
一种独立加工高精度级直齿端面盘的方法.pdf

宜然****找我

1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种独立加工高精度级直齿端面盘的方法.pdf
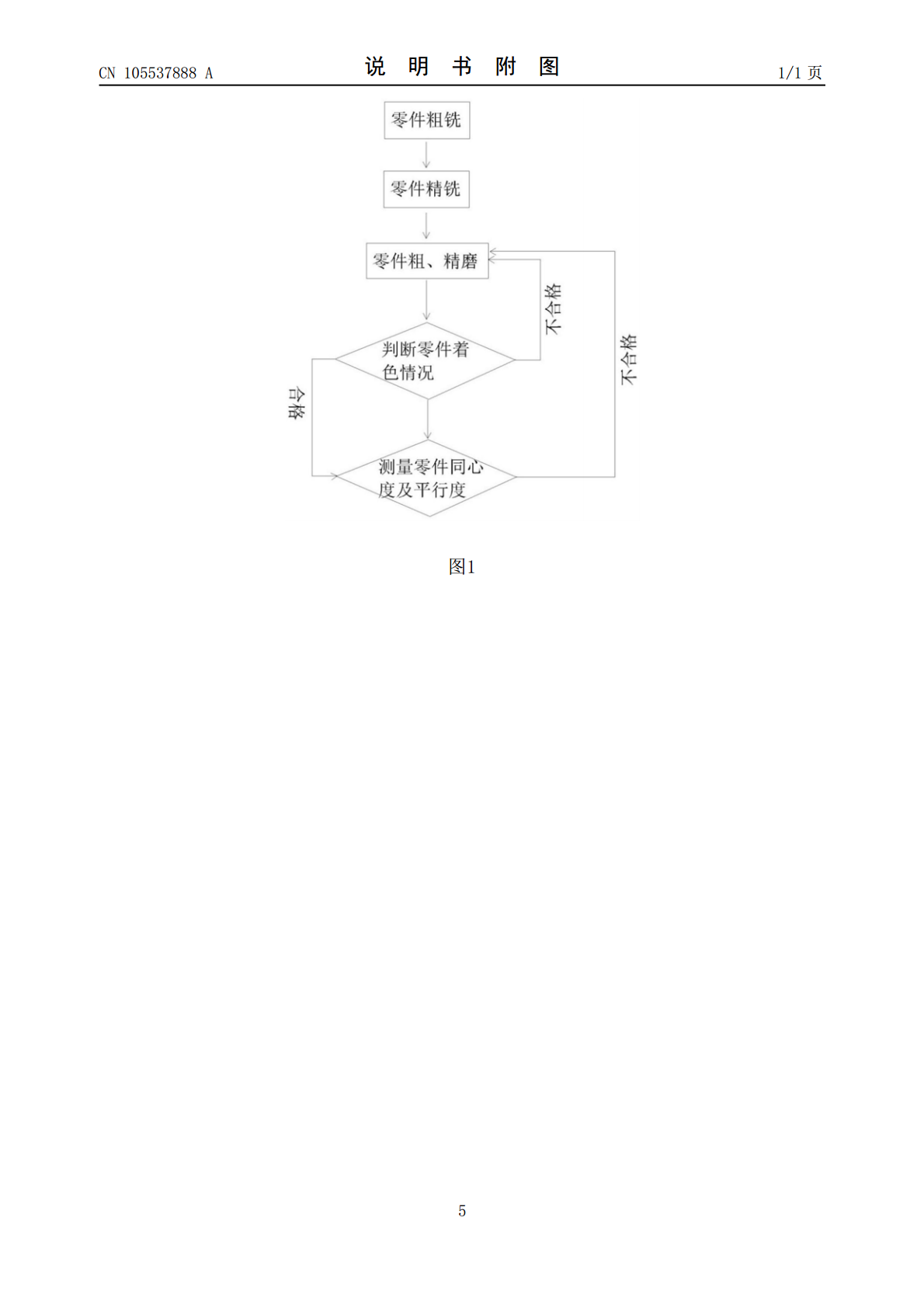
本发明提供一种独立加工高精度级直齿端面盘的方法,包括以下步骤:将工件上加工中心,找正基准面、基准角向,安装专用刀杆、铣刀粗铣端齿并留精铣端齿余量;得到的工件找正基准面、基准角向,安装专用刀杆、铣刀精铣端齿并留磨削余量;得到的工件找正基准面、基准角向,安装专用刀杆、砂轮粗、精磨端齿;得到的工件与标准齿盘对比,进行着色检查,保证100%的贴合率,着色率达到80%-95%,如果着色不达标则返回步骤3)。该方法不需专用设备,在普通四轴联动加工中心就可以完成加工,无论单件小批量或大批量生产均适用。
一种高精度直齿鼠牙盘磨削加工方法.pdf
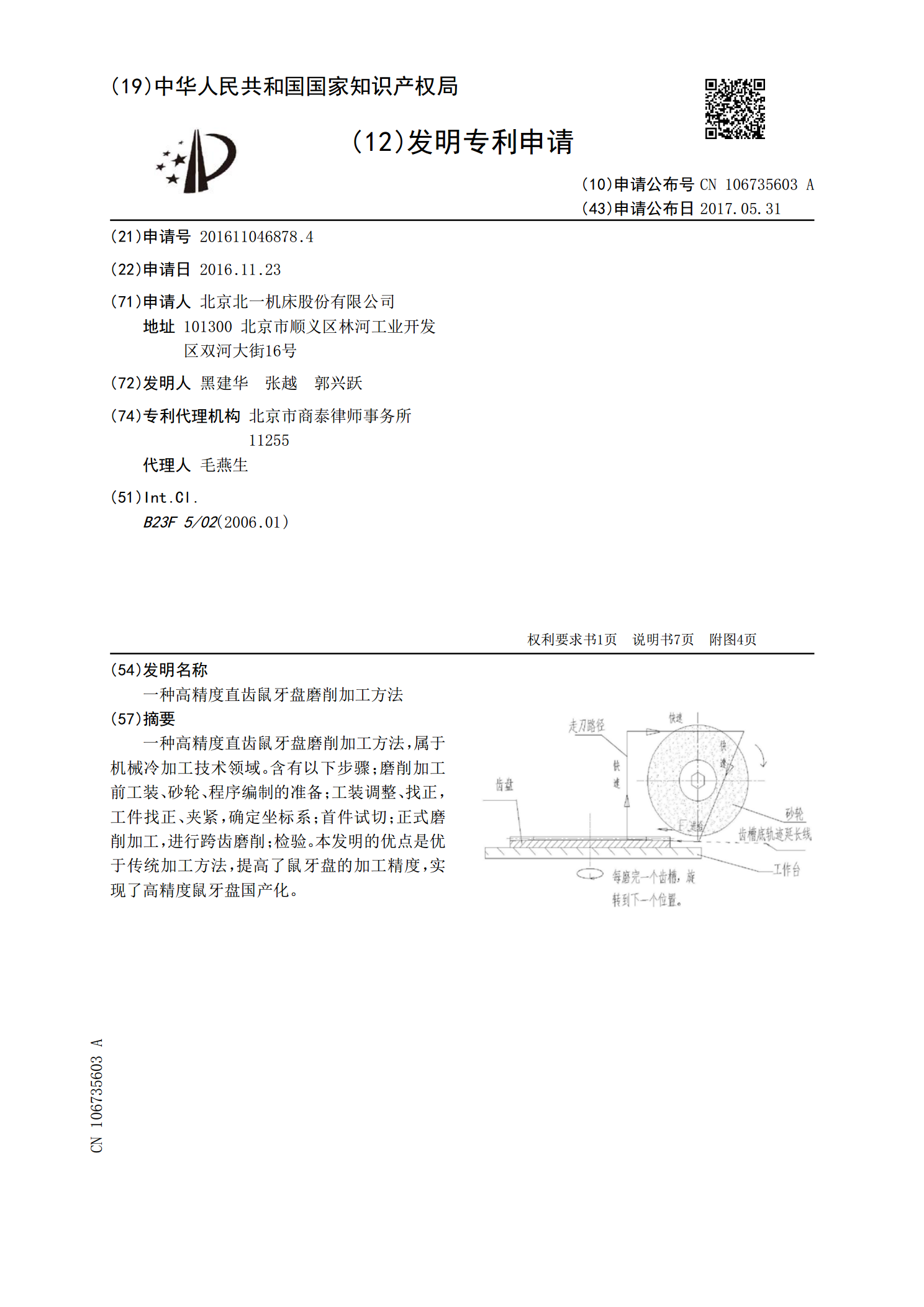
一种高精度直齿鼠牙盘磨削加工方法,属于机械冷加工技术领域。含有以下步骤;磨削加工前工装、砂轮、程序编制的准备;工装调整、找正,工件找正、夹紧,确定坐标系;首件试切;正式磨削加工,进行跨齿磨削;检验。本发明的优点是优于传统加工方法,提高了鼠牙盘的加工精度,实现了高精度鼠牙盘国产化。
端面齿盘变模数的磨削加工方法.pdf
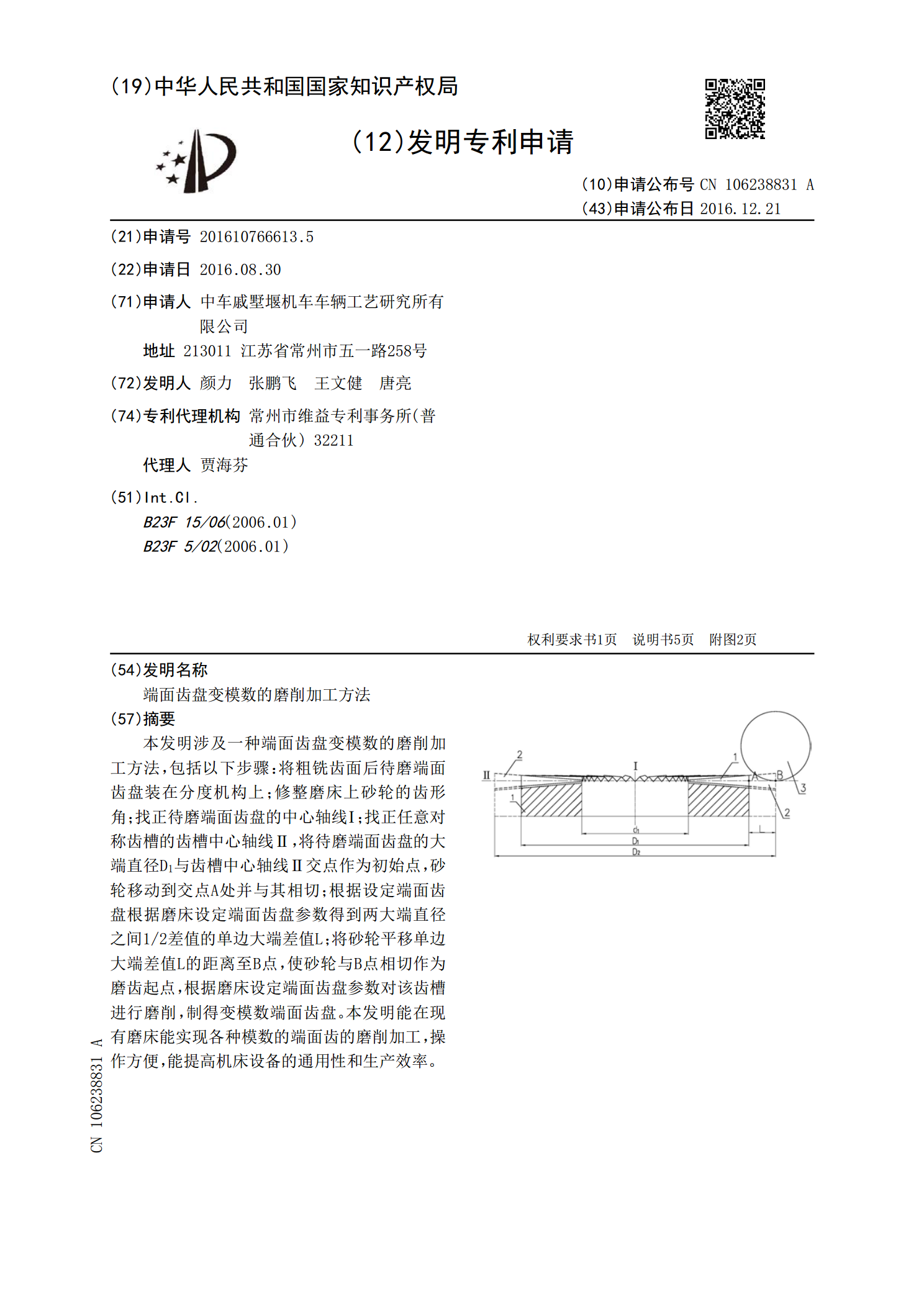
本发明涉及一种端面齿盘变模数的磨削加工方法,包括以下步骤:将粗铣齿面后待磨端面齿盘装在分度机构上;修整磨床上砂轮的齿形角;找正待磨端面齿盘的中心轴线Ⅰ;找正任意对称齿槽的齿槽中心轴线Ⅱ,将待磨端面齿盘的大端直径D
一种端面齿加工夹具及其加工方法.pdf
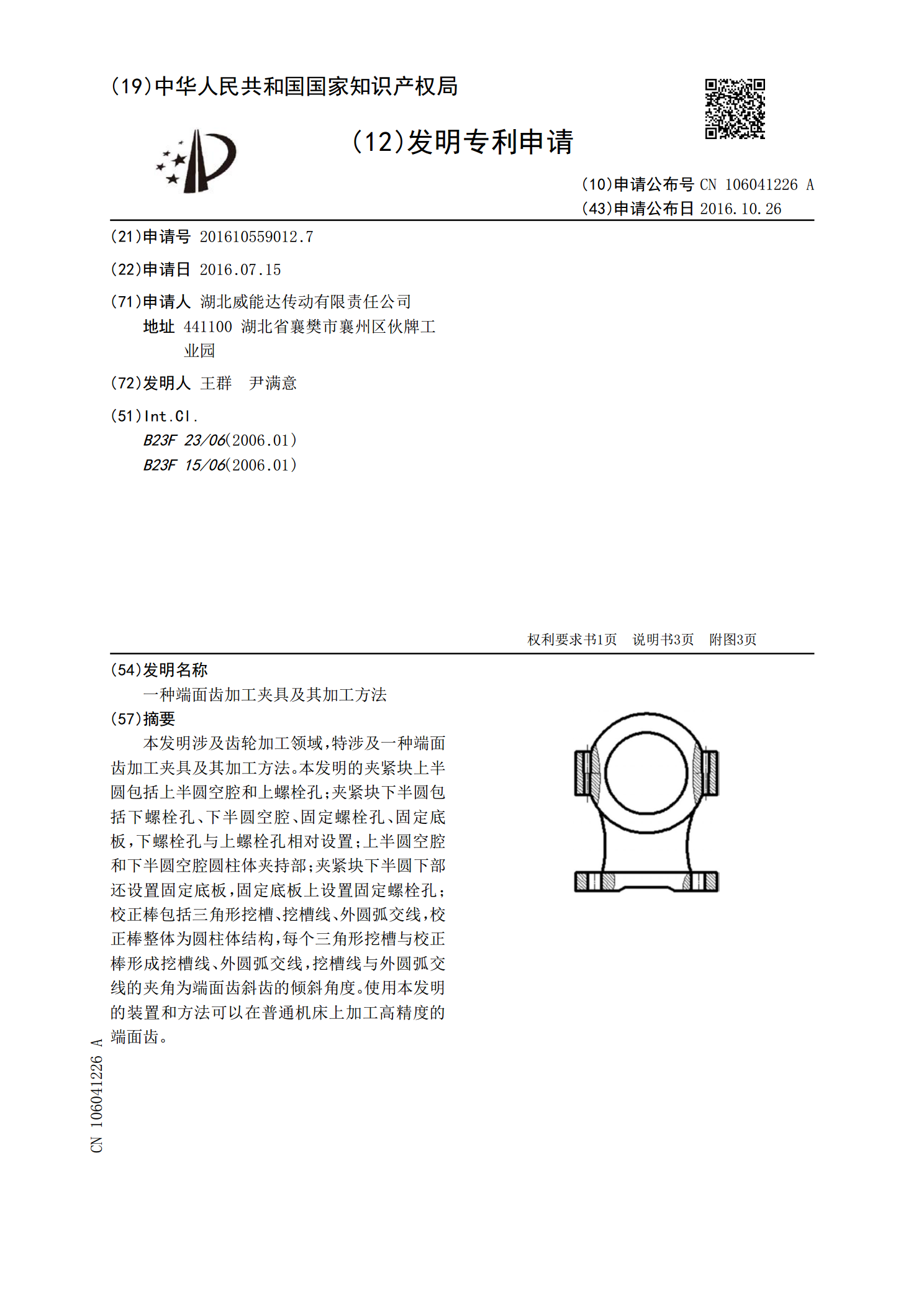
本发明涉及齿轮加工领域,特涉及一种端面齿加工夹具及其加工方法。本发明的夹紧块上半圆包括上半圆空腔和上螺栓孔;夹紧块下半圆包括下螺栓孔、下半圆空腔、固定螺栓孔、固定底板,下螺栓孔与上螺栓孔相对设置;上半圆空腔和下半圆空腔圆柱体夹持部;夹紧块下半圆下部还设置固定底板,固定底板上设置固定螺栓孔;校正棒包括三角形挖槽、挖槽线、外圆弧交线,校正棒整体为圆柱体结构,每个三角形挖槽与校正棒形成挖槽线、外圆弧交线,挖槽线与外圆弧交线的夹角为端面齿斜齿的倾斜角度。使用本发明的装置和方法可以在普通机床上加工高精度的端面齿。

带端面齿的连接盘加工工艺设计.docx
带端面齿的连接盘加工工艺设计标题:带端面齿的连接盘加工工艺设计摘要:连接盘是一种常用的机械传动装置,其具有承载能力高、传动效率高等优点,在机械工程领域得到广泛应用。本文的研究目的是设计一种带有端面齿的连接盘加工工艺,通过系统化的工艺设计和实验验证,可为该工艺在实际生产中的应用提供参考。关键词:连接盘,端面齿,加工工艺,传动效率1.引言连接盘是一种常见且重要的机械传动装置,在使用过程中需要承受较大的力矩和转速。目前,市场上的连接盘通常采用直齿和斜齿等传统齿轮传动方式,但这些传动方式在一定程度上存在传动效率低