
一种铝合金轮毂铸造装置.pdf

是来****文章

1/9

2/9
3/9
4/9
5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂铸造装置.pdf
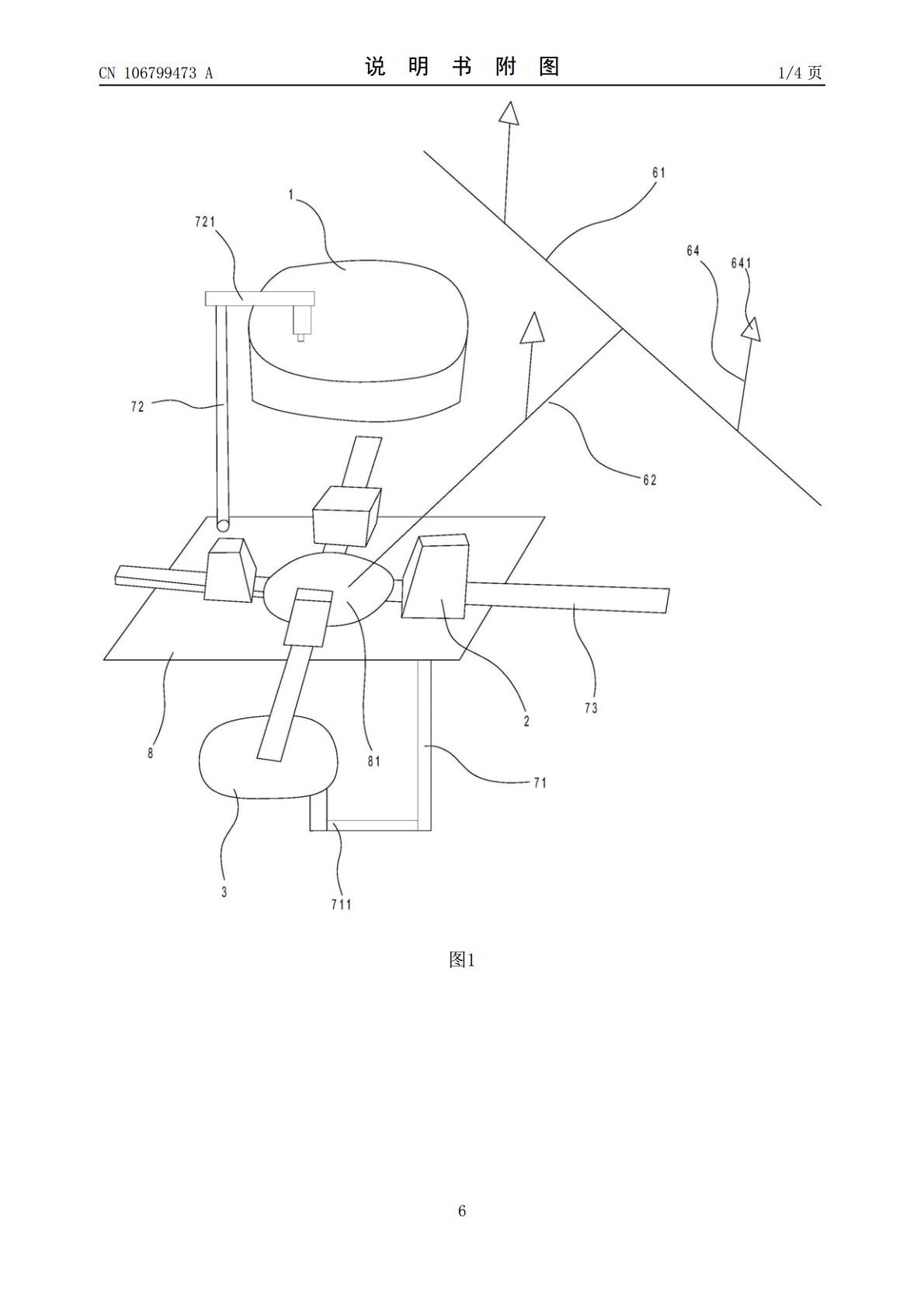
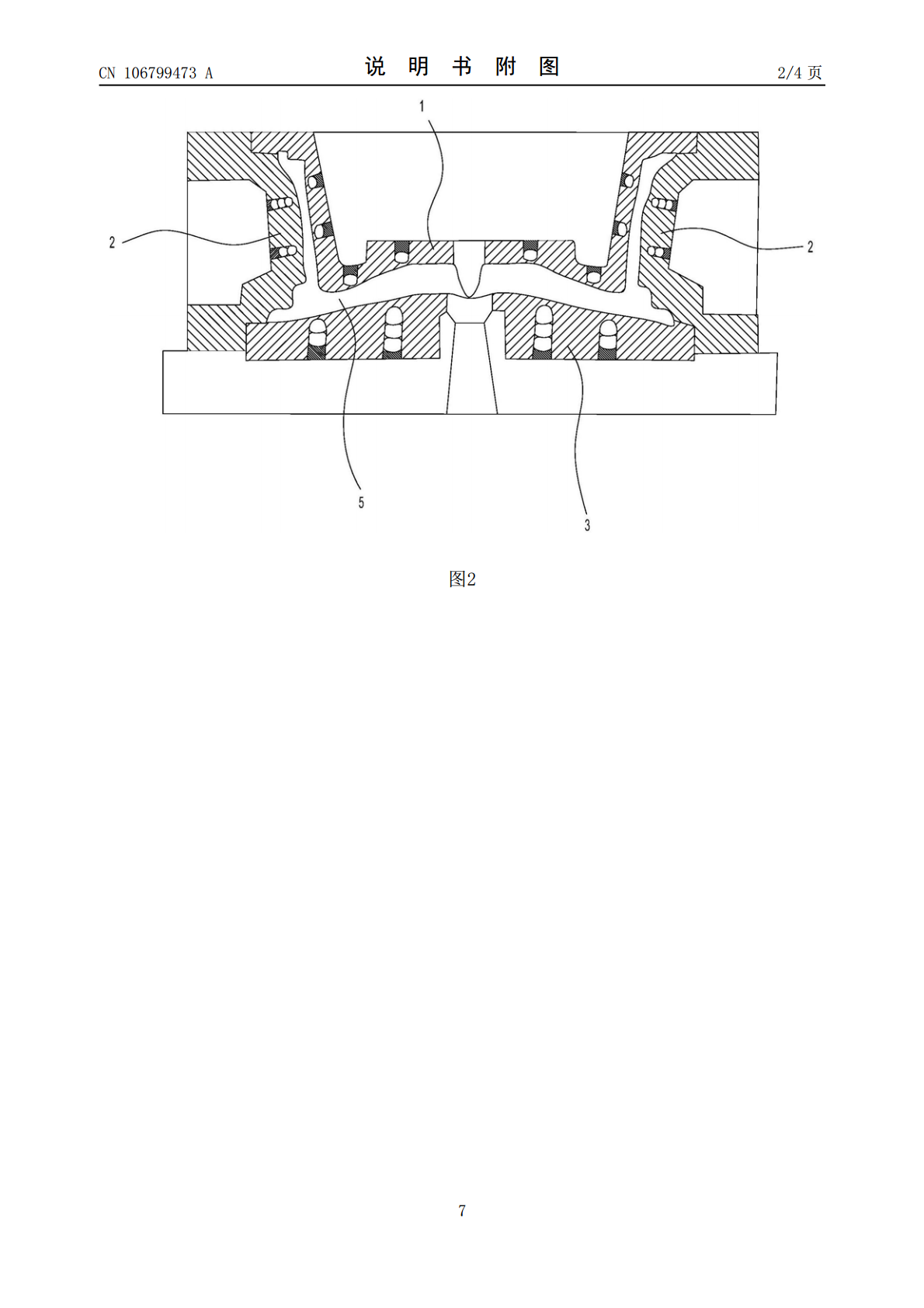
本发明公开了一种铝合金轮毂铸造装置,包括一铸造平台,其特征在于:所述铸造平台上有一铸造模具,铸造模具包括顶模、底模和多组对称布置的侧模,所述铸造平台的下方设置有下支架,底模设置于该下支架上,所述铸造平台的上方有上支架,所述顶模设置于上支架上,铸造平台顶面上位于每个侧模下方设置有导轨,铸造平台外侧设置有走料轨和上料轨,上料轨的一端与走料轨连接,上料轨的另一端延伸至底模的下方,所述每个侧模包括侧模板以及基板,基板上方固定设置有推动缸,侧模板滑动设置于基板的内侧面,推动缸的输出轴与侧模板上端连接,基板(的内侧面

一种铝合金轮毂铸造装置.pdf
本发明公开了一种铝合金轮毂铸造装置,包括顶模、底模、侧模和底座,其特征在于:所述底座的中部开设有安装孔,在安装孔内转动安装有底板,底模设置于底板之上,所述侧模的数量为两个,两个侧模滑动设置于底模之上,在其中一个侧模面向轮毂的端面上开设有容纳槽,在另一个侧模面向轮毂的端面上开设有贯穿孔,贯彻孔内插装有一喷雾管,喷雾管的外部连接有总水管,总水管上设置有开关阀,喷雾管上与轮毂相对一侧并列设置有多个喷头,在两个侧模合模时,喷雾管插入容纳槽内,喷雾管的高度位于靠近轮毂的下部。本发明提供了一种铝合金轮毂铸造装置,实现
一种铝合金轮毂氩气膜铸造装置.pdf
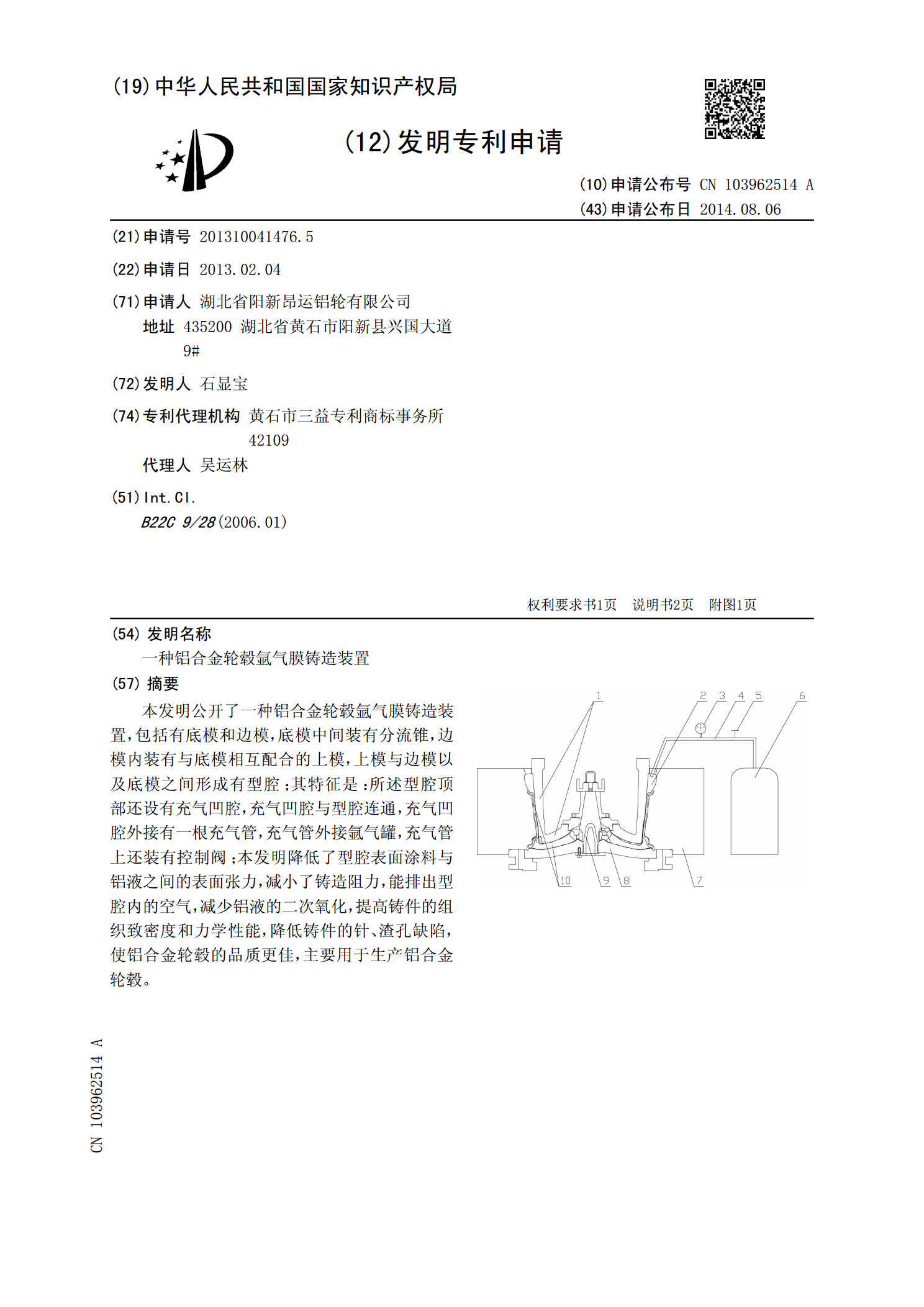
本发明公开了一种铝合金轮毂氩气膜铸造装置,包括有底模和边模,底模中间装有分流锥,边模内装有与底模相互配合的上模,上模与边模以及底模之间形成有型腔;其特征是:所述型腔顶部还设有充气凹腔,充气凹腔与型腔连通,充气凹腔外接有一根充气管,充气管外接氩气罐,充气管上还装有控制阀;本发明降低了型腔表面涂料与铝液之间的表面张力,减小了铸造阻力,能排出型腔内的空气,减少铝液的二次氧化,提高铸件的组织致密度和力学性能,降低铸件的针、渣孔缺陷,使铝合金轮毂的品质更佳,主要用于生产铝合金轮毂。
一种用于铸造铝合金轮毂装置.pdf
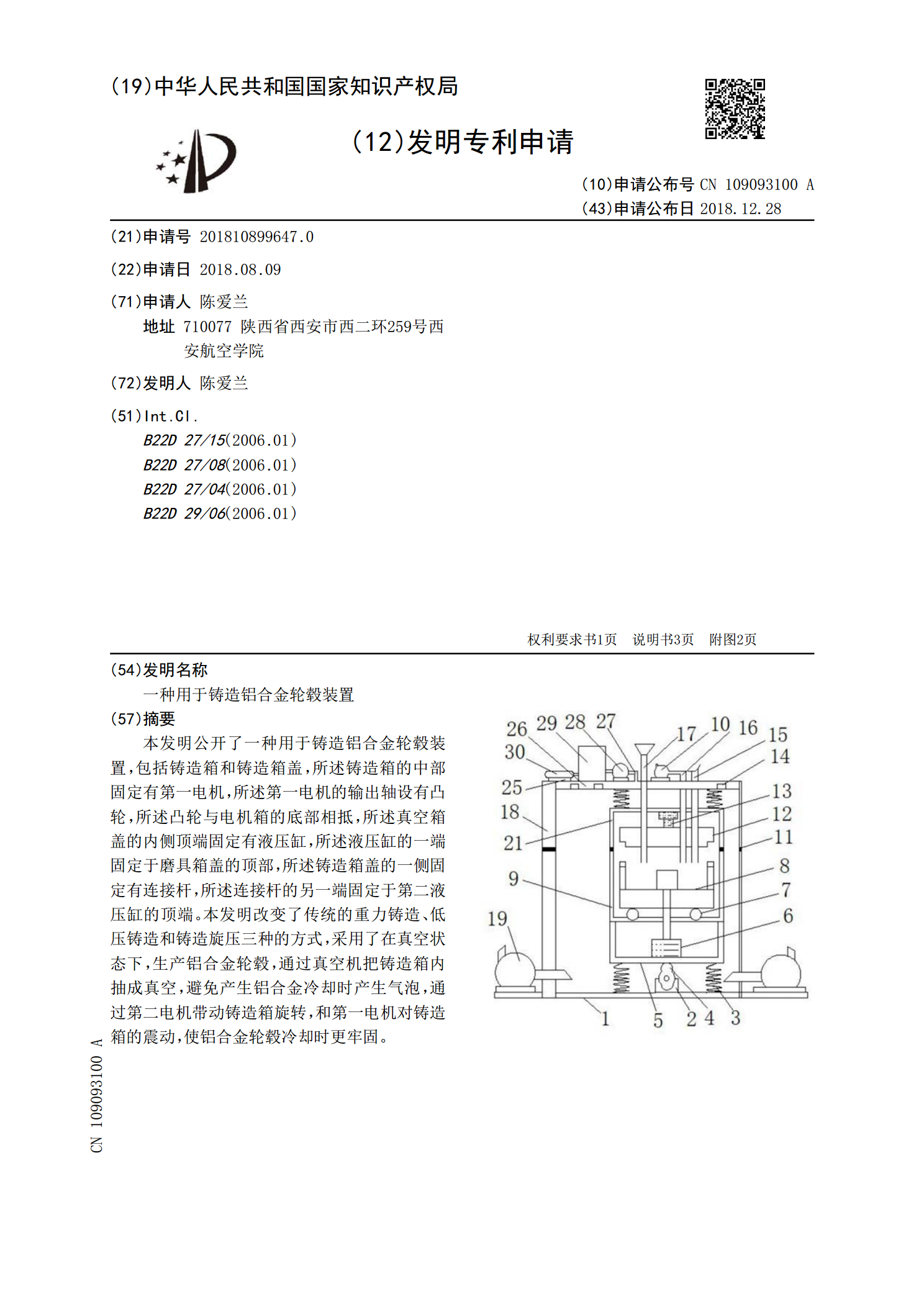
本发明公开了一种用于铸造铝合金轮毂装置,包括铸造箱和铸造箱盖,所述铸造箱的中部固定有第一电机,所述第一电机的输出轴设有凸轮,所述凸轮与电机箱的底部相抵,所述真空箱盖的内侧顶端固定有液压缸,所述液压缸的一端固定于磨具箱盖的顶部,所述铸造箱盖的一侧固定有连接杆,所述连接杆的另一端固定于第二液压缸的顶端。本发明改变了传统的重力铸造、低压铸造和铸造旋压三种的方式,采用了在真空状态下,生产铝合金轮毂,通过真空机把铸造箱内抽成真空,避免产生铝合金冷却时产生气泡,通过第二电机带动铸造箱旋转,和第一电机对铸造箱的震动,使

一种铝合金轮毂的低压铸造装置.pdf
本发明涉及一种铝合金轮毂的低压铸造装置,机架顶部设有保温炉,保温炉内腔设有内炉胆,且保温炉与内炉胆之间设有保温层,内炉胆内腔设有加热器,内炉胆一侧顶部通过管道贯穿保温炉一侧连接压缩机装置,内炉胆内腔设有导流管,且贯穿保温炉顶部连接铸件型腔,铸件型腔外侧通过散热孔连接冷却机构,冷却机构连接一侧连接涡流热膜换热器,涡流热膜换热器通过输热管贯穿保温炉一侧连接内炉胆一侧,使得轮毂铸造过程中铸件型腔内的热量快速排出并进行加热排入内炉胆内,实现了热量的回收利用,减少热能浪费,通过保温层的设计,减少了热量的流失,节约成