
真空热处理有效硬化层深度的快速检测方法.pdf

是秋****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
真空热处理有效硬化层深度的快速检测方法.pdf
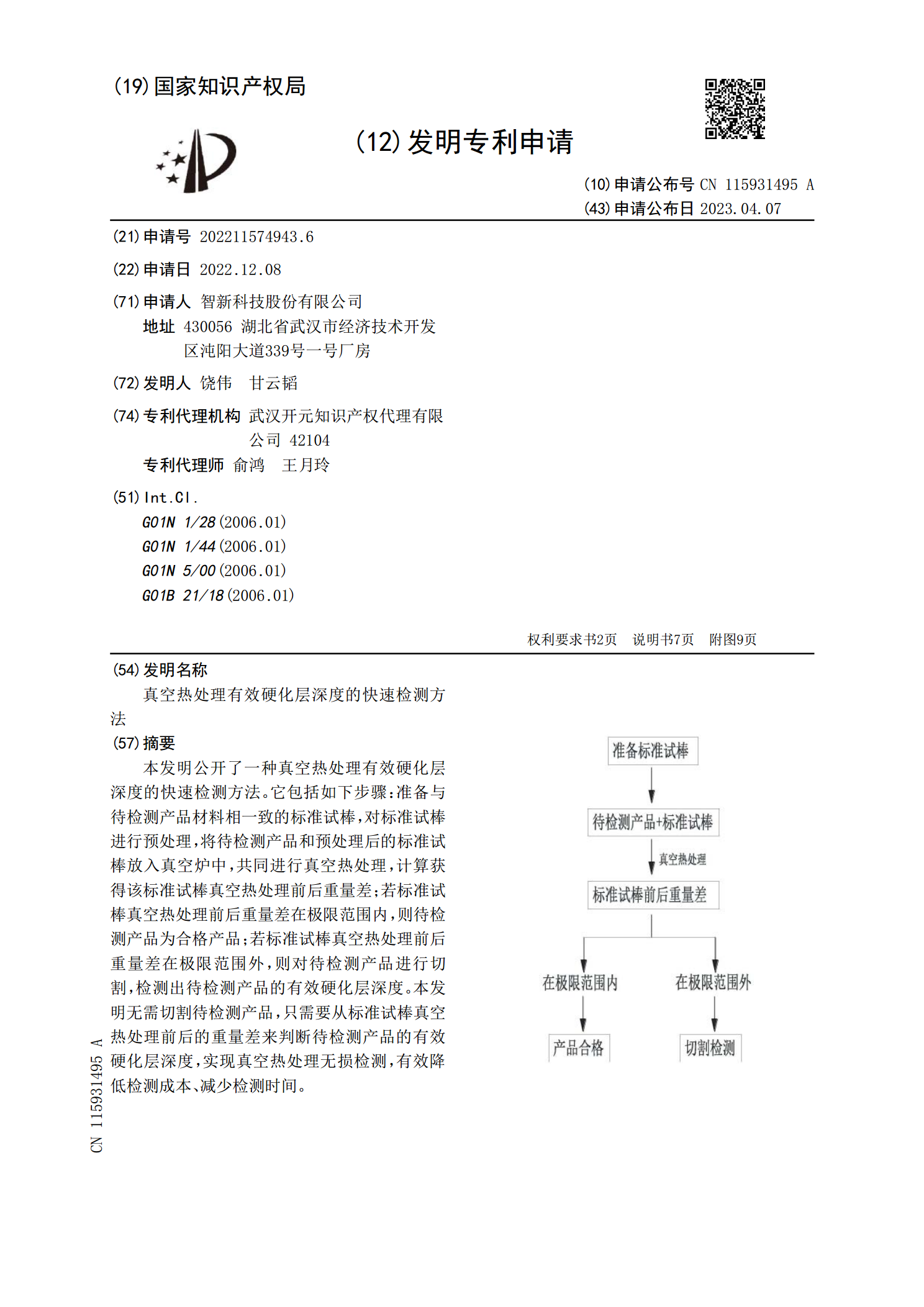
本发明公开了一种真空热处理有效硬化层深度的快速检测方法。它包括如下步骤:准备与待检测产品材料相一致的标准试棒,对标准试棒进行预处理,将待检测产品和预处理后的标准试棒放入真空炉中,共同进行真空热处理,计算获得该标准试棒真空热处理前后重量差;若标准试棒真空热处理前后重量差在极限范围内,则待检测产品为合格产品;若标准试棒真空热处理前后重量差在极限范围外,则对待检测产品进行切割,检测出待检测产品的有效硬化层深度。本发明无需切割待检测产品,只需要从标准试棒真空热处理前后的重量差来判断待检测产品的有效硬化层深度,实现
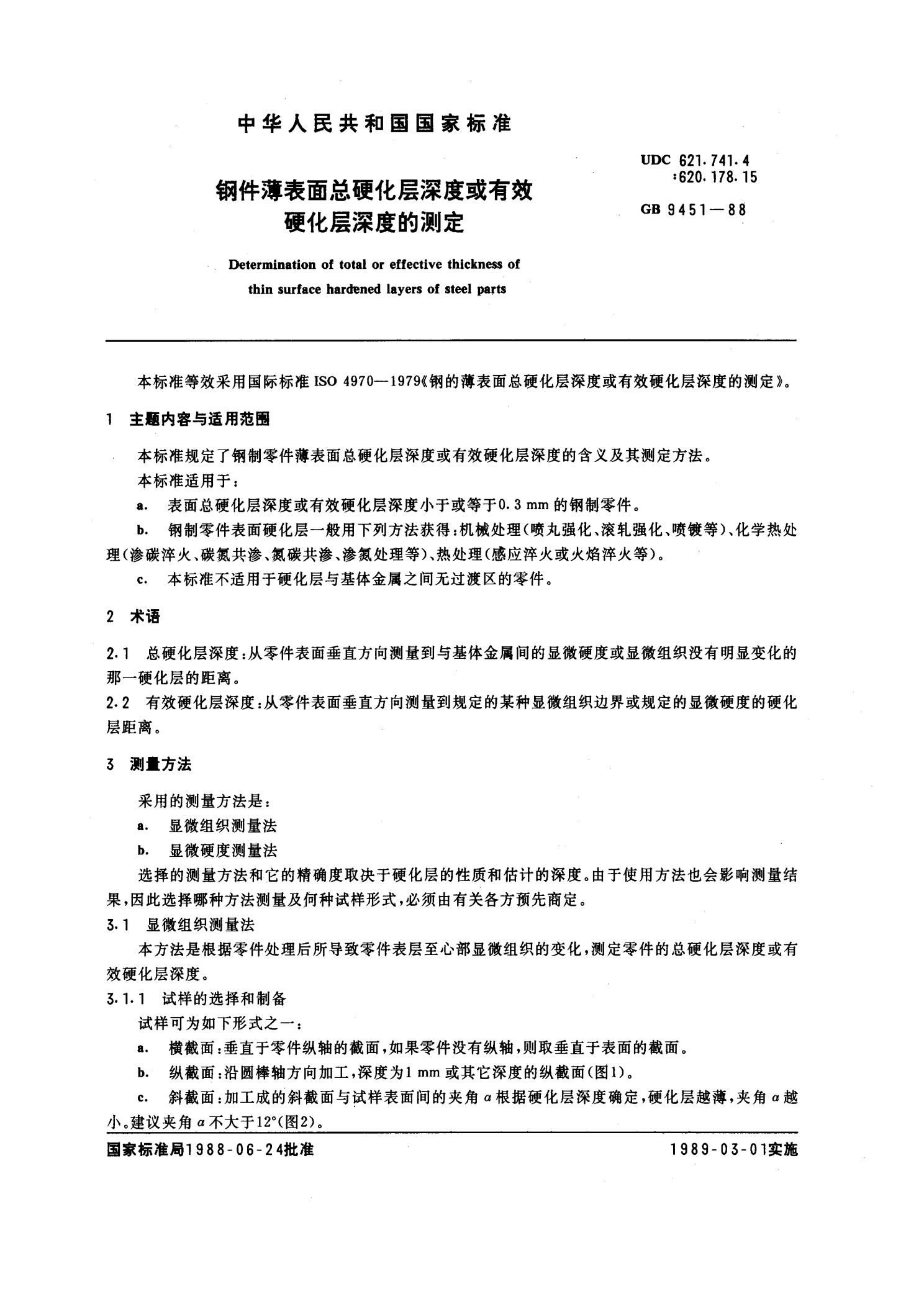
GB9451-88钢件薄表面总硬化层深度或有效硬化层深度.pdf
大型内齿圈感应淬火硬化层深快速检测方法.pdf
本发明涉及一种大型内齿圈感应淬火硬化层深快速检测方法,包括磨制、抛光,使表面呈镜面步骤,具体为:在大型内齿圈感应淬火结束且已经完成磨齿工序后,随机选取齿圈感应头入口端两齿,用角磨机对两齿端面和齿顶磨除车刀纹,使用角磨机对两齿端面和齿顶再次打磨,两次打磨的深度0.4‑0.6mm,擦去油污和浮尘,用棉花蘸取腐蚀试剂对打磨部位进行擦拭,腐蚀10—30秒后,淬硬层呈亮白色,而非淬硬区域呈灰黑色,从而显示出热处理形态,用相机拍摄两齿端面、齿顶和齿根部位的热处理形态,端面照片看,连续不间断的亮白色区域完整覆盖齿面和齿

浅渗碳层齿轮有效硬化层超深降硬方法.pdf
本发明公开了一种浅渗碳层齿轮有效硬化层超深降硬方法,该方法按下述步骤进行,首先对工件表面进行抛丸强化处理,选用的抛丸粒径0.47mm~0.53mm,抛丸器频率45HZ~50HZ,抛丸时间30分钟~40分钟。然后再将工件作回火处理,回火温度比常规工艺高20℃~40℃,回火时间120分钟~150分钟。本发明不改变渗碳层深度,通过表面抛丸强化处理,以及提高回火温度降低渗碳层硬度的浅渗碳层齿轮有效硬化层超深降硬方法,该发明工艺过程简单,实施容易,作有效硬化层降硬成本低廉,由于工件有效硬化层降硬量可控,质量稳定,可
一种提高钛合金表面硬化层的热处理方法.pdf
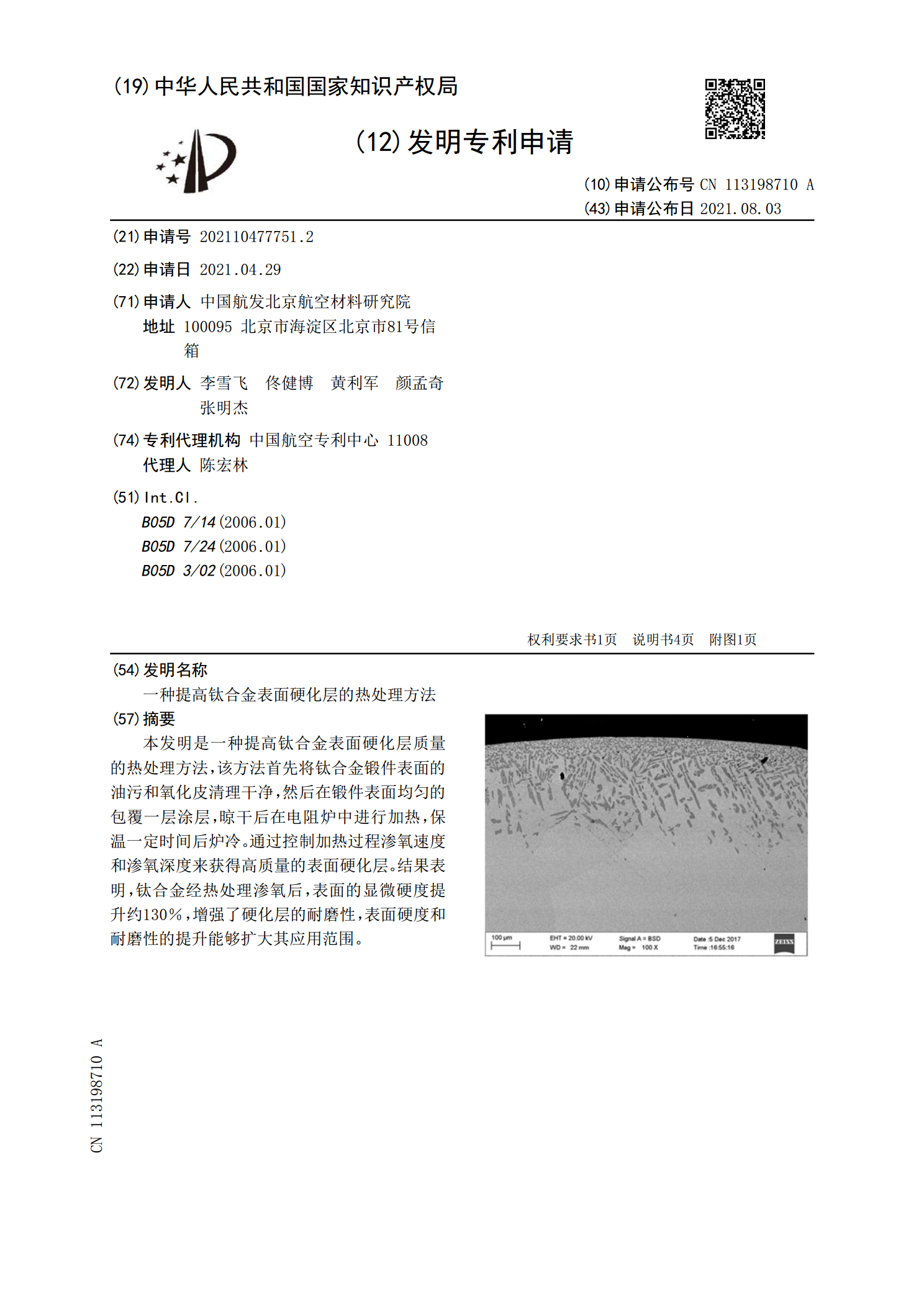
本发明是一种提高钛合金表面硬化层质量的热处理方法,该方法首先将钛合金锻件表面的油污和氧化皮清理干净,然后在锻件表面均匀的包覆一层涂层,晾干后在电阻炉中进行加热,保温一定时间后炉冷。通过控制加热过程渗氧速度和渗氧深度来获得高质量的表面硬化层。结果表明,钛合金经热处理渗氧后,表面的显微硬度提升约130%,增强了硬化层的耐磨性,表面硬度和耐磨性的提升能够扩大其应用范围。