
齿轮齿条升降系统安装架的制作方法.pdf

永香****能手

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮齿条升降系统安装架的制作方法.pdf
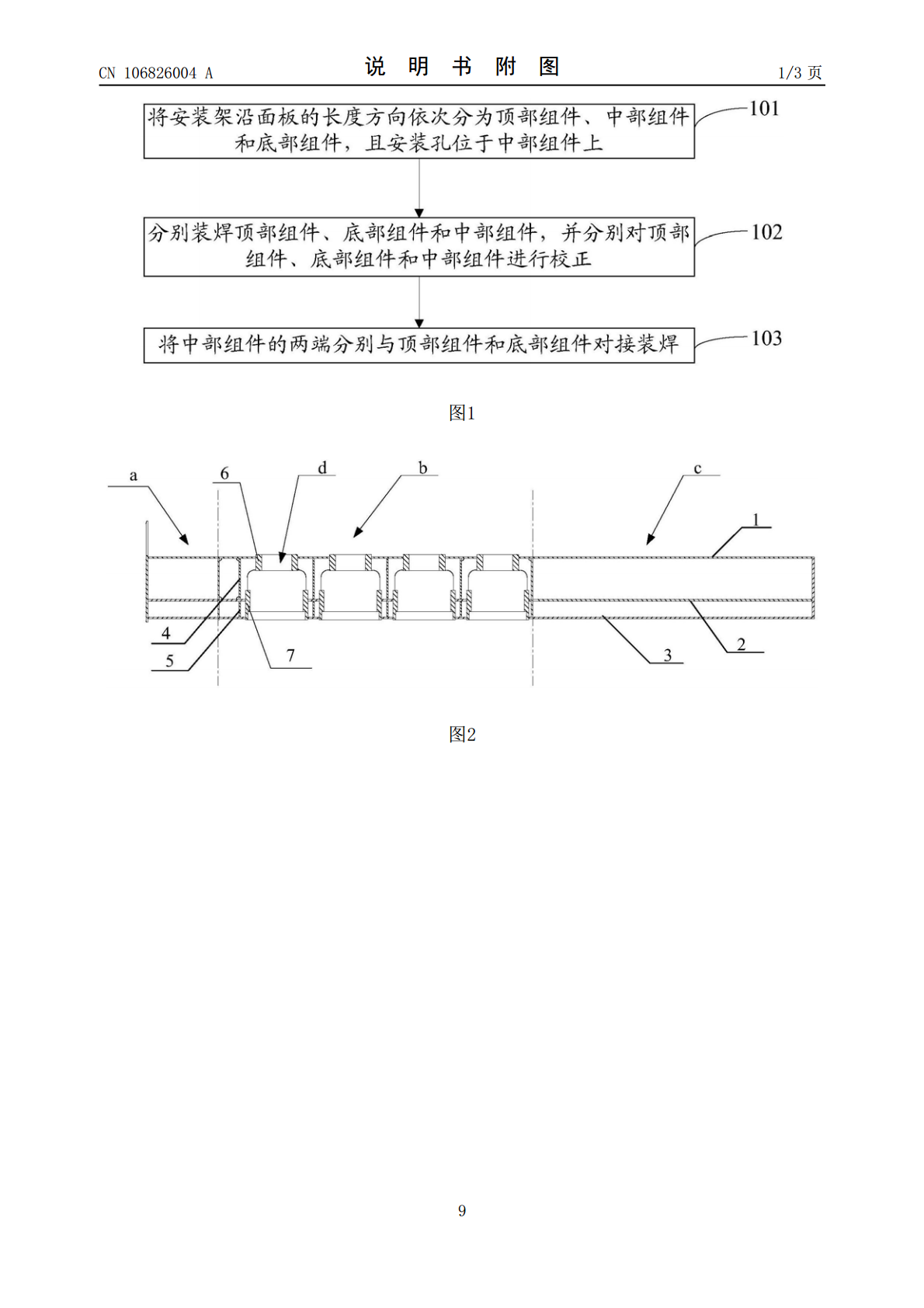
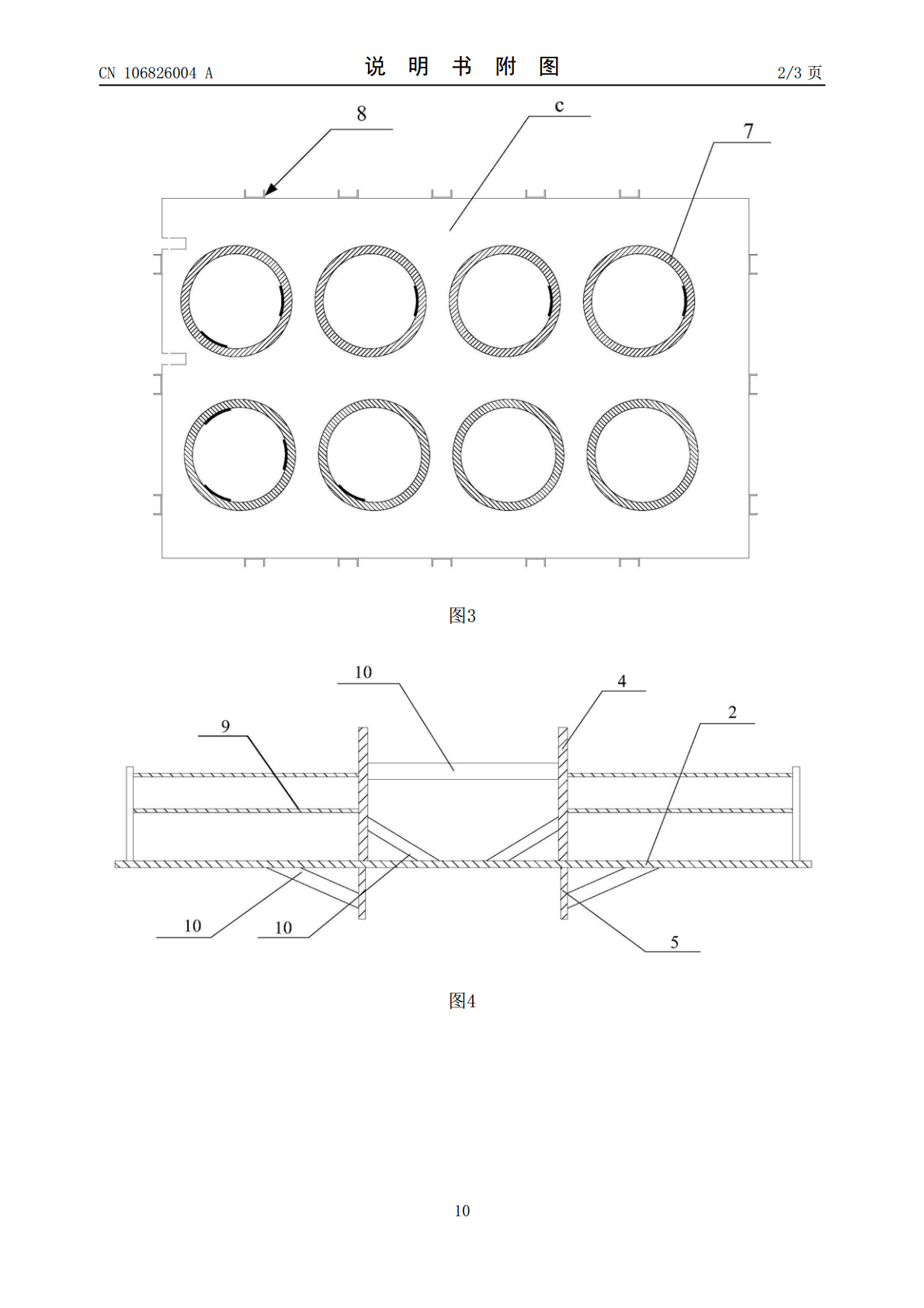
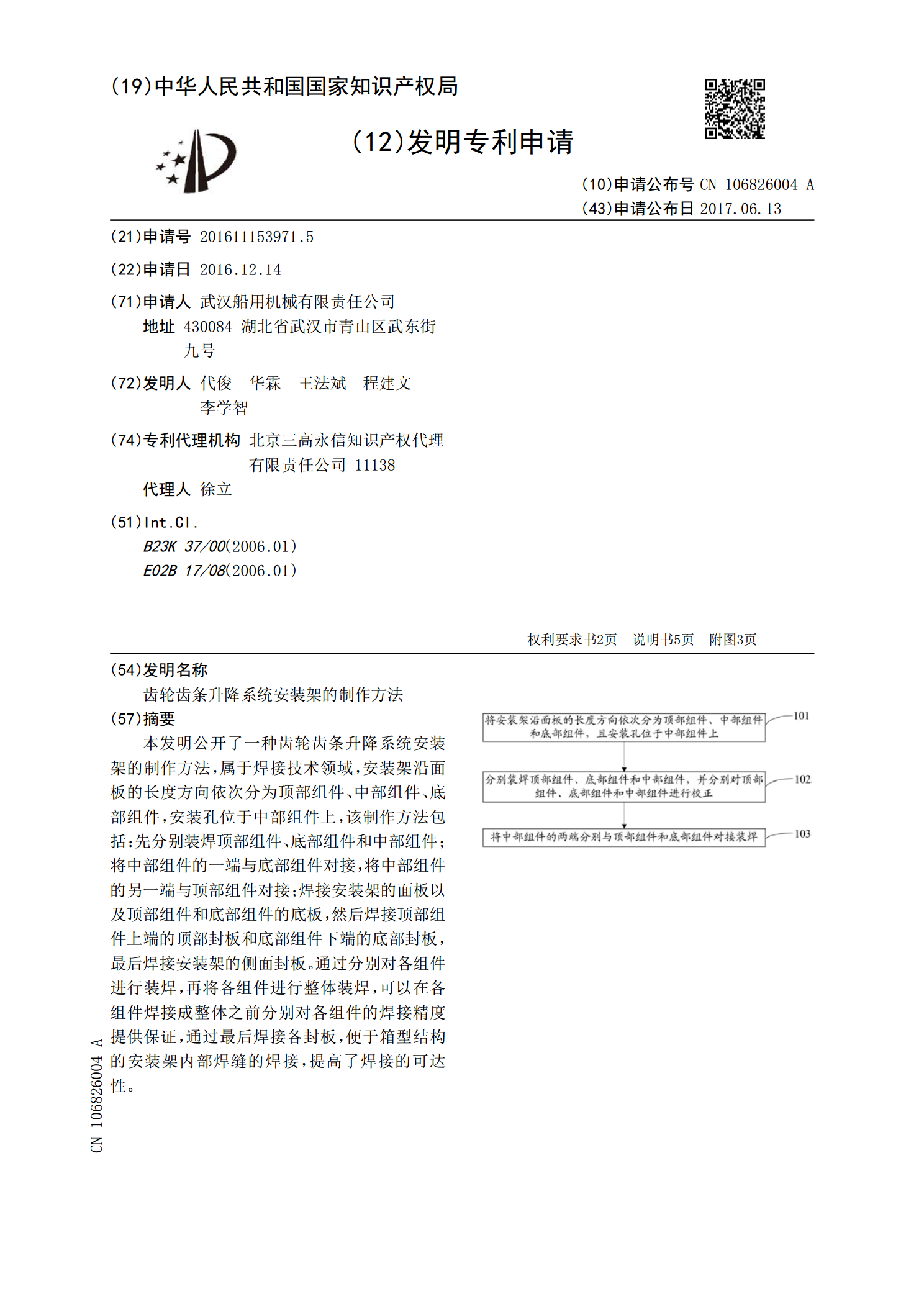
本发明公开了一种齿轮齿条升降系统安装架的制作方法,属于焊接技术领域,安装架沿面板的长度方向依次分为顶部组件、中部组件、底部组件,安装孔位于中部组件上,该制作方法包括:先分别装焊顶部组件、底部组件和中部组件;将中部组件的一端与底部组件对接,将中部组件的另一端与顶部组件对接;焊接安装架的面板以及顶部组件和底部组件的底板,然后焊接顶部组件上端的顶部封板和底部组件下端的底部封板,最后焊接安装架的侧面封板。通过分别对各组件进行装焊,再将各组件进行整体装焊,可以在各组件焊接成整体之前分别对各组件的焊接精度提供保证,通

齿轮齿条升降架.pdf
本发明属于焊接升降平台装置领域,具体公开了齿轮齿条升降架,包括支撑座、齿条、液压缸和至少两根转动轴,所述转动轴与支撑座转动连接,液压缸的活塞杆与齿条的端部连接;所述转动轴从上至下依次为螺纹部、齿轮部和转动部,所述转动部上设有螺母,齿轮部上安装有与齿条啮合的齿轮,其中一个转动轴的转动部上安装有棘轮,所述支撑座上安装有棘爪座,该棘爪座上安装有与棘轮配合的棘爪。
齿轮齿条升降系统安装架的装配方法及装配工装.pdf
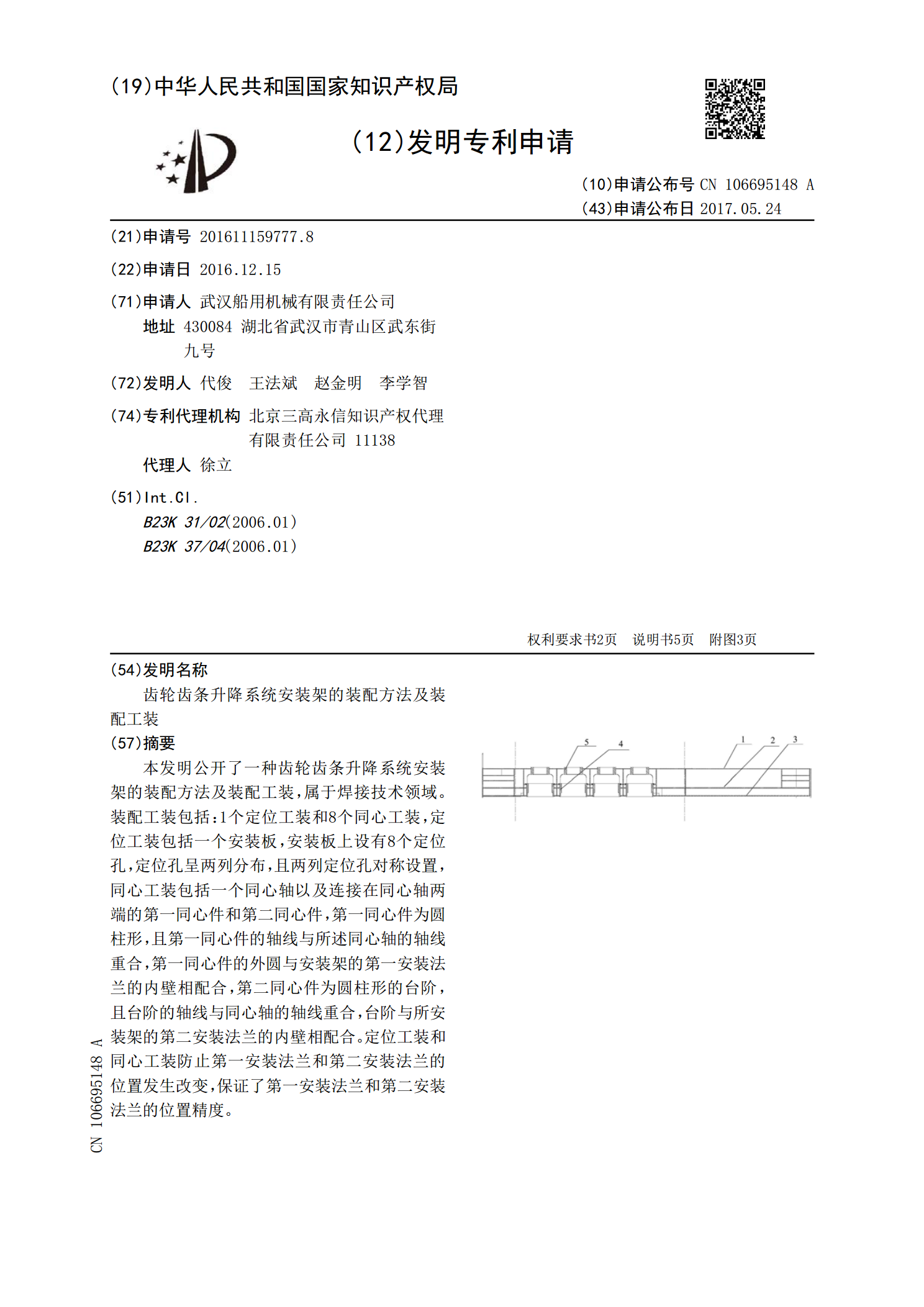
本发明公开了一种齿轮齿条升降系统安装架的装配方法及装配工装,属于焊接技术领域。装配工装包括:1个定位工装和8个同心工装,定位工装包括一个安装板,安装板上设有8个定位孔,定位孔呈两列分布,且两列定位孔对称设置,同心工装包括一个同心轴以及连接在同心轴两端的第一同心件和第二同心件,第一同心件为圆柱形,且第一同心件的轴线与所述同心轴的轴线重合,第一同心件的外圆与安装架的第一安装法兰的内壁相配合,第二同心件为圆柱形的台阶,且台阶的轴线与同心轴的轴线重合,台阶与所安装架的第二安装法兰的内壁相配合。定位工装和同心工装防

齿轮齿条式升降系统的减速装置及齿轮齿条式升降系统.pdf
本发明公开了一种齿轮齿条式升降系统的减速装置及齿轮齿条式升降系统,属于海工技术领域。减速装置包括爬升齿轮轴、爬升小齿轮、前轴承套、后轴承套、安装法兰,前轴承套、爬升小齿轮、后轴承套沿爬升齿轮轴的轴线依次套设在爬升齿轮轴上,前轴承套的外圆、后轴承套的外圆和安装法兰同心设置,安装法兰分别与后轴承套和安装架连接,前轴承套和后轴承套为偏心结构,前轴承套的偏心方向与后轴承套的偏心方向一致,前轴承套的偏心方向与安装法兰连接位置的偏差方向相反,前轴承套的外圆心和前轴承套的内圆心之间的距离、后轴承套的外圆心和后轴承套的内

齿轮齿条升降系统.pdf
本发明公开了一种齿轮齿条升降系统。该齿轮齿条升降系统包括桩腿、固桩架和多个升降单元,多个升降单元均插装在固桩架上,升降单元包括电机、制动器、平行轴减速器、行星减速器、爬升齿轮,平行轴减速器的输入轴的两端均伸出平行轴减速器的箱体,平行轴减速器的输入轴的一端与电机的转轴同轴连接,平行轴减速器的输入轴的另一端与制动器连接。平行轴减速器的输入轴的两端均伸出平行轴减速器的箱体,将平行轴减速器的输入轴的两端分别与电机和制动器连接,这样在装配升降系统时,电机的末端没有设置制动器,减小了电机的轴向尺寸,使电机与固桩架之间