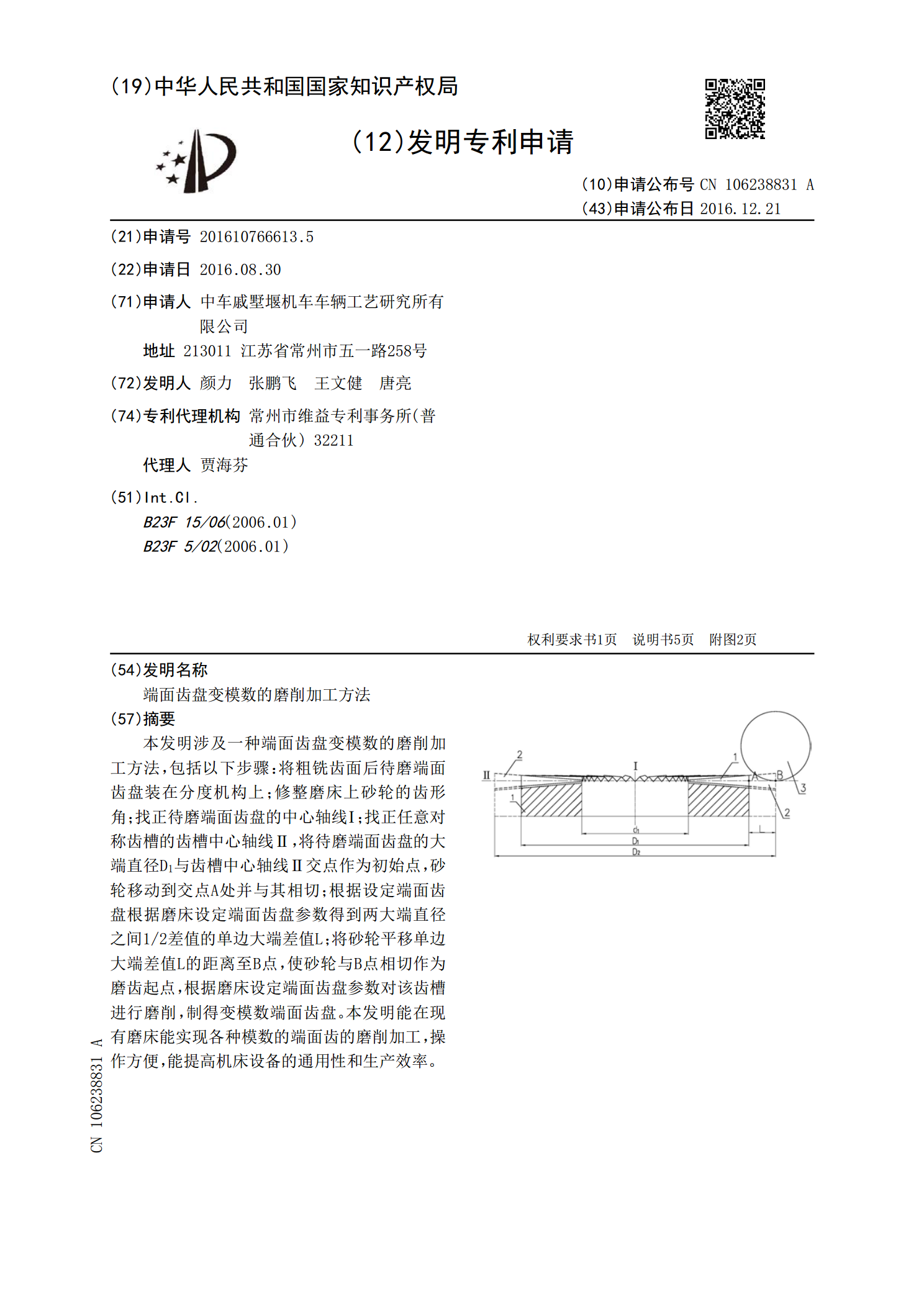
本发明涉及一种端面齿盘变模数的磨削加工方法,包括以下步骤:将粗铣齿面后待磨端面齿盘装在分度机构上;修整磨床上砂轮的齿形角;找正待磨端面齿盘的中心轴线Ⅰ;找正任意对称齿槽的齿槽中心轴线Ⅱ,将待磨端面齿盘的大端直径D

齿分度牙盘的加工工艺及其装备.docx
齿分度牙盘的加工工艺及其装备齿分度牙盘的加工工艺及其装备摘要:齿分度牙盘是一种广泛应用于机械加工、精密装配等领域的元件。其加工工艺的好坏直接影响到牙盘的质量和性能。本文主要介绍了齿分度牙盘的加工工艺及其装备,包括概述齿分度牙盘的定义和用途、分析齿分度牙盘加工中的挑战和要求、介绍了齿分度牙盘的加工工艺和装备,并总结了齿分度牙盘加工中存在的问题和改进的方向。关键词:齿分度牙盘,加工工艺,装备,挑战,要求一、引言齿分度牙盘是一种用于传动或者定位的装置,广泛应用于机械加工、精密装配等领域。其主要作用是使传动或者定