
齿轮齿条升降系统安装架的装配方法及装配工装.pdf

春兰****89

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮齿条升降系统安装架的装配方法及装配工装.pdf
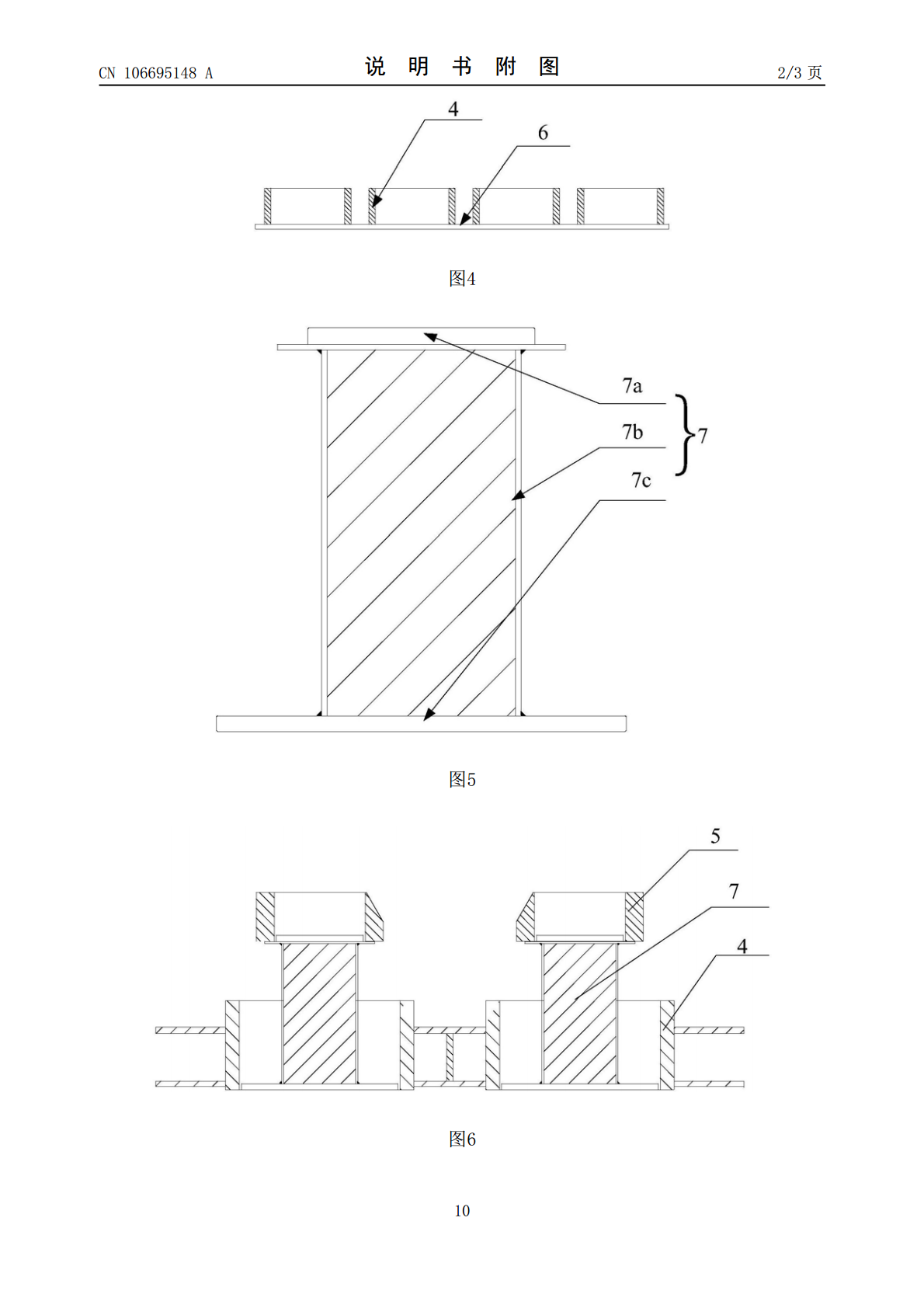
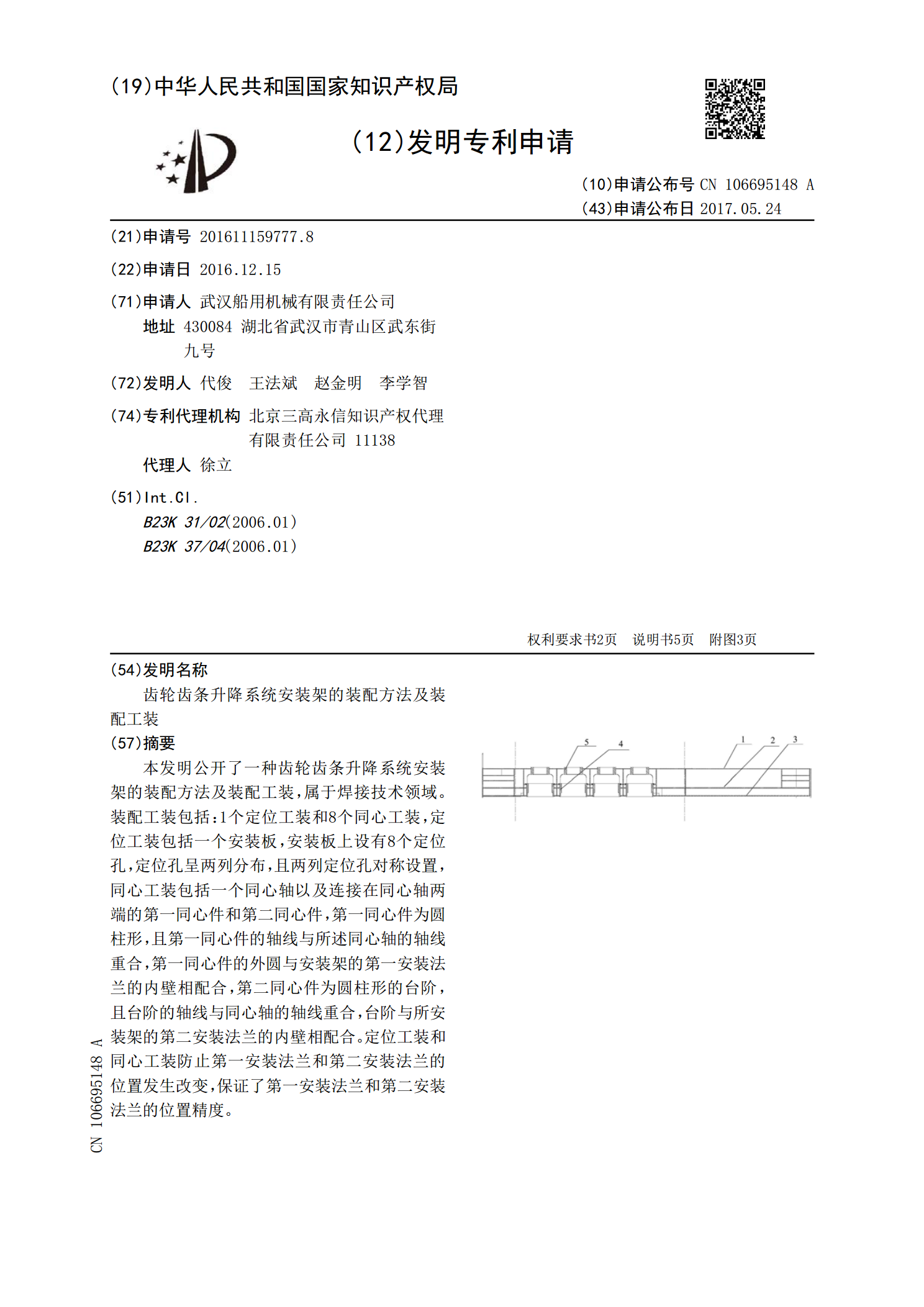
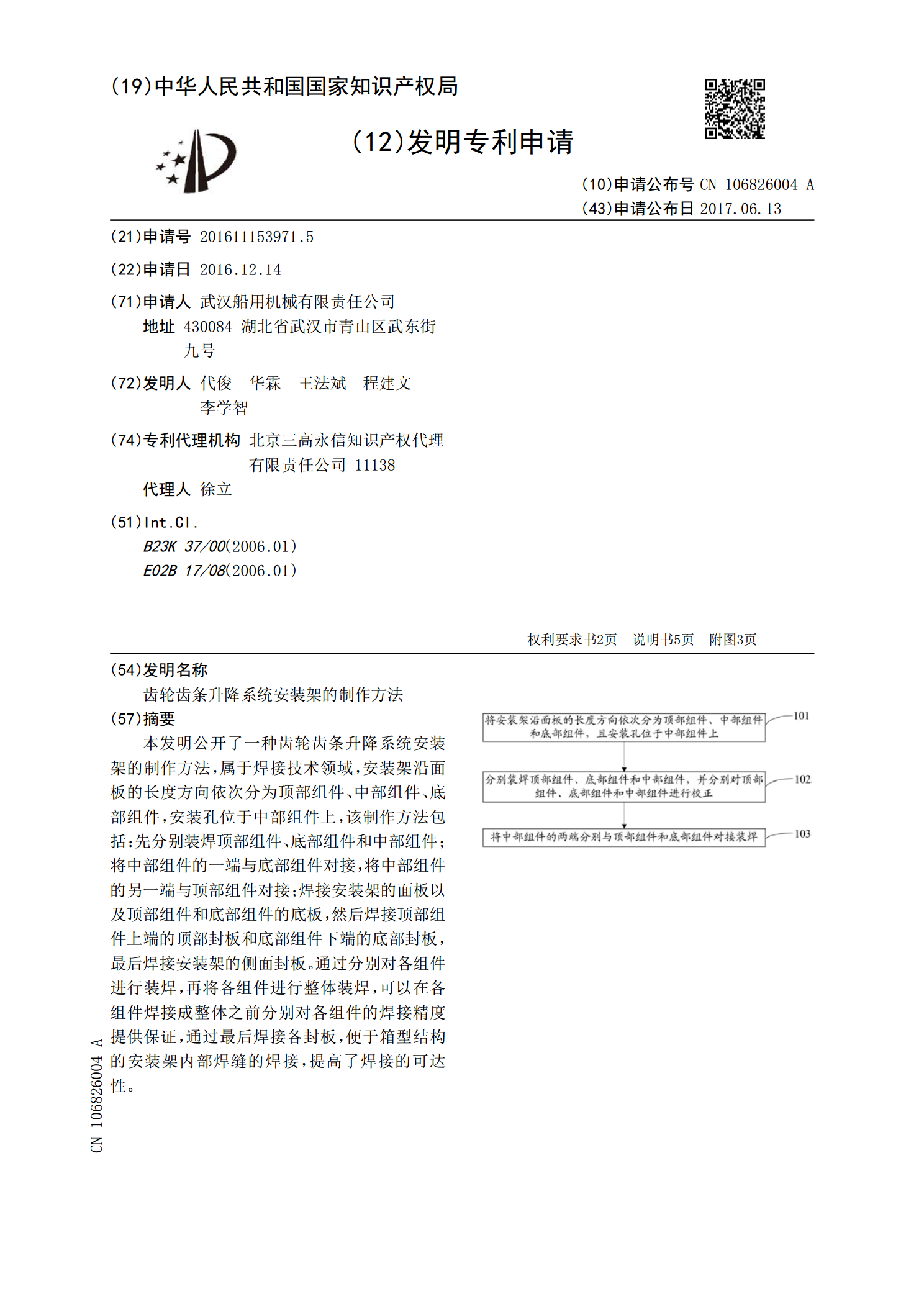
本发明公开了一种齿轮齿条升降系统安装架的装配方法及装配工装,属于焊接技术领域。装配工装包括:1个定位工装和8个同心工装,定位工装包括一个安装板,安装板上设有8个定位孔,定位孔呈两列分布,且两列定位孔对称设置,同心工装包括一个同心轴以及连接在同心轴两端的第一同心件和第二同心件,第一同心件为圆柱形,且第一同心件的轴线与所述同心轴的轴线重合,第一同心件的外圆与安装架的第一安装法兰的内壁相配合,第二同心件为圆柱形的台阶,且台阶的轴线与同心轴的轴线重合,台阶与所安装架的第二安装法兰的内壁相配合。定位工装和同心工装防
齿轮齿条升降系统安装架的制作方法.pdf
本发明公开了一种齿轮齿条升降系统安装架的制作方法,属于焊接技术领域,安装架沿面板的长度方向依次分为顶部组件、中部组件、底部组件,安装孔位于中部组件上,该制作方法包括:先分别装焊顶部组件、底部组件和中部组件;将中部组件的一端与底部组件对接,将中部组件的另一端与顶部组件对接;焊接安装架的面板以及顶部组件和底部组件的底板,然后焊接顶部组件上端的顶部封板和底部组件下端的底部封板,最后焊接安装架的侧面封板。通过分别对各组件进行装焊,再将各组件进行整体装焊,可以在各组件焊接成整体之前分别对各组件的焊接精度提供保证,通

齿轮齿条升降架.pdf
本发明属于焊接升降平台装置领域,具体公开了齿轮齿条升降架,包括支撑座、齿条、液压缸和至少两根转动轴,所述转动轴与支撑座转动连接,液压缸的活塞杆与齿条的端部连接;所述转动轴从上至下依次为螺纹部、齿轮部和转动部,所述转动部上设有螺母,齿轮部上安装有与齿条啮合的齿轮,其中一个转动轴的转动部上安装有棘轮,所述支撑座上安装有棘爪座,该棘爪座上安装有与棘轮配合的棘爪。

SC型齿轮齿条施工升降机装配实验.doc
目录摘要·························································3第一章施工升降机介绍················································41.1关于施工升降机的简介···············································41.4SC200/200施工升降机重要组成········································61.3SC200/20

一种行星架部件装配工装及装配方法.pdf
本发明公开了一种行星架部件装配工装及装配方法,该工装包括顶板和固定在顶板下方的底板,所述顶板和底板中间由连接销连接固定;顶板上围绕顶板对称中心等角度设有多个用于放置行星轮的通孔;底板上对应通孔下方的位置相应设有通槽用于定位行星轴,通槽尺寸大于行星轴且小于圆形通孔。装配方法是使用该工装,配合紫铜棒和卡簧钳共同完成,装配过程安全、高效、易操作,能够满足日益扩大的生产需求和生产进度,可有效解决易发生装配错位、装配质量不好和生产效率不高的问题。