
一种变截面高曲率差整流罩零件的橡皮成形模具设计方法.pdf

一吃****继勇

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种变截面高曲率差整流罩零件的橡皮成形模具设计方法.pdf
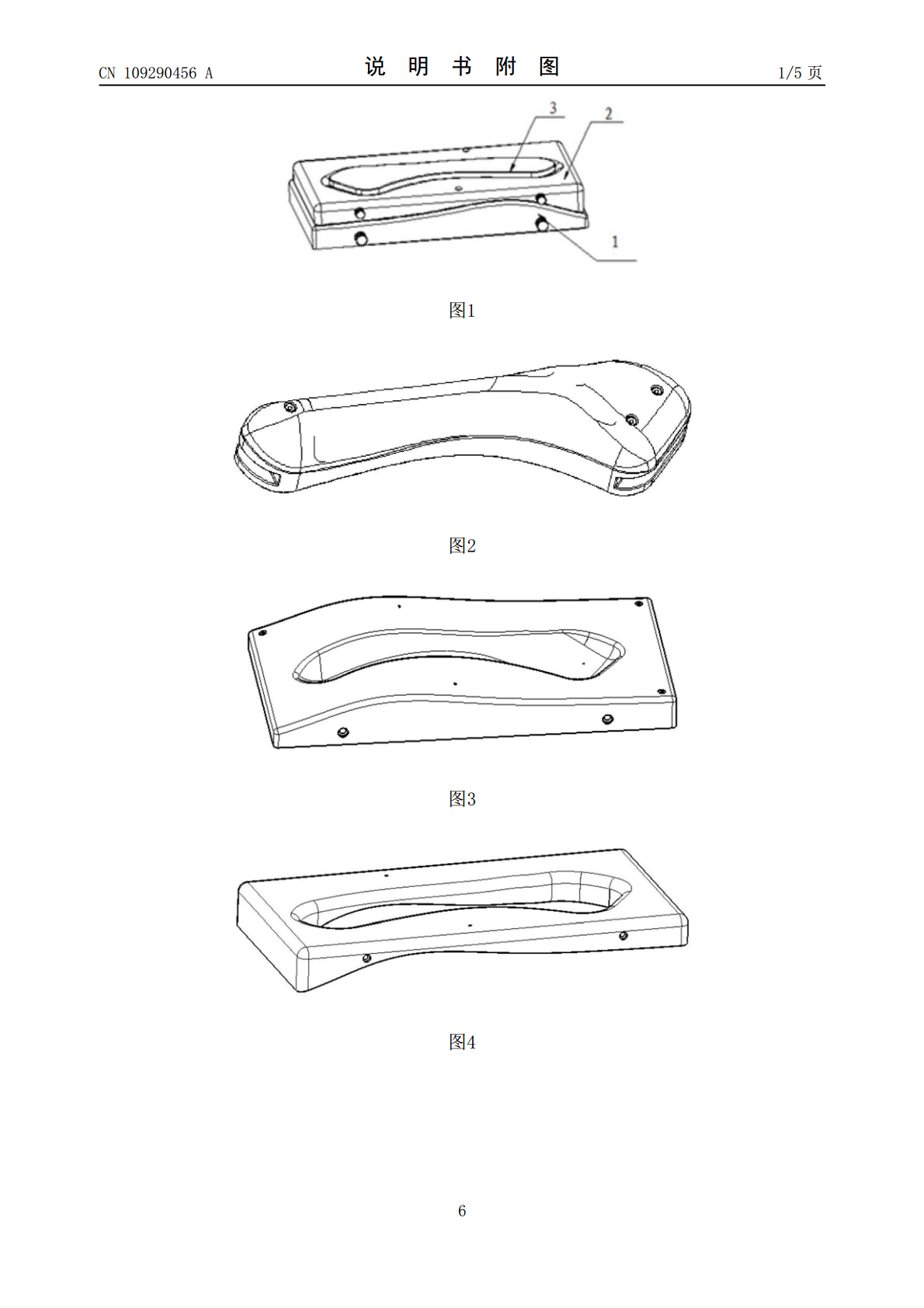
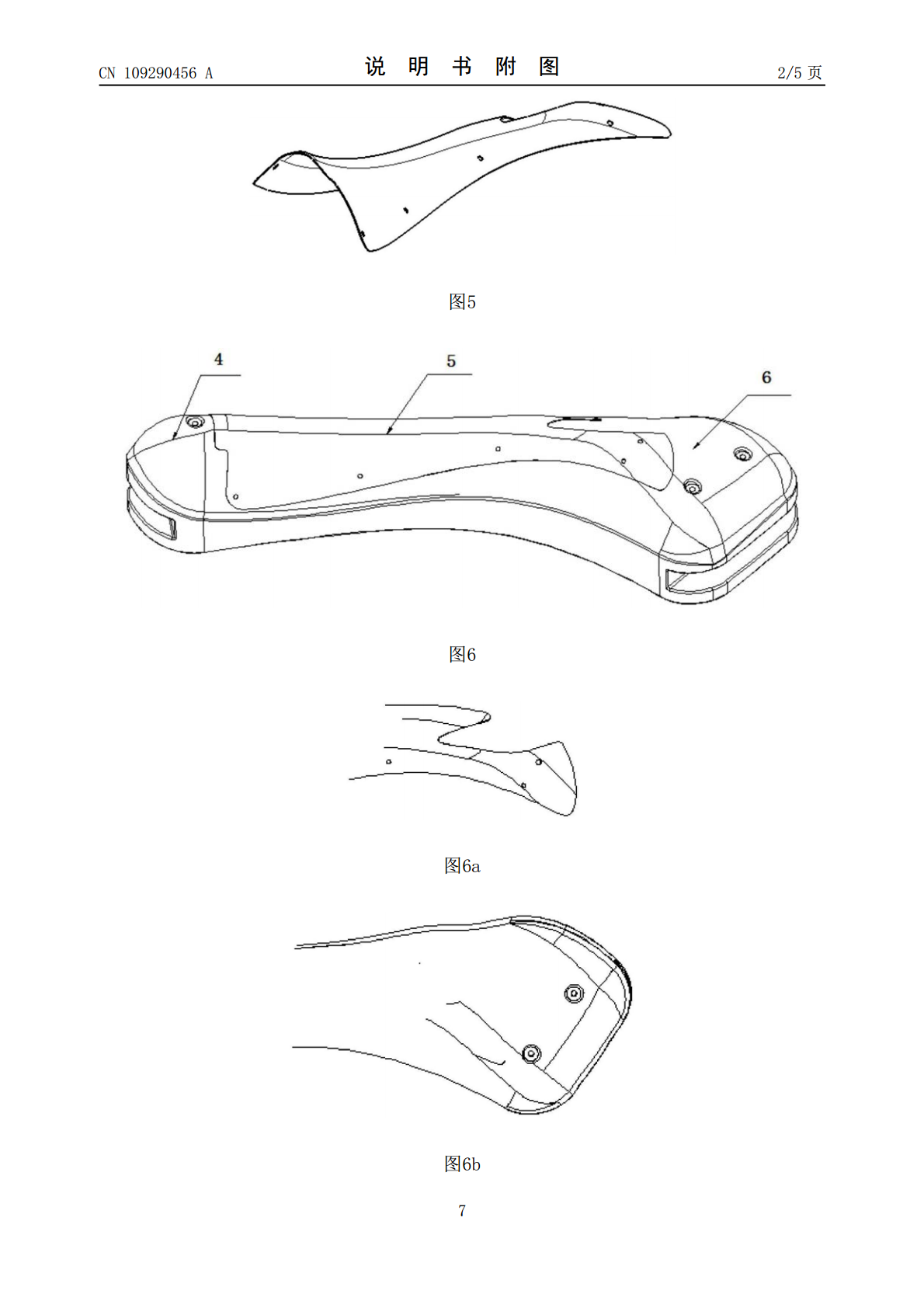
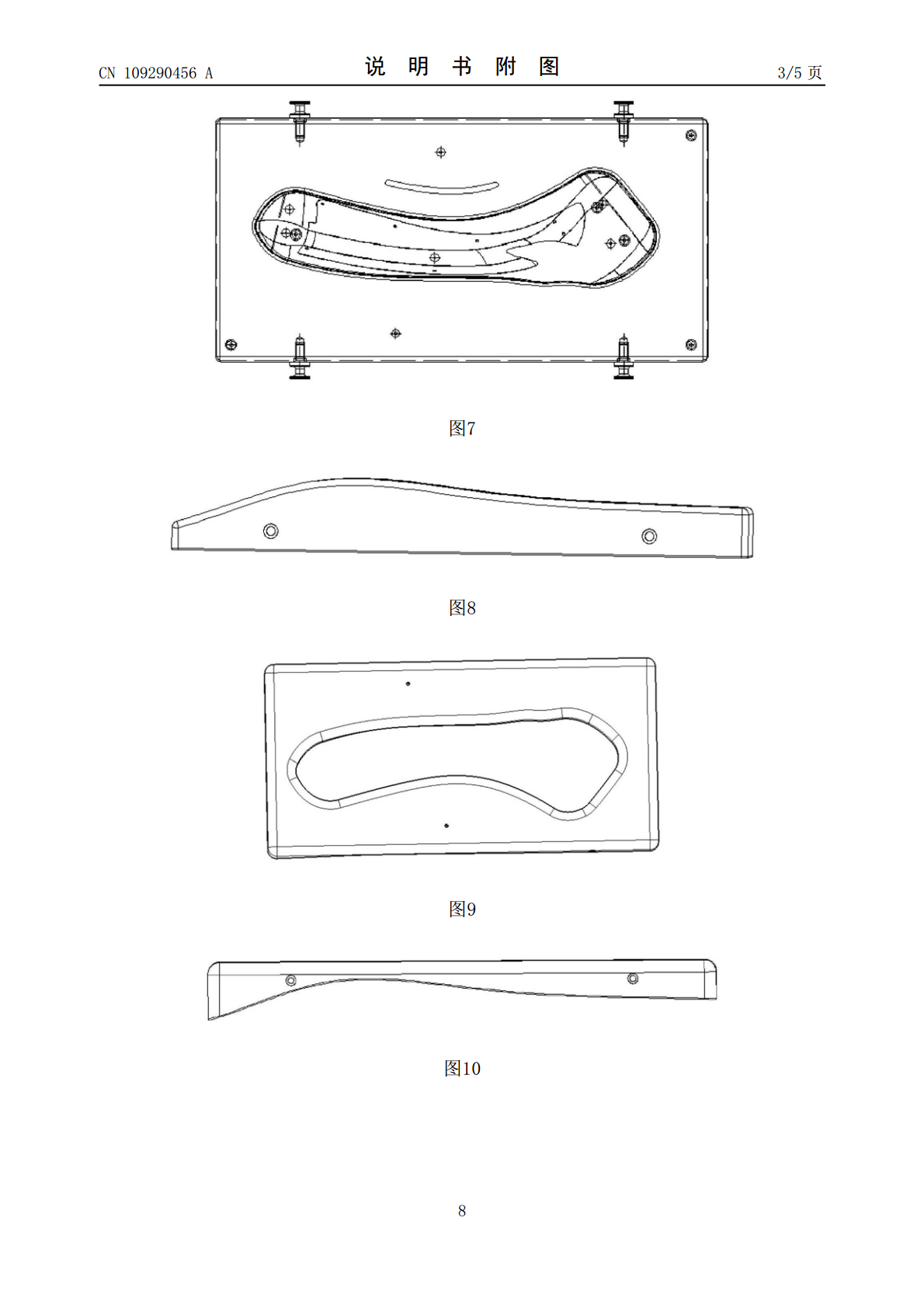
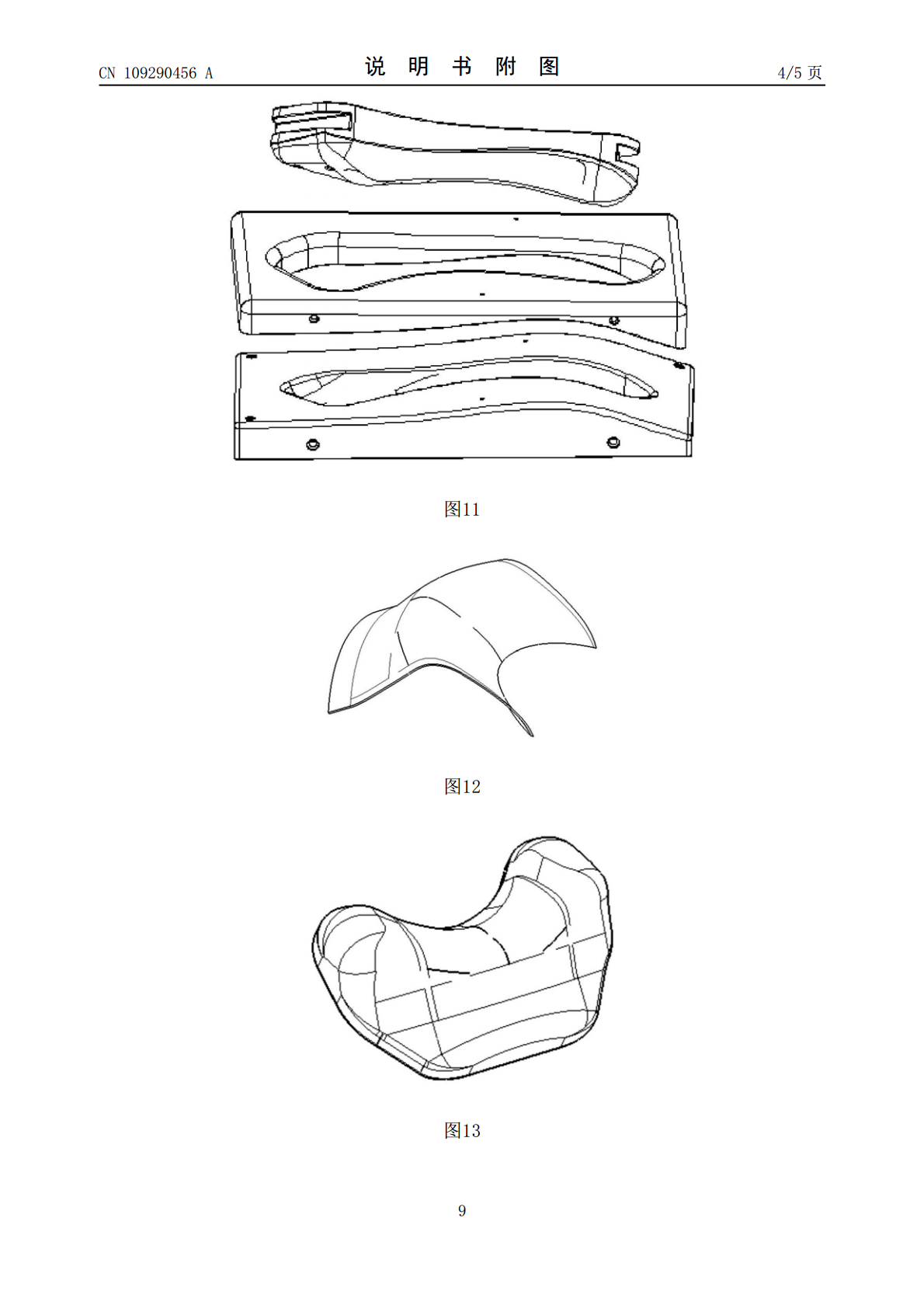
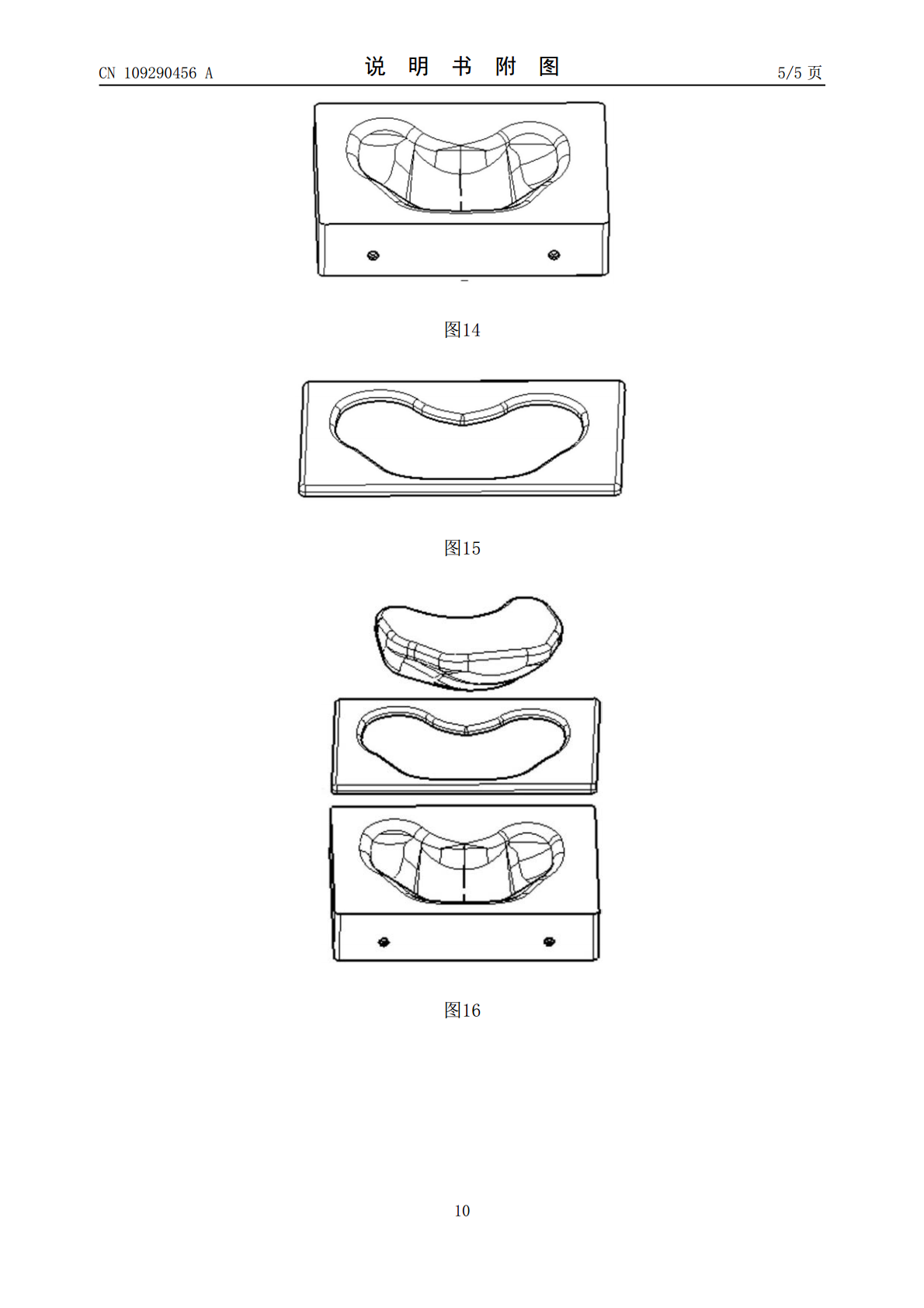
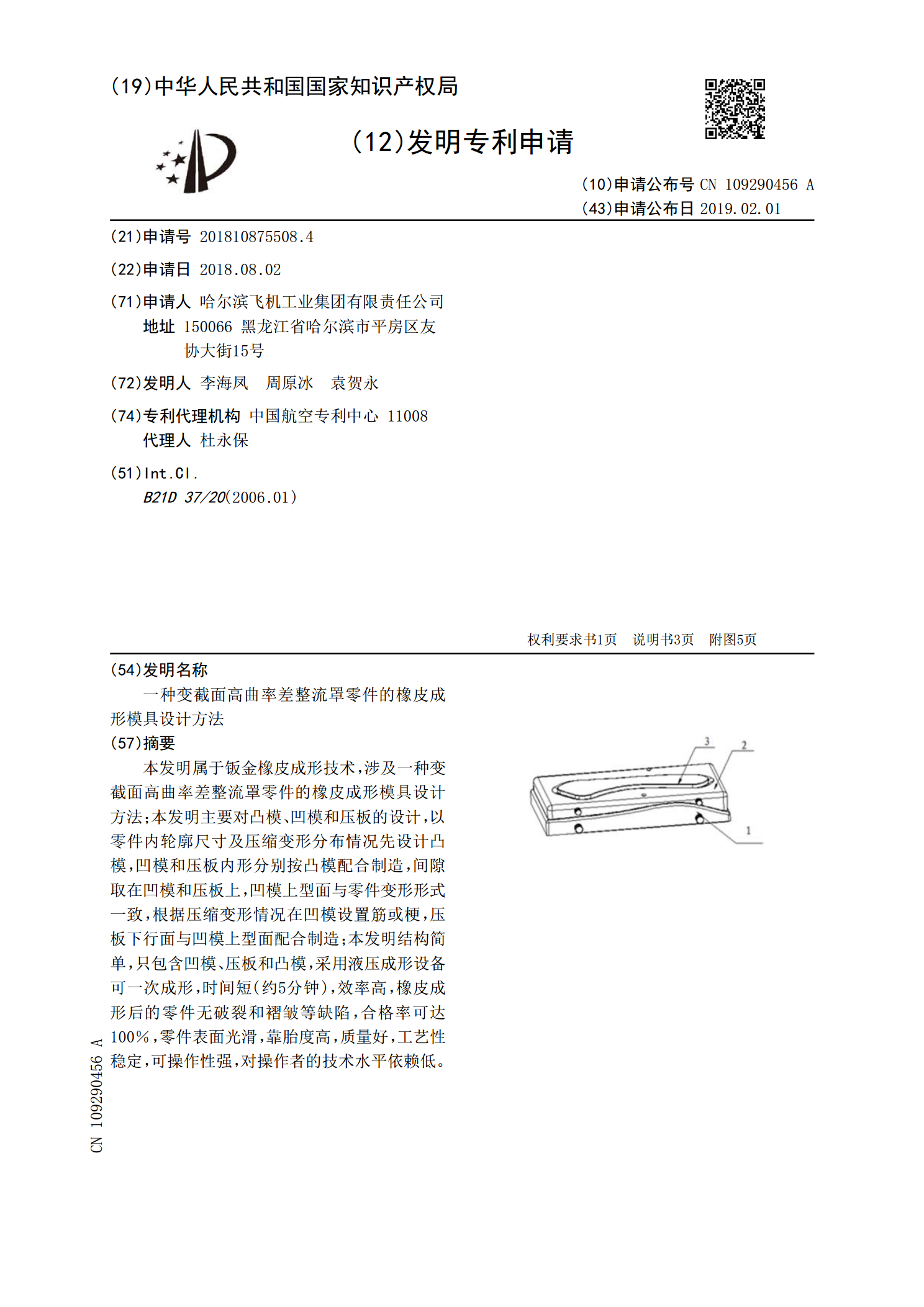
本发明属于钣金橡皮成形技术,涉及一种变截面高曲率差整流罩零件的橡皮成形模具设计方法;本发明主要对凸模、凹模和压板的设计,以零件内轮廓尺寸及压缩变形分布情况先设计凸模,凹模和压板内形分别按凸模配合制造,间隙取在凹模和压板上,凹模上型面与零件变形形式一致,根据压缩变形情况在凹模设置筋或梗,压板下行面与凹模上型面配合制造;本发明结构简单,只包含凹模、压板和凸模,采用液压成形设备可一次成形,时间短(约5分钟),效率高,橡皮成形后的零件无破裂和褶皱等缺陷,合格率可达100%,零件表面光滑,靠胎度高,质量好,工艺性稳
一种大曲率高翻边钣金零件的橡皮成形方法及成形模具.pdf
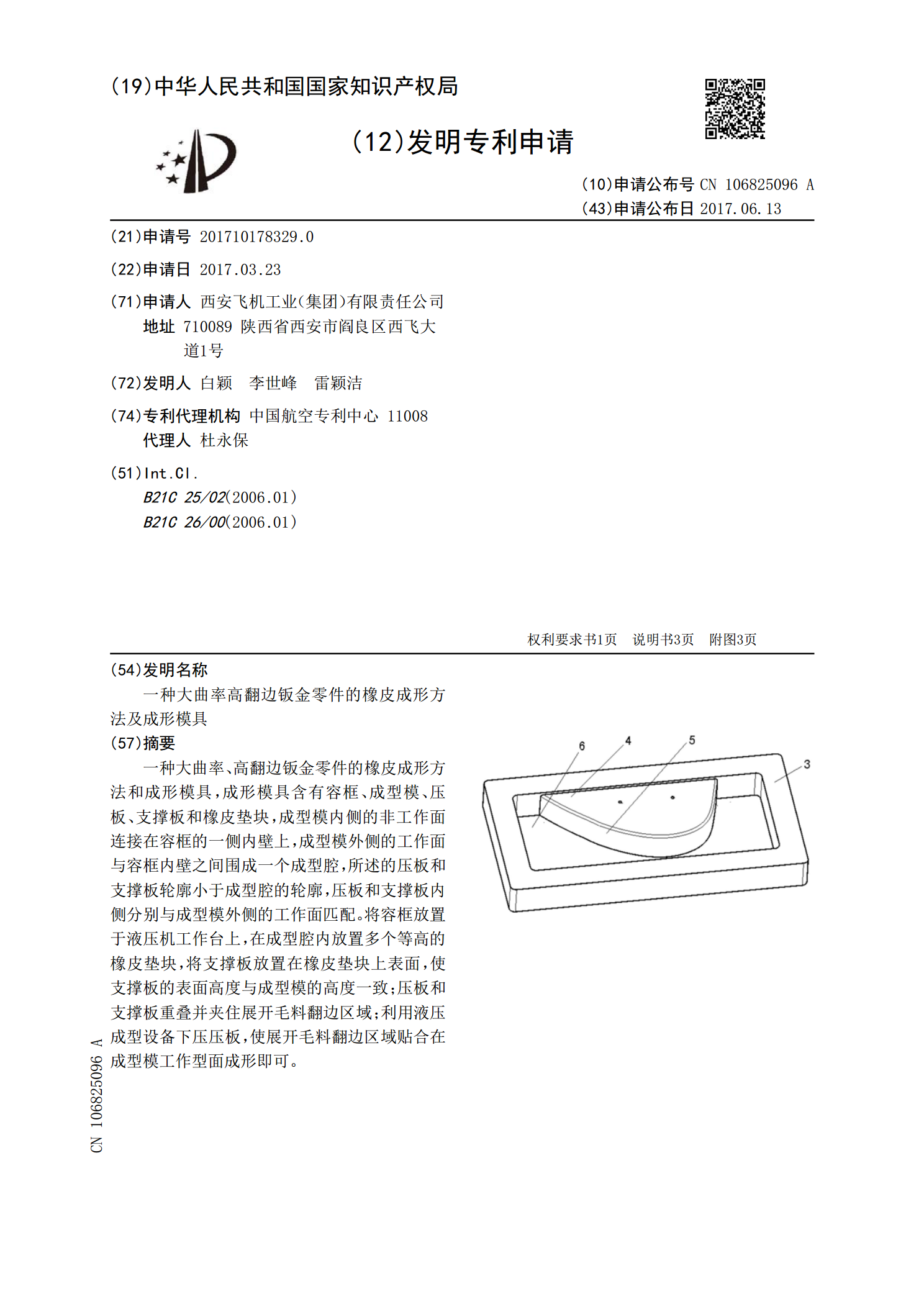
一种大曲率、高翻边钣金零件的橡皮成形方法和成形模具,成形模具含有容框、成型模、压板、支撑板和橡皮垫块,成型模内侧的非工作面连接在容框的一侧内壁上,成型模外侧的工作面与容框内壁之间围成一个成型腔,所述的压板和支撑板轮廓小于成型腔的轮廓,压板和支撑板内侧分别与成型模外侧的工作面匹配。将容框放置于液压机工作台上,在成型腔内放置多个等高的橡皮垫块,将支撑板放置在橡皮垫块上表面,使支撑板的表面高度与成型模的高度一致;压板和支撑板重叠并夹住展开毛料翻边区域;利用液压成型设备下压压板,使展开毛料翻边区域贴合在成型模工作
变曲率前缘蒙皮零件的防回弹成形复合模及闸压成形方法.pdf
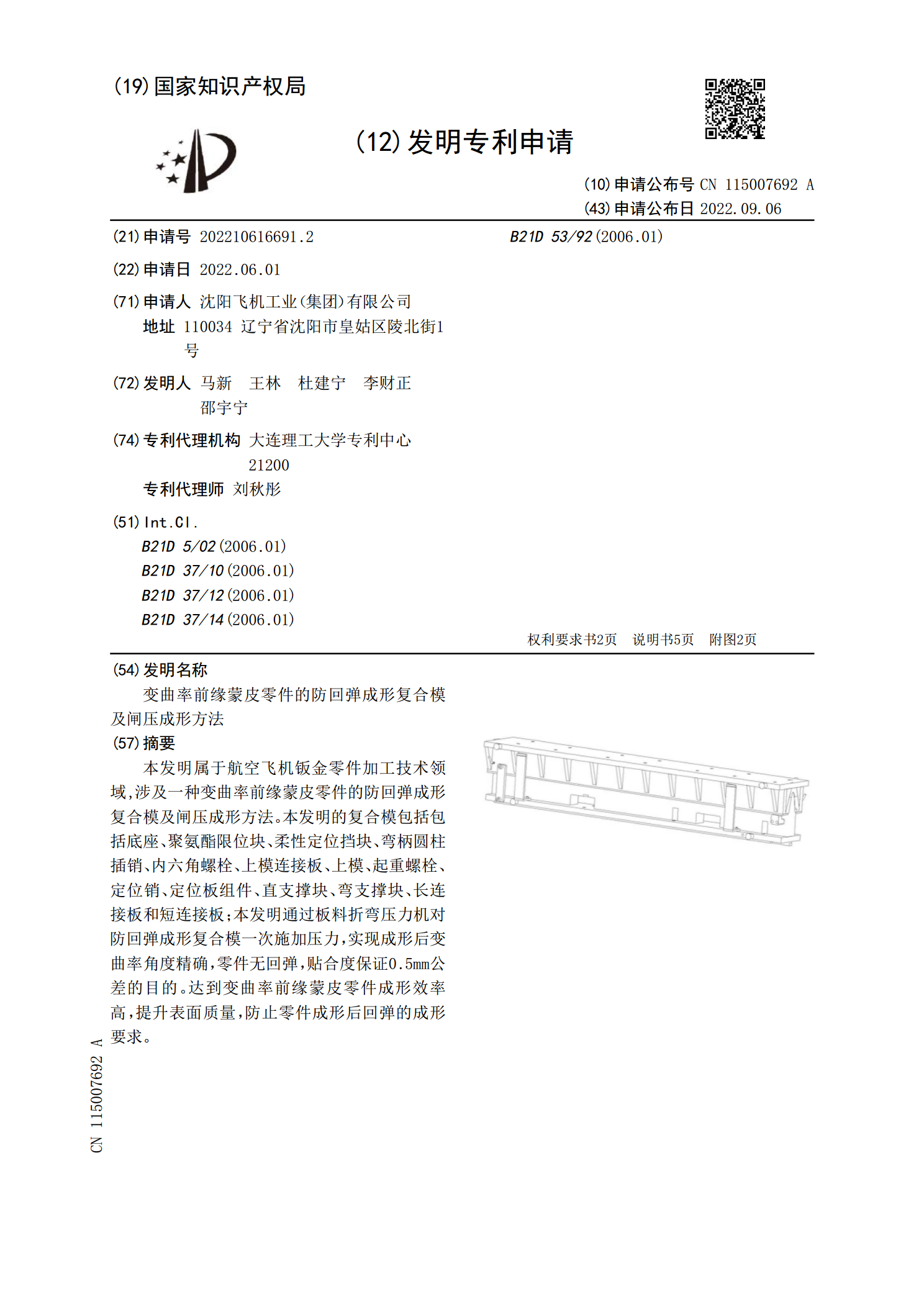
本发明属于航空飞机钣金零件加工技术领域,涉及一种变曲率前缘蒙皮零件的防回弹成形复合模及闸压成形方法。本发明的复合模包括包括底座、聚氨酯限位块、柔性定位挡块、弯柄圆柱插销、内六角螺栓、上模连接板、上模、起重螺栓、定位销、定位板组件、直支撑块、弯支撑块、长连接板和短连接板;本发明通过板料折弯压力机对防回弹成形复合模一次施加压力,实现成形后变曲率角度精确,零件无回弹,贴合度保证0.5mm公差的目的。达到变曲率前缘蒙皮零件成形效率高,提升表面质量,防止零件成形后回弹的成形要求。
一种加工U型整流罩零件用大曲率过拉伸蜂窝的工艺方法.pdf
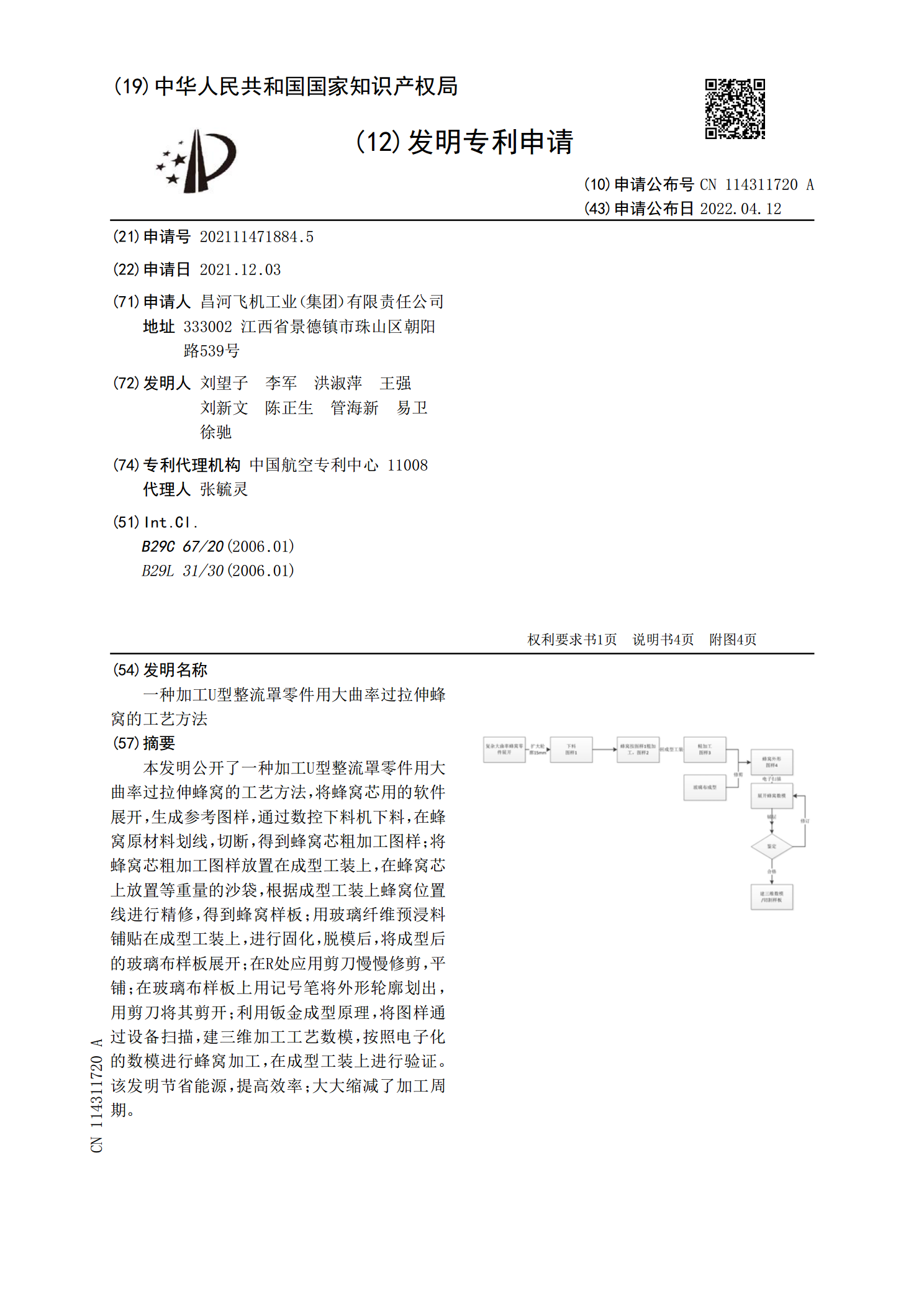
本发明公开了一种加工U型整流罩零件用大曲率过拉伸蜂窝的工艺方法,将蜂窝芯用的软件展开,生成参考图样,通过数控下料机下料,在蜂窝原材料划线,切断,得到蜂窝芯粗加工图样;将蜂窝芯粗加工图样放置在成型工装上,在蜂窝芯上放置等重量的沙袋,根据成型工装上蜂窝位置线进行精修,得到蜂窝样板;用玻璃纤维预浸料铺贴在成型工装上,进行固化,脱模后,将成型后的玻璃布样板展开;在R处应用剪刀慢慢修剪,平铺;在玻璃布样板上用记号笔将外形轮廓划出,用剪刀将其剪开;利用钣金成型原理,将图样通过设备扫描,建三维加工工艺数模,按照电子化的

一种零件的橡皮囊液压成形方法.pdf
本发明提供一种零件的橡皮囊液压成形方法,属于橡皮囊液压成形技术领域,该方法先设计适用于变形量大的不规则复杂双曲面零件橡皮囊成形的初步工艺模型;再设计适用于零件橡皮囊成形带回弹的最终工艺模型;再按带回弹的最终工艺模型确定展开毛料;之后橡皮囊液压成形,成形出工艺模型结构工件;若零件原材料是铝合金,对工艺模型结构工件淬火热处理后使用切割模校形;最后将工艺模型结构工件固定在切割模上,去除工艺余量,切割成形零件。通过本方法能够提高零件外形准确度及零件表面质量,提高零件一致性,降低废品率。