
一种大曲率高翻边钣金零件的橡皮成形方法及成形模具.pdf

是秋****写意

1/8

2/8

3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大曲率高翻边钣金零件的橡皮成形方法及成形模具.pdf
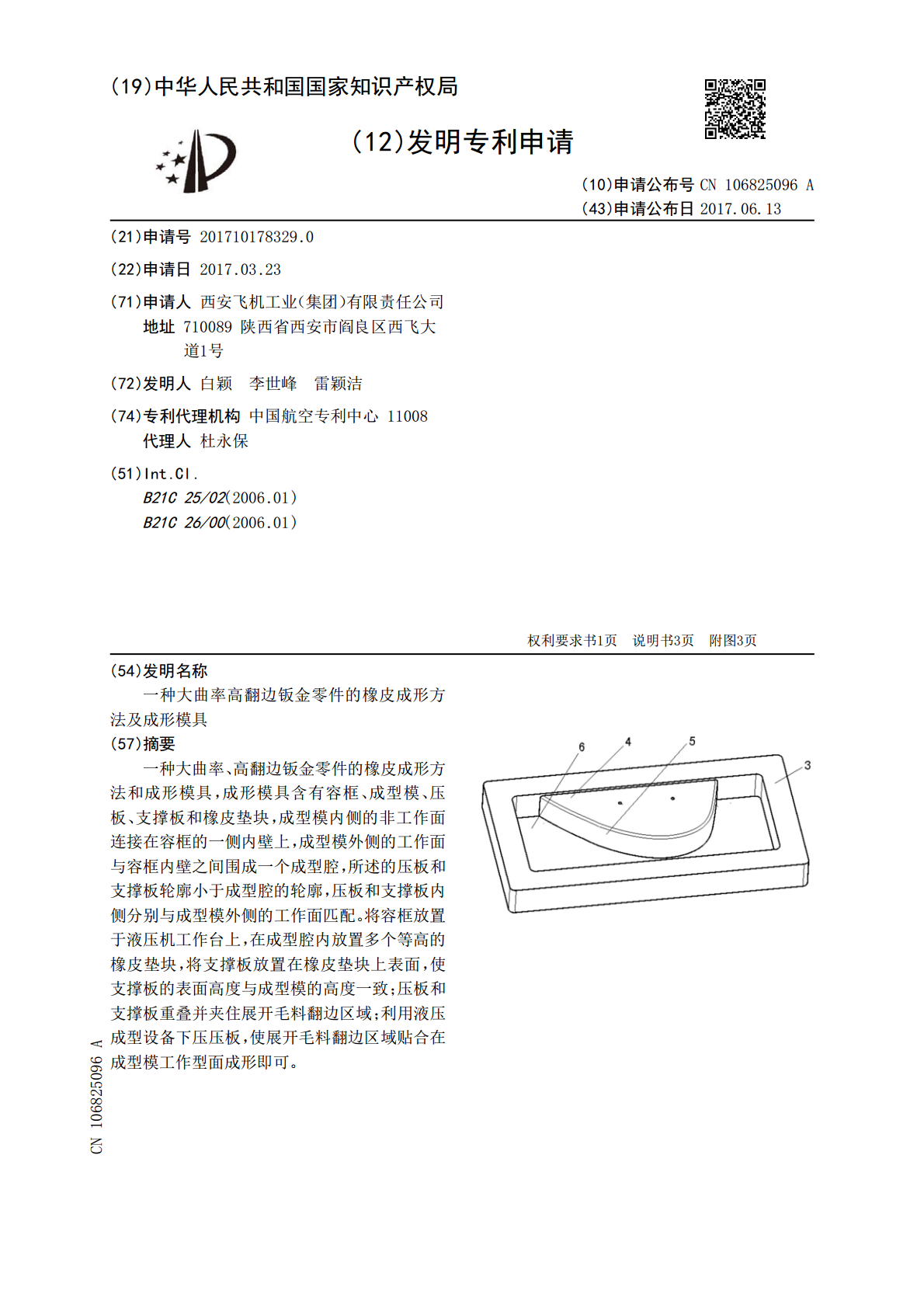
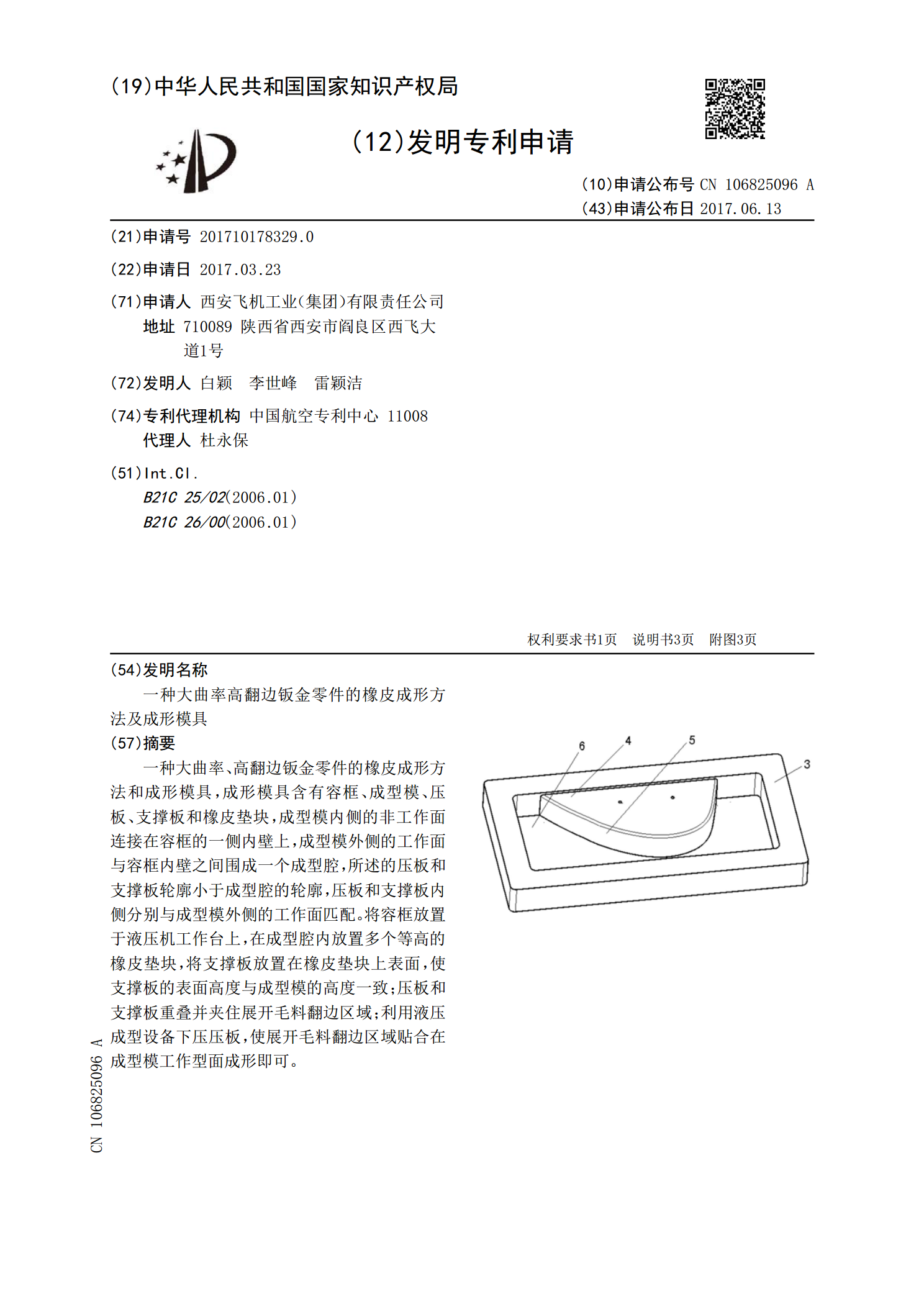
一种大曲率、高翻边钣金零件的橡皮成形方法和成形模具,成形模具含有容框、成型模、压板、支撑板和橡皮垫块,成型模内侧的非工作面连接在容框的一侧内壁上,成型模外侧的工作面与容框内壁之间围成一个成型腔,所述的压板和支撑板轮廓小于成型腔的轮廓,压板和支撑板内侧分别与成型模外侧的工作面匹配。将容框放置于液压机工作台上,在成型腔内放置多个等高的橡皮垫块,将支撑板放置在橡皮垫块上表面,使支撑板的表面高度与成型模的高度一致;压板和支撑板重叠并夹住展开毛料翻边区域;利用液压成型设备下压压板,使展开毛料翻边区域贴合在成型模工作
一种橡皮囊成形环形异向弯边零件的成形模具及成形方法.pdf
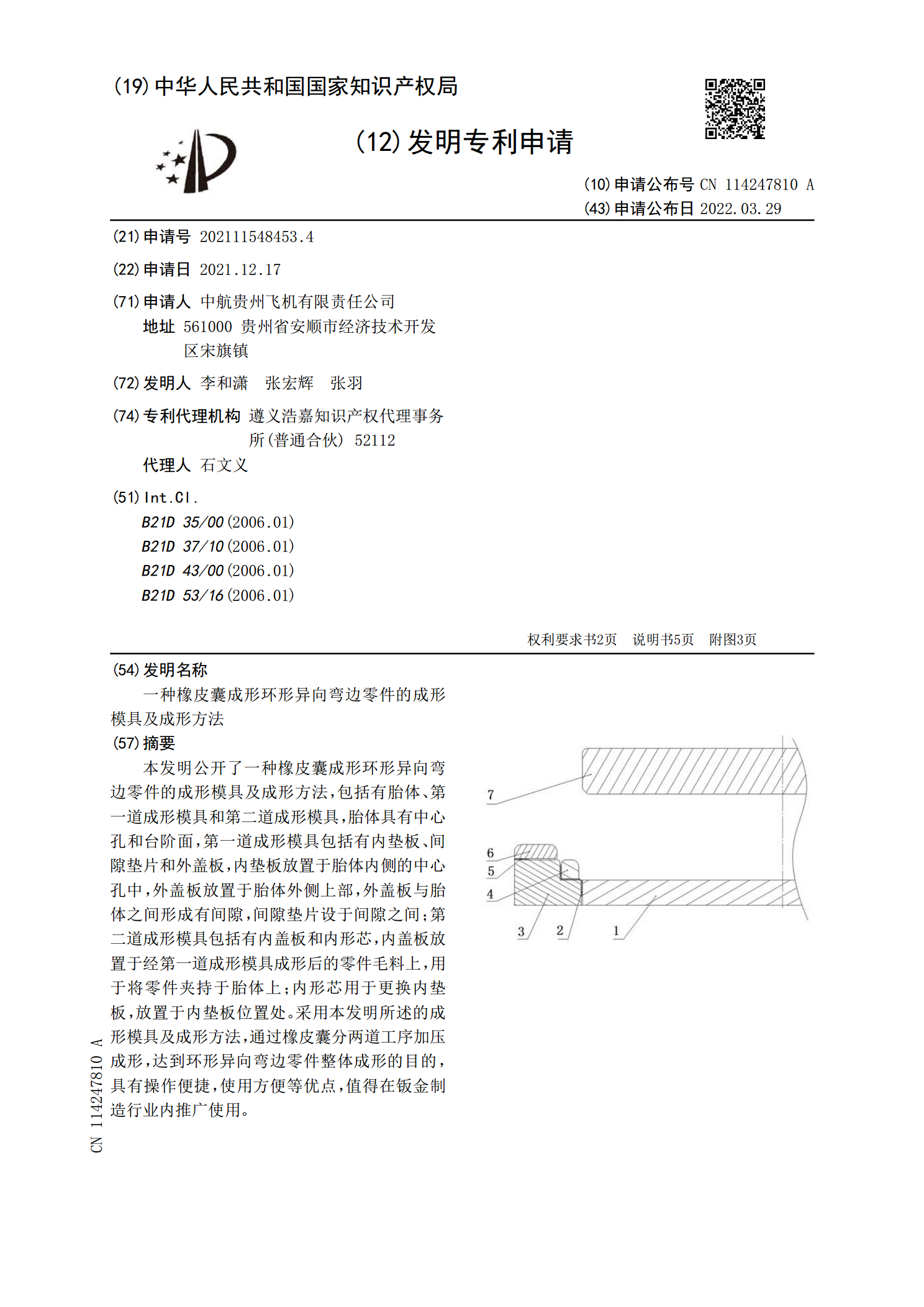
本发明公开了一种橡皮囊成形环形异向弯边零件的成形模具及成形方法,包括有胎体、第一道成形模具和第二道成形模具,胎体具有中心孔和台阶面,第一道成形模具包括有内垫板、间隙垫片和外盖板,内垫板放置于胎体内侧的中心孔中,外盖板放置于胎体外侧上部,外盖板与胎体之间形成有间隙,间隙垫片设于间隙之间;第二道成形模具包括有内盖板和内形芯,内盖板放置于经第一道成形模具成形后的零件毛料上,用于将零件夹持于胎体上;内形芯用于更换内垫板,放置于内垫板位置处。采用本发明所述的成形模具及成形方法,通过橡皮囊分两道工序加压成形,达到环形
一种变截面高曲率差整流罩零件的橡皮成形模具设计方法.pdf
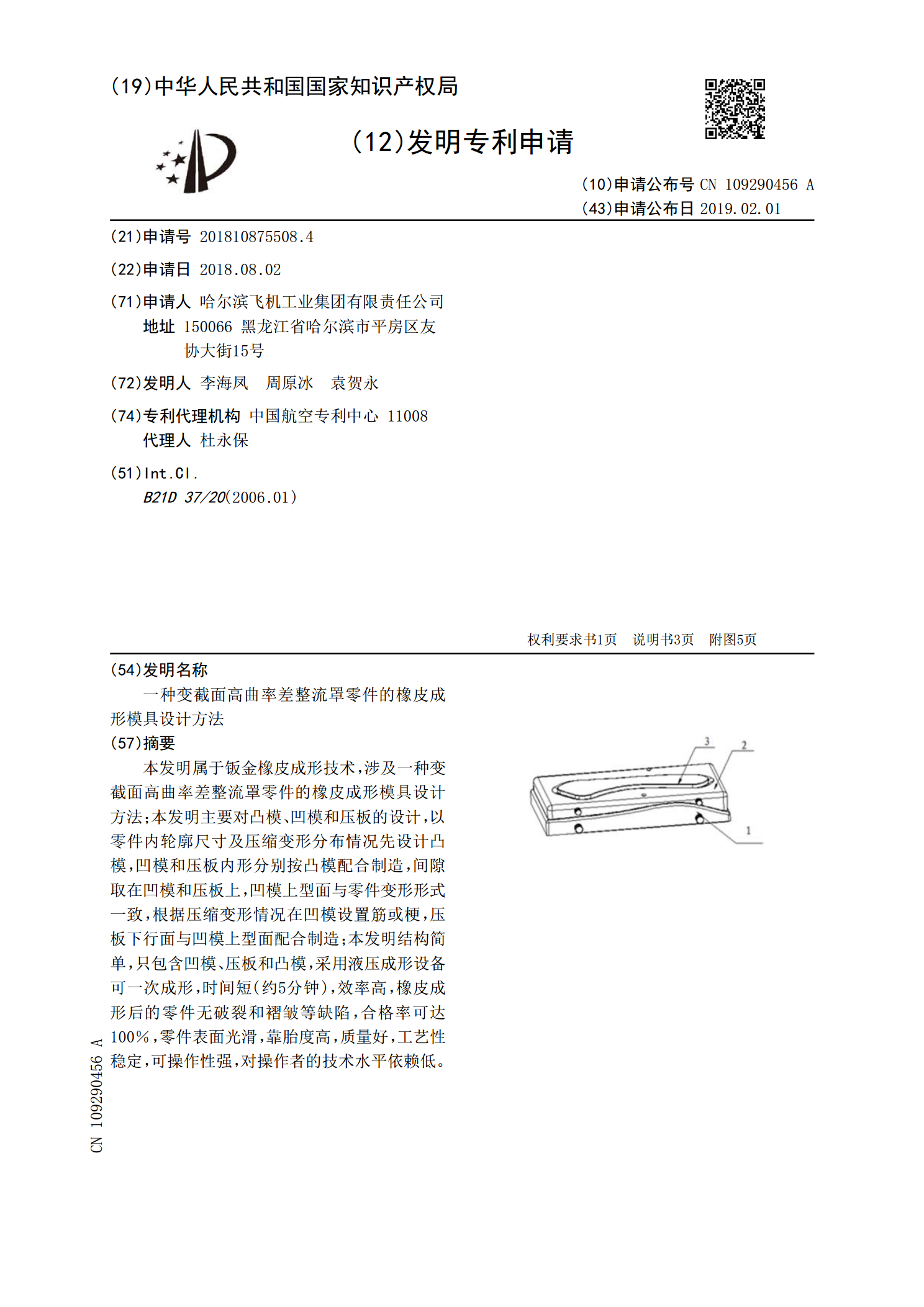
本发明属于钣金橡皮成形技术,涉及一种变截面高曲率差整流罩零件的橡皮成形模具设计方法;本发明主要对凸模、凹模和压板的设计,以零件内轮廓尺寸及压缩变形分布情况先设计凸模,凹模和压板内形分别按凸模配合制造,间隙取在凹模和压板上,凹模上型面与零件变形形式一致,根据压缩变形情况在凹模设置筋或梗,压板下行面与凹模上型面配合制造;本发明结构简单,只包含凹模、压板和凸模,采用液压成形设备可一次成形,时间短(约5分钟),效率高,橡皮成形后的零件无破裂和褶皱等缺陷,合格率可达100%,零件表面光滑,靠胎度高,质量好,工艺性稳

新型钣金成形翻边冻结筋工艺研究.docx
新型钣金成形翻边冻结筋工艺研究新型钣金成形翻边冻结筋工艺研究摘要:随着钣金加工行业的不断发展,成形翻边冻结筋工艺也得到了不断的优化和改善。本文通过对新型钣金成形翻边冻结筋工艺的分析和研究,探讨了该工艺的优势和创新点,同时分析了该工艺在钣金加工行业中的应用前景。关键词:钣金、成形、翻边、冻结筋、工艺一、引言钣金加工行业是日益壮大的一种行业,其所使用的加工方法也越来越多样化和专业化。成形翻边冻结筋工艺作为一种新型的加工方法,吸引了越来越多的钣金加工企业的关注。本文将对新型钣金成形翻边冻结筋工艺进行研究和分析。
一种成形-冲孔-翻边一体化的冲击液压成形模具及方法.pdf
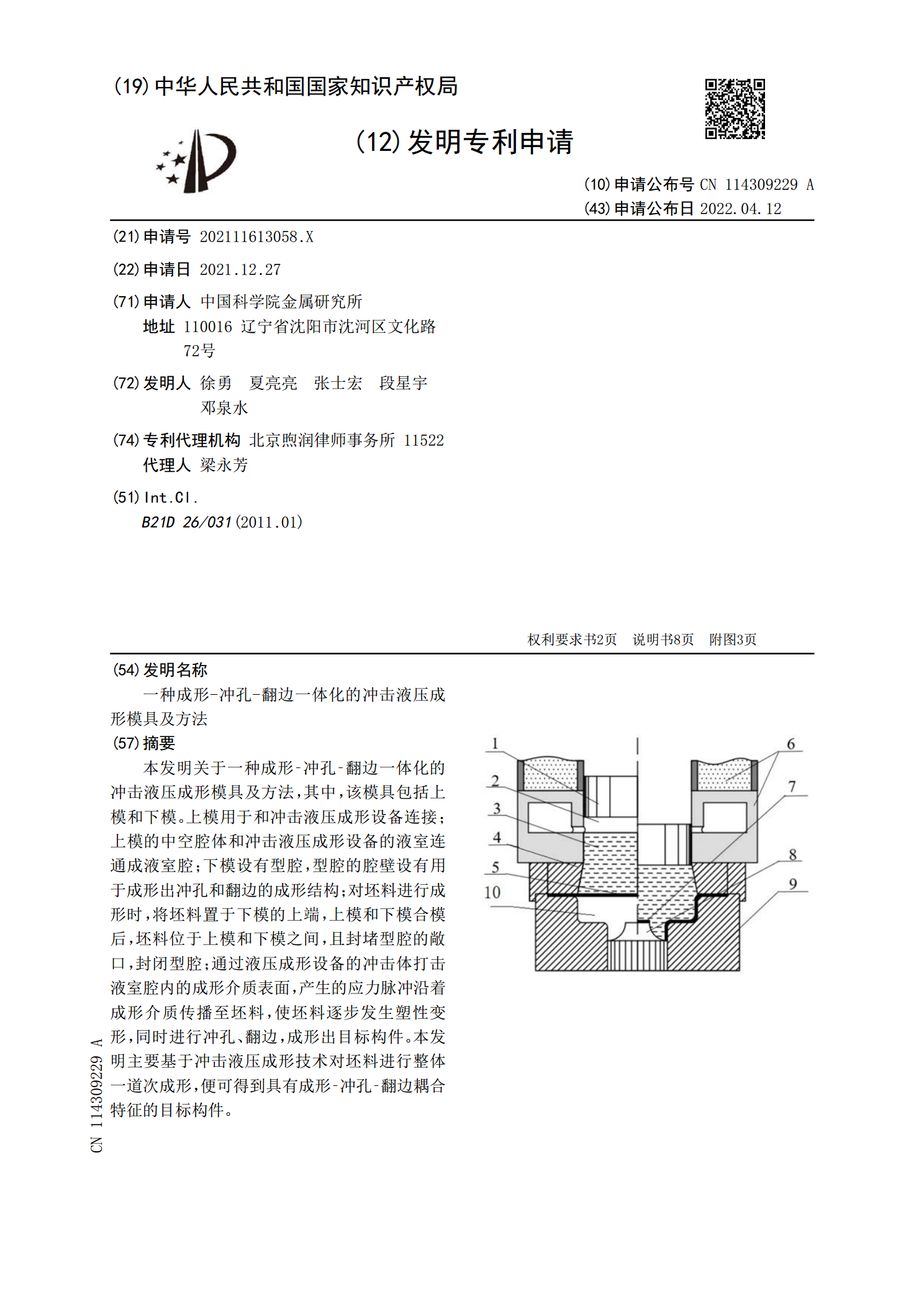
本发明关于一种成形‑冲孔‑翻边一体化的冲击液压成形模具及方法,其中,该模具包括上模和下模。上模用于和冲击液压成形设备连接;上模的中空腔体和冲击液压成形设备的液室连通成液室腔;下模设有型腔,型腔的腔壁设有用于成形出冲孔和翻边的成形结构;对坯料进行成形时,将坯料置于下模的上端,上模和下模合模后,坯料位于上模和下模之间,且封堵型腔的敞口,封闭型腔;通过液压成形设备的冲击体打击液室腔内的成形介质表面,产生的应力脉冲沿着成形介质传播至坯料,使坯料逐步发生塑性变形,同时进行冲孔、翻边,成形出目标构件。本发明主要基于冲