
一种成形-冲孔-翻边一体化的冲击液压成形模具及方法.pdf

mm****酱吖

1/10
2/10
3/10
4/10
5/10
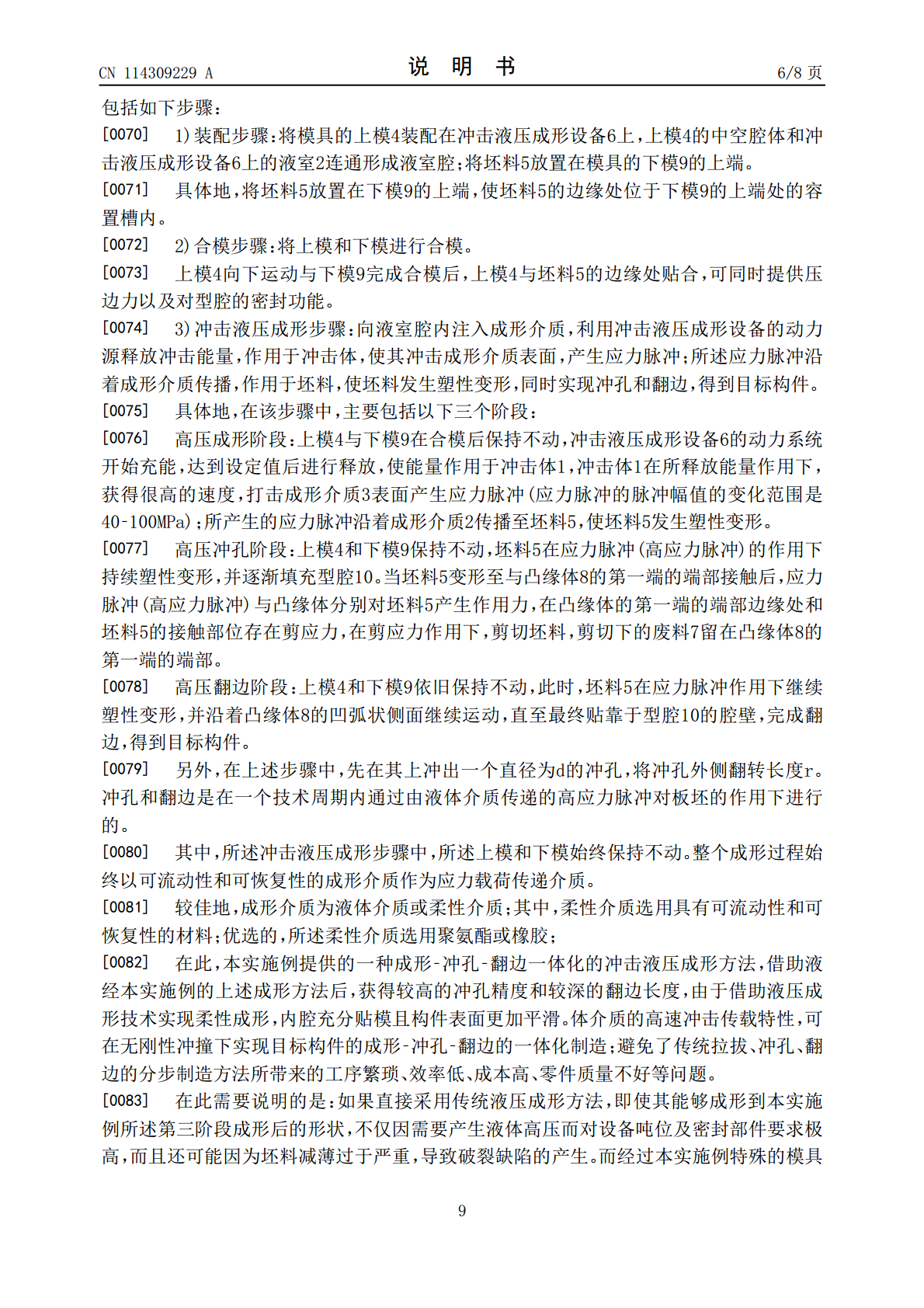
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种成形-冲孔-翻边一体化的冲击液压成形模具及方法.pdf
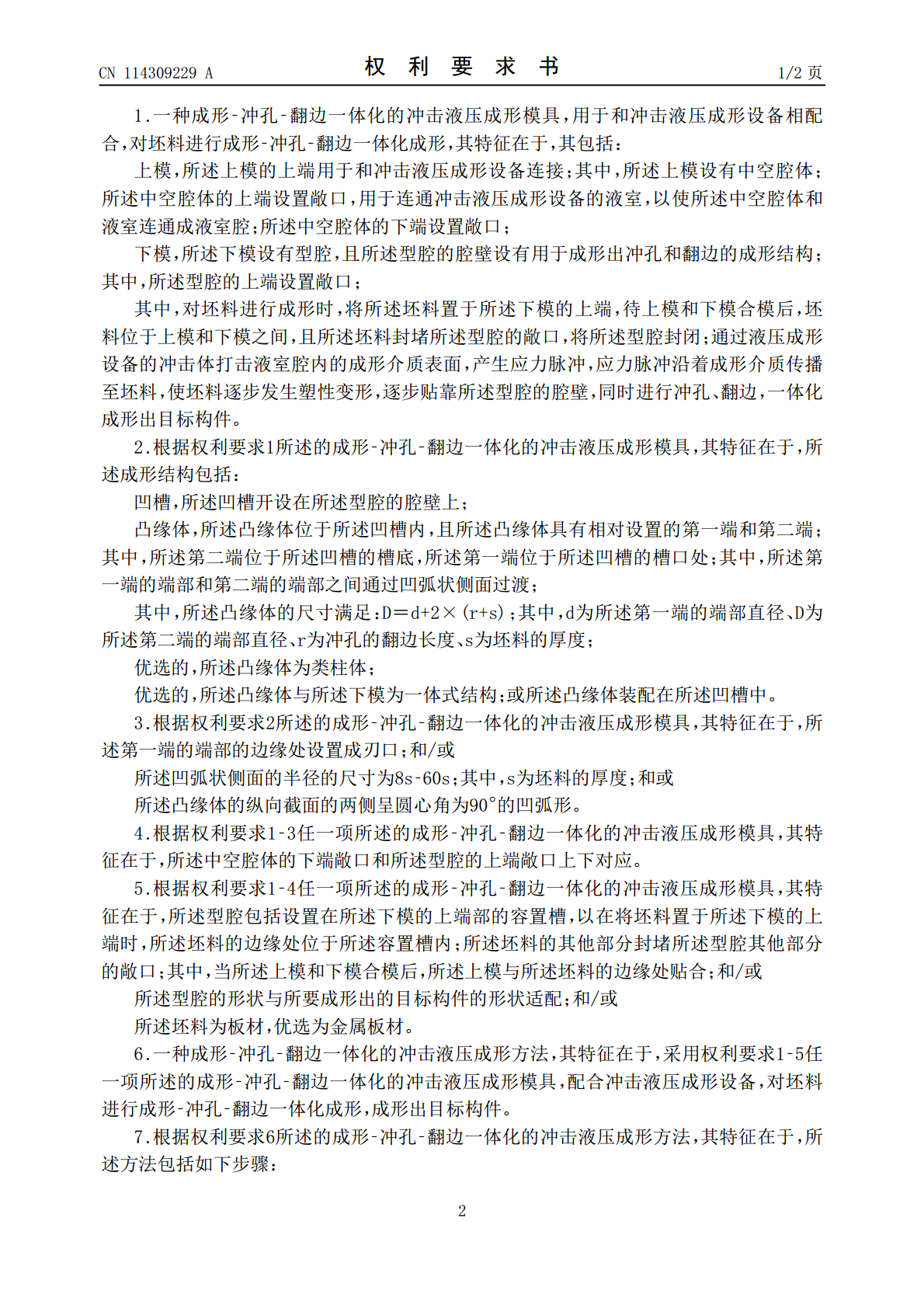
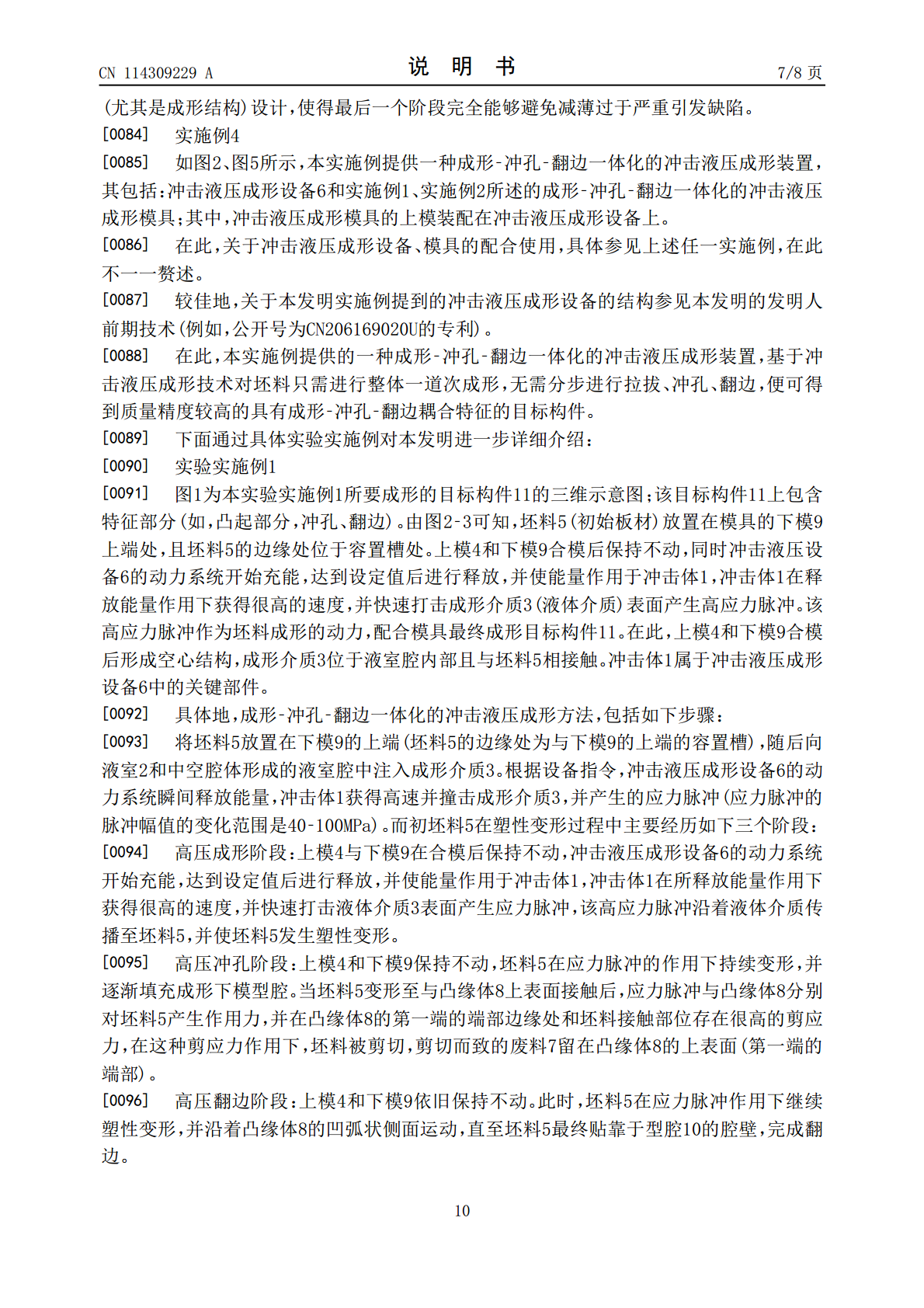
本发明关于一种成形‑冲孔‑翻边一体化的冲击液压成形模具及方法,其中,该模具包括上模和下模。上模用于和冲击液压成形设备连接;上模的中空腔体和冲击液压成形设备的液室连通成液室腔;下模设有型腔,型腔的腔壁设有用于成形出冲孔和翻边的成形结构;对坯料进行成形时,将坯料置于下模的上端,上模和下模合模后,坯料位于上模和下模之间,且封堵型腔的敞口,封闭型腔;通过液压成形设备的冲击体打击液室腔内的成形介质表面,产生的应力脉冲沿着成形介质传播至坯料,使坯料逐步发生塑性变形,同时进行冲孔、翻边,成形出目标构件。本发明主要基于冲
用于内高压成形件的液压冲孔-翻边模具.pdf
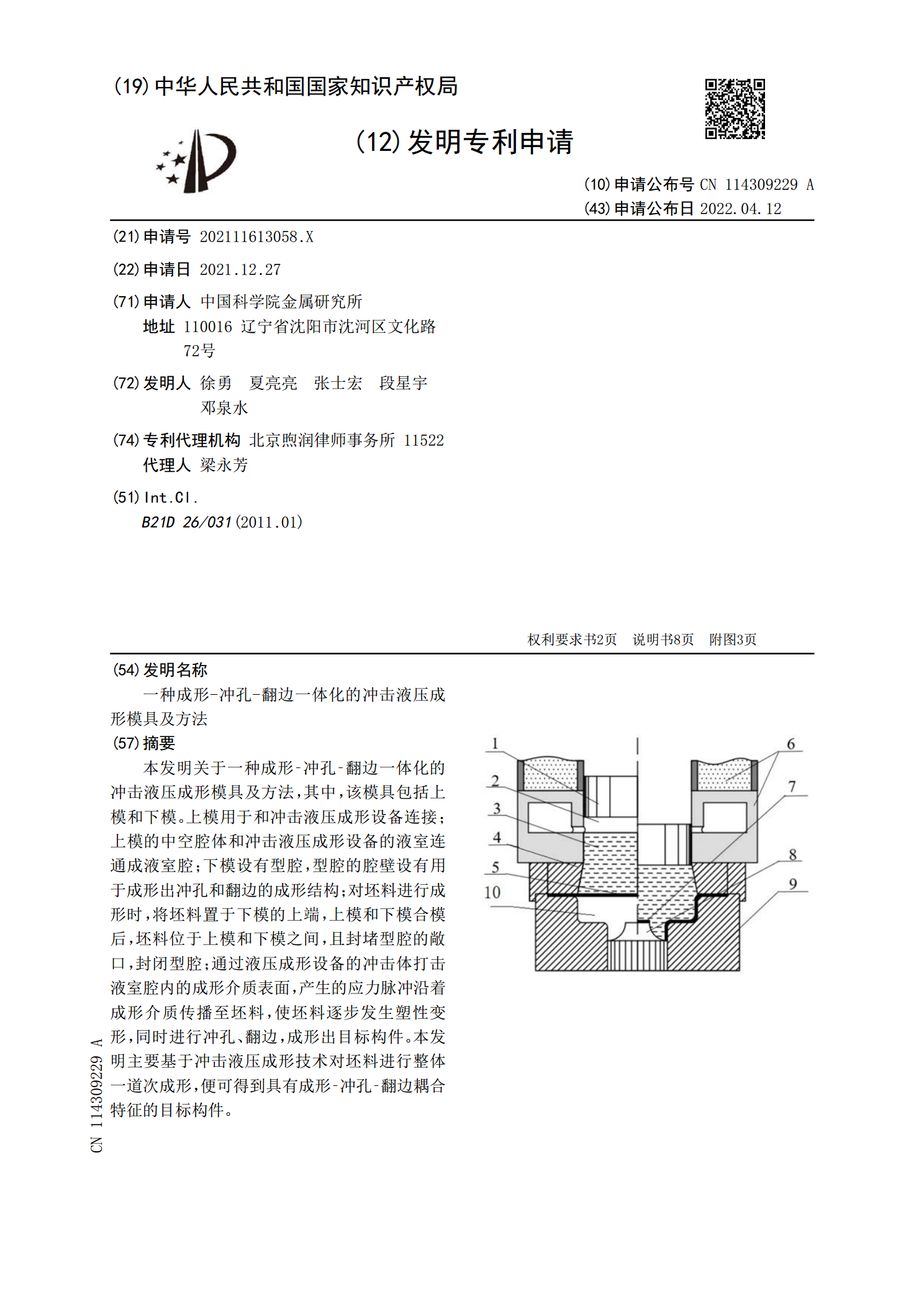
用于内高压成形件的液压冲孔-翻边模具,它涉及一种液压冲孔-翻边模具。本发明解决现有的内高压成形件的液压冲孔-翻边模具的落料区掉入待成形管坯内以及翻边镶块难以取出,浪费清理时间,降低生产效率的问题。上模块位于下模块的上端面上,上模块与下模块的对接面上沿长度方向加工有待成形管坯形腔,内高压成形时待成形管坯位于待成形管坯形腔内,上模块上加工有冲头孔,冲头的下端位于冲头孔内,冲头下端的外边缘倒有第一圆角,冲头的下端沿轴向加工有中心盲孔,中心盲孔的左半部加工有第二圆角,第一圆角和第二圆角的半径均为待成形管坯壁厚的0

薄板冲孔翻边与成形缺陷的研究.docx
薄板冲孔翻边与成形缺陷的研究随着工业化的快速发展,薄板冲孔翻边成形技术在生产制造过程中得到了广泛的应用。薄板冲孔翻边成形技术是指通过机床设备将薄板材料冲孔并通过压力将其翻边成型的一种加工过程。薄板冲孔翻边成形技术具有高效、低耗、高精度等特点,而且可广泛应用于军工、航空、汽车、船舶等领域。然而在实际加工中,薄板冲孔翻边成形技术也存在一些缺陷。本文将探讨薄板冲孔翻边成形技术中常见的缺陷,并提出相应的解决方案。首先,薄板冲孔翻边成形技术中最常见的缺陷是裂纹。薄板材料在冲孔过程中容易产生应力集中现象,进而导致材料
一种大曲率高翻边钣金零件的橡皮成形方法及成形模具.pdf
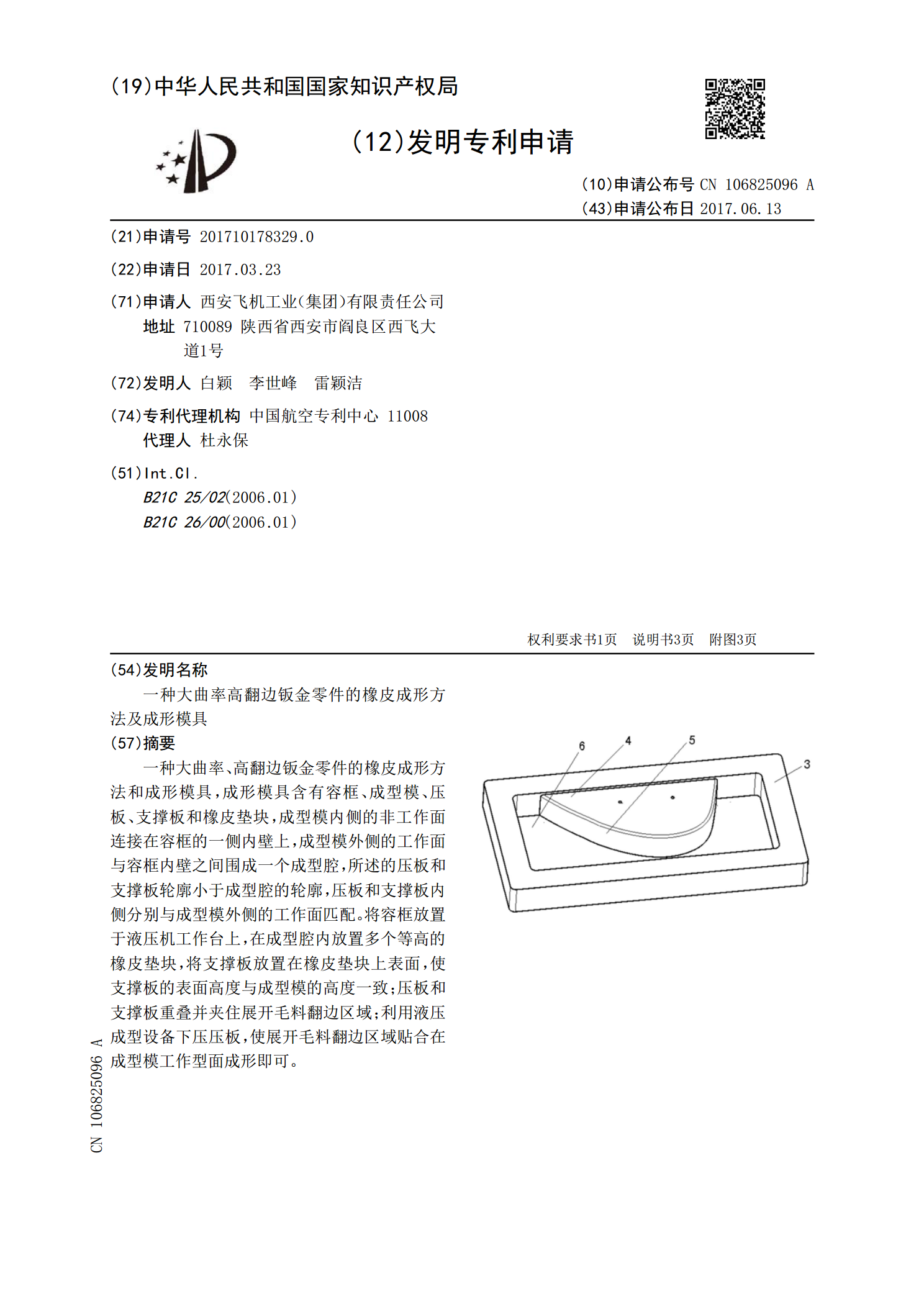
一种大曲率、高翻边钣金零件的橡皮成形方法和成形模具,成形模具含有容框、成型模、压板、支撑板和橡皮垫块,成型模内侧的非工作面连接在容框的一侧内壁上,成型模外侧的工作面与容框内壁之间围成一个成型腔,所述的压板和支撑板轮廓小于成型腔的轮廓,压板和支撑板内侧分别与成型模外侧的工作面匹配。将容框放置于液压机工作台上,在成型腔内放置多个等高的橡皮垫块,将支撑板放置在橡皮垫块上表面,使支撑板的表面高度与成型模的高度一致;压板和支撑板重叠并夹住展开毛料翻边区域;利用液压成型设备下压压板,使展开毛料翻边区域贴合在成型模工作

液压成形模具规范.doc
hydroformHydroformSolutionsMartinrea企业内部资料模具原则HFSSPE-C001REV.A目旳:制造原则旳模具和工装以及在实际生产过程中保证产品旳可靠性,反复性以及质量。范围:所有新模具所有旳再加工模具所有旳模具修整冲压模具责任:项目管理者要保证所有旳报价要和模具规范相一致审核及本模具原则通过严格审核并且是值得信赖旳,是一份可接受旳优秀旳模具原则同意日期:2023年12月1日JoePitaro总经理AnthonyWolf工程经理PeppiRotella工装经理序言亲爱旳供